También podría gustarte
- El Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaDe EverandEl Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaAún no hay calificaciones
- 6 Destilación Continua Con Rectificación (Liq-Iii)Documento19 páginas6 Destilación Continua Con Rectificación (Liq-Iii)Anonymous Jwf6xkBdcZAún no hay calificaciones
- Test Del or de Calor Miniatura HT 33 de Tubos y Coraza1Documento5 páginasTest Del or de Calor Miniatura HT 33 de Tubos y Coraza1Sebas Castilla MatallanaAún no hay calificaciones
- Equipos clave planta Cloruro de ViniloDocumento72 páginasEquipos clave planta Cloruro de ViniloSchneyder GalvisAún no hay calificaciones
- Intercambiadores de CalorDocumento105 páginasIntercambiadores de CalorGladis tarifaAún no hay calificaciones
- Vdocuments - MX Practica Evaporador de Doble EfectoDocumento9 páginasVdocuments - MX Practica Evaporador de Doble EfectoRoberto Sordo PulidoAún no hay calificaciones
- Seleccion Del Reactor IDocumento29 páginasSeleccion Del Reactor IWalter NolascoAún no hay calificaciones
- Doble Tubo Intercambiador CálculoDocumento34 páginasDoble Tubo Intercambiador CálculoANA MARÍA LONDOÑOAún no hay calificaciones
- Grados de Libertad HenleyDocumento7 páginasGrados de Libertad HenleyDavid M GaytanAún no hay calificaciones
- Simulación de Procesos Aspen PlusDocumento33 páginasSimulación de Procesos Aspen PlusMaría LunaAún no hay calificaciones
- Humedad y TorresDocumento43 páginasHumedad y TorresLourdes Lizbeth GonzalesAún no hay calificaciones
- Simulacion CiclohexanoDocumento7 páginasSimulacion CiclohexanoMarco Antonio Quino MendozaAún no hay calificaciones
- Clasificación e intercambiadores de calor en la industria alimentariaDocumento17 páginasClasificación e intercambiadores de calor en la industria alimentarianeydaAún no hay calificaciones
- Informe de Laboratorio OPE 1erDocumento4 páginasInforme de Laboratorio OPE 1erRonald SalloAún no hay calificaciones
- Analisis Dimensional Lab 1Documento12 páginasAnalisis Dimensional Lab 1Daira Torrico MeleanAún no hay calificaciones
- Trabajo de ReactoresDocumento12 páginasTrabajo de ReactoresMelany AlvaradoAún no hay calificaciones
- Tipos de Bombas para El Agua de Alimentación de Agua para CalderasDocumento4 páginasTipos de Bombas para El Agua de Alimentación de Agua para Calderasblaky ruizAún no hay calificaciones
- Unidad IV - Reactores E. EstacionarioDocumento7 páginasUnidad IV - Reactores E. EstacionarioAgustinaAún no hay calificaciones
- Evaporación Al VacíoDocumento2 páginasEvaporación Al VacíoJuanma JaraAún no hay calificaciones
- Ejemplos Unit V-IiDocumento15 páginasEjemplos Unit V-IiHenry Lambis MirandaAún no hay calificaciones
- Características del GLP utilizado en el caldero de la planta pilotoDocumento2 páginasCaracterísticas del GLP utilizado en el caldero de la planta pilotoBJ LMaierAún no hay calificaciones
- Generación Vapor y CálculosDocumento14 páginasGeneración Vapor y CálculosÑeh100% (1)
- Evaporadores y Cristalizadores de SalmueraDocumento9 páginasEvaporadores y Cristalizadores de SalmueraDanivianAún no hay calificaciones
- Manual de operación intercambiador de calor tubos concéntricosDocumento12 páginasManual de operación intercambiador de calor tubos concéntricosAlejandro CamachoAún no hay calificaciones
- Trabajo de Operaciones UnitariasDocumento8 páginasTrabajo de Operaciones UnitariasCesar ContrerasAún no hay calificaciones
- Tratamiento AR Porcina, ProyectoDocumento20 páginasTratamiento AR Porcina, ProyectoAlice SoleilAún no hay calificaciones
- Diseño planta producción etilbenceno 80,000 ton/díaDocumento34 páginasDiseño planta producción etilbenceno 80,000 ton/díaIsberto MartínezAún no hay calificaciones
- Medición de La Difusividad de Gases en Aceites PesadosDocumento6 páginasMedición de La Difusividad de Gases en Aceites PesadosDaniel MediAún no hay calificaciones
- Analisis Experimental Con Intercambiadores de Calor de Tubos y CorazaDocumento22 páginasAnalisis Experimental Con Intercambiadores de Calor de Tubos y CorazaJavierAún no hay calificaciones
- Propiedades Molares ParcialesDocumento18 páginasPropiedades Molares ParcialesFrancisco LaraAún no hay calificaciones
- DBP DFP diagramas procesosDocumento42 páginasDBP DFP diagramas procesosMarcelaDenisseMuzzioAún no hay calificaciones
- Diseño intercambiadores calorDocumento10 páginasDiseño intercambiadores calorrefrigeracion10Aún no hay calificaciones
- Intercambiador de calor: tipos y operaciónDocumento24 páginasIntercambiador de calor: tipos y operaciónFreePiece EcAún no hay calificaciones
- Dual PrimalDocumento3 páginasDual PrimalJonathan MailaAún no hay calificaciones
- Informe de La Práctica Placa OrificioDocumento4 páginasInforme de La Práctica Placa OrificioFreddyMinayaAún no hay calificaciones
- DME Diagrama de Flujo de Proceso Sara PDFDocumento1 páginaDME Diagrama de Flujo de Proceso Sara PDFsaraAún no hay calificaciones
- Tabiques RefractariosDocumento11 páginasTabiques RefractariosAnonymous YCtFYP705Aún no hay calificaciones
- CONTROL DE REACTORES QUÍMICOSDocumento8 páginasCONTROL DE REACTORES QUÍMICOSDenniellMillanAguileraAún no hay calificaciones
- Proceso de La Produccion de Harina y Aceite de PescadoDocumento2 páginasProceso de La Produccion de Harina y Aceite de PescadoFrank Vélez SosaAún no hay calificaciones
- Los Diagramas para Entender Los Procesos QuímicosDocumento30 páginasLos Diagramas para Entender Los Procesos QuímicosStefhany Ormeño Hernandez100% (2)
- Operaciones UnitariasDocumento19 páginasOperaciones UnitariasCuyubamba Caso YesseniaAún no hay calificaciones
- Diagrama TernarioDocumento20 páginasDiagrama TernarioH Marquez R Graciela100% (1)
- Práctica "DETERMINACIÓN DE LA CAÍDA DE PRESIÓN EN ACCESORIOS Y MEDIDORES DE FLUJO"Documento6 páginasPráctica "DETERMINACIÓN DE LA CAÍDA DE PRESIÓN EN ACCESORIOS Y MEDIDORES DE FLUJO"YoAún no hay calificaciones
- Examen 2do Parcial MNADocumento2 páginasExamen 2do Parcial MNAAlfredo AzcorraAún no hay calificaciones
- Sesion 3Documento8 páginasSesion 3Felipe Correa MahechaAún no hay calificaciones
- Evaporadores OU8Documento13 páginasEvaporadores OU8TIPAZOAún no hay calificaciones
- Hidrodesalquilación de tolueno simulaciónDocumento3 páginasHidrodesalquilación de tolueno simulaciónTatiana Melissa Rodtiguez BlasAún no hay calificaciones
- 02 Guión Práctica 2. ENSAYOS DE DUREZA Y DE IMPACTO 2018Documento13 páginas02 Guión Práctica 2. ENSAYOS DE DUREZA Y DE IMPACTO 2018cassyAún no hay calificaciones
- Intercambiadores de CalorDocumento5 páginasIntercambiadores de CalorTamara Constanza Valdivia RojasAún no hay calificaciones
- Problemas Diseño Intercambiadores Doble TuboDocumento37 páginasProblemas Diseño Intercambiadores Doble TuboCami RodriguezAún no hay calificaciones
- Clasificación de Los Calentadores A Fuego Directo de Acuerdo A Su UsoDocumento6 páginasClasificación de Los Calentadores A Fuego Directo de Acuerdo A Su UsoCristian ITh MedinaAún no hay calificaciones
- Reactores Ideales No IsotérmicosDocumento3 páginasReactores Ideales No IsotérmicosALEX ROGELIO LARGO MALDONADOAún no hay calificaciones
- HIDROISOMERIZACION DE n-PARAFINAS CONDocumento12 páginasHIDROISOMERIZACION DE n-PARAFINAS CONErik Said Laiho0% (1)
- Tarea 2 TermodinamicaDocumento9 páginasTarea 2 TermodinamicaErick Alan Fiscal EstudilloAún no hay calificaciones
- Diseño y Control de Un Proceso de Columna - Reactor de MetanolDocumento13 páginasDiseño y Control de Un Proceso de Columna - Reactor de MetanolCRISTANCHO TORRES AURA CAMILAAún no hay calificaciones
- Tema 2.5 Otros Evaporadores-1Documento12 páginasTema 2.5 Otros Evaporadores-1Rozzana Peña SánchezAún no hay calificaciones
- Nomenclatura de Equipos Equipos para PFDDocumento15 páginasNomenclatura de Equipos Equipos para PFDLuis Bravo SotoAún no hay calificaciones
- Ciclos de Vapor y Combinados YunusDocumento19 páginasCiclos de Vapor y Combinados YunusEzau Arreola MedinaAún no hay calificaciones
- Guia Calculo de Suavizadores de AguaDocumento6 páginasGuia Calculo de Suavizadores de AguaAlex Pq100% (1)
- 1 - PoDocumento23 páginas1 - Pocamila cabreraAún no hay calificaciones
- 8rol of Lipids - IloDocumento14 páginas8rol of Lipids - IloDob GabrielaAún no hay calificaciones
- Aplicaciones IndustrialesDocumento10 páginasAplicaciones IndustrialesKamilaRiquelmeVidalAún no hay calificaciones
- 0ejercicios de Acotado Resueltos - PatatabravaDocumento36 páginas0ejercicios de Acotado Resueltos - PatatabravaKamilaRiquelmeVidalAún no hay calificaciones
- Listado ContabilidadDocumento6 páginasListado ContabilidadKamilaRiquelmeVidalAún no hay calificaciones
- PDFDocumento409 páginasPDFPaulo Ossandon SanchezAún no hay calificaciones
- Anadatos PDFDocumento316 páginasAnadatos PDFWEROMEAún no hay calificaciones
- IntercambioIonico PDFDocumento2 páginasIntercambioIonico PDFKamilaRiquelmeVidalAún no hay calificaciones
- Apuntesdeacotacin 111014032652 Phpapp02Documento31 páginasApuntesdeacotacin 111014032652 Phpapp02KamilaRiquelmeVidalAún no hay calificaciones
- Características y Aplicaciones de Las Ecuaciones de Estado en La Ingeniería Química. Avances Recientes. Parte 2Documento12 páginasCaracterísticas y Aplicaciones de Las Ecuaciones de Estado en La Ingeniería Química. Avances Recientes. Parte 2Nathaly Figueroa ArellanoAún no hay calificaciones
- Secciones PlanasDocumento8 páginasSecciones PlanasadrianhimsAún no hay calificaciones
- Intercambio IonicoDocumento25 páginasIntercambio IonicoJohnny VicAún no hay calificaciones
- Ejemplos ContabilidadDocumento11 páginasEjemplos ContabilidadJorge Camilo Sánchez EspinozaAún no hay calificaciones
- Construcción de Una Carta PsicrométricaDocumento5 páginasConstrucción de Una Carta PsicrométricaMatheuss Huillcacuri Enriquez0% (2)
- Tubo o Accesorio 2 - Placas Orificio PDFDocumento2 páginasTubo o Accesorio 2 - Placas Orificio PDFKamilaRiquelmeVidalAún no hay calificaciones
- 0ejercicios 3 Proyecci N Resueltos - Patatabrava PDFDocumento36 páginas0ejercicios 3 Proyecci N Resueltos - Patatabrava PDFKamilaRiquelmeVidalAún no hay calificaciones
- Ejercicio de Cortes y Secciones 982Documento1 páginaEjercicio de Cortes y Secciones 982KamilaRiquelmeVidalAún no hay calificaciones
- 0ejercicios Cortes Resueltos - PatatabravaDocumento67 páginas0ejercicios Cortes Resueltos - PatatabravaKamilaRiquelmeVidalAún no hay calificaciones
- 0ejercicios 3 Proyecci N Resueltos - PatatabravaDocumento36 páginas0ejercicios 3 Proyecci N Resueltos - PatatabravaKamilaRiquelmeVidalAún no hay calificaciones
- 0ejercicios Di Drico-Patatabrava PDFDocumento40 páginas0ejercicios Di Drico-Patatabrava PDFKamilaRiquelmeVidalAún no hay calificaciones
- Semola: ficha técnica del producto de trigo molidoDocumento3 páginasSemola: ficha técnica del producto de trigo molidoKamilaRiquelmeVidalAún no hay calificaciones
- Ejercicio de Cortes y Secciones 978Documento2 páginasEjercicio de Cortes y Secciones 978KamilaRiquelmeVidalAún no hay calificaciones
- 1214 1248 1 PBDocumento10 páginas1214 1248 1 PBhernanmcuniAún no hay calificaciones
- Ejercicios de HumidificacionDocumento3 páginasEjercicios de HumidificacionHans Orozco0% (1)
- 0ejercicios Di Drico-Patatabrava PDFDocumento40 páginas0ejercicios Di Drico-Patatabrava PDFKamilaRiquelmeVidalAún no hay calificaciones
- 0ejercicios Acotaci N Resueltos - Patatabrava PDFDocumento47 páginas0ejercicios Acotaci N Resueltos - Patatabrava PDFKamilaRiquelmeVidalAún no hay calificaciones
- Manual Alta Costura 3 PDF FreeDocumento370 páginasManual Alta Costura 3 PDF Freemorales camilaAún no hay calificaciones
- Brochure - Ofimática ProfesionalDocumento43 páginasBrochure - Ofimática ProfesionalFlorxitaSpaincAún no hay calificaciones
- Diseño ElásticoDocumento8 páginasDiseño ElásticoBani LlontopAún no hay calificaciones
- CITASmDocumento1 páginaCITASmUniversal Medical PlusAún no hay calificaciones
- Texto Único Ley 41 de 1998Documento29 páginasTexto Único Ley 41 de 1998SaharaAún no hay calificaciones
- CELIMA-TREBOLacabado IMPRIDocumento22 páginasCELIMA-TREBOLacabado IMPRICaeel Reyes Olivares33% (3)
- Boletocompra Venta AvionDocumento2 páginasBoletocompra Venta AvionSusana Ribeiro70% (10)
- Reglamento de La MuniDocumento60 páginasReglamento de La MuniKelvin AguilarAún no hay calificaciones
- Instructivo para El Diligenciamiento Del FuidDocumento2 páginasInstructivo para El Diligenciamiento Del FuidMary Jane DuranAún no hay calificaciones
- Generador HidraulicoDocumento5 páginasGenerador Hidraulicolarmmx100% (1)
- Factores Que Nfluencian Decision de Compra Mercado IndustrialDocumento89 páginasFactores Que Nfluencian Decision de Compra Mercado IndustrialMarlon Gonzales100% (1)
- Sesion 05 IpercDocumento36 páginasSesion 05 Iperckevin espejoAún no hay calificaciones
- IndicadoresHospitalariosCensablesDocumento2 páginasIndicadoresHospitalariosCensablesLESTER SANTIAGO VALDEZ BARRERAAún no hay calificaciones
- TIC aplicadas a la educaciónDocumento175 páginasTIC aplicadas a la educaciónACCAún no hay calificaciones
- Técnicas de ConteoDocumento6 páginasTécnicas de ConteoAdriana LópezAún no hay calificaciones
- Ejercicio 2 de Analisis de Sensibilida Reporte LingoDocumento9 páginasEjercicio 2 de Analisis de Sensibilida Reporte LingoFrank Centeno OrtizAún no hay calificaciones
- Cosas Románticas para Decir Te AmoDocumento8 páginasCosas Románticas para Decir Te Amosam2010rAún no hay calificaciones
- Minera SeleneDocumento20 páginasMinera SelenedeyviAún no hay calificaciones
- Revista No. 98Documento21 páginasRevista No. 98Eduardo AlayonAún no hay calificaciones
- 51 Presentacioin de Caso PracticoDocumento3 páginas51 Presentacioin de Caso PracticojohannaAún no hay calificaciones
- Copia de CIIUDocumento127 páginasCopia de CIIU68puertoAún no hay calificaciones
- 2 Valor Del Dinero en El Tiempo Tasas de Interés y Descuento SETIEMBRE 2021Documento97 páginas2 Valor Del Dinero en El Tiempo Tasas de Interés y Descuento SETIEMBRE 2021CocoCastilloAún no hay calificaciones
- INTRODUCCIONDocumento5 páginasINTRODUCCIONAlfredoAún no hay calificaciones
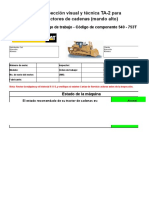
- archivetempTA2 Spanish - Track-Type TractorDocumento47 páginasarchivetempTA2 Spanish - Track-Type Tractorshirley bustos14Aún no hay calificaciones
- Modelo de Escrito de Demanda en La Que Se Ejerce La Acción CoDocumento2 páginasModelo de Escrito de Demanda en La Que Se Ejerce La Acción Cochacovatolaw100% (4)
- Tutorial Code-BlocksDocumento6 páginasTutorial Code-BlocksGustavo GranadosAún no hay calificaciones
- 2 Informe Latinoamericano de Seguridad Vial. Vias y Vehiculos Seguros.Documento13 páginas2 Informe Latinoamericano de Seguridad Vial. Vias y Vehiculos Seguros.Genry MercadoAún no hay calificaciones
- Trabajos Final de La EmpresaDocumento9 páginasTrabajos Final de La EmpresaDeivisOroscoAlarconIpanaqueAún no hay calificaciones
- Prac 2 Excel Macros y VBA - 2Documento6 páginasPrac 2 Excel Macros y VBA - 2lila12Aún no hay calificaciones
- Guia de Actividades y Rúbrica de Evaluación - Unidad 1 - Fase 2 - Contextualizacion Del ProDocumento9 páginasGuia de Actividades y Rúbrica de Evaluación - Unidad 1 - Fase 2 - Contextualizacion Del Projhon buriticaAún no hay calificaciones