También podría gustarte
- Raw Material HandlingDocumento15 páginasRaw Material HandlingThibaut LeconteAún no hay calificaciones
- Pacific Booker - Morrison HPGR Polycom Test ReportDocumento20 páginasPacific Booker - Morrison HPGR Polycom Test ReportMeghshyam Karkera100% (1)
- Determination of The Nip Zone Angle in High-Pressure Grinding RollsDocumento12 páginasDetermination of The Nip Zone Angle in High-Pressure Grinding RollsKroya HunAún no hay calificaciones
- Grinding Process Within Vertical Roller Mills Experiment and SimulationDocumento5 páginasGrinding Process Within Vertical Roller Mills Experiment and SimulationDirceu Nascimento100% (1)
- 2022-04-08 - HPGR Adantages in Ore GrindingDocumento24 páginas2022-04-08 - HPGR Adantages in Ore Grindingpanchada.srinivasuAún no hay calificaciones
- Loesche Grinding Plants For Coal GasificationDocumento45 páginasLoesche Grinding Plants For Coal GasificationMaxim Polevoy100% (1)
- Review RollerPress OperationsDocumento276 páginasReview RollerPress OperationsThaigroup Cement100% (1)
- Equip. Name:-RAW MILL Equip. TAG No. 300 RM-1Documento1 páginaEquip. Name:-RAW MILL Equip. TAG No. 300 RM-1vinodsnAún no hay calificaciones
- Coal Mill Wear Measurement 29.09.2014Documento1 páginaCoal Mill Wear Measurement 29.09.2014Durga PrasadAún no hay calificaciones
- Better Grinding Systems: Figure 1: DeglomeratorDocumento5 páginasBetter Grinding Systems: Figure 1: DeglomeratorGerman Gabriel Anaya VegaAún no hay calificaciones
- 00 Introduction Polysius-HistoryDocumento17 páginas00 Introduction Polysius-HistoryEnrique BandaAún no hay calificaciones
- Ball Mill OperatingDocumento14 páginasBall Mill OperatingCao Ngoc AnhAún no hay calificaciones
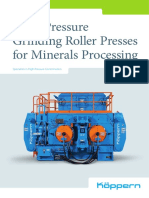
- High-Pressure Grinding Roller Presses For Minerals ProcessingDocumento24 páginasHigh-Pressure Grinding Roller Presses For Minerals ProcessingYaser Asmani100% (1)
- Mill Calculation: Plant: Date: Mill: VisaDocumento2 páginasMill Calculation: Plant: Date: Mill: VisaIrfan AhmedAún no hay calificaciones
- VRM Fan ..Documento2 páginasVRM Fan ..harikrushnaAún no hay calificaciones
- Transformations E.12Documento36 páginasTransformations E.12Dilnesa EjiguAún no hay calificaciones
- 15th NCB Technical PaperDocumento10 páginas15th NCB Technical PaperSalah RomdaniAún no hay calificaciones
- VRM Daily Stoppage DetailsDocumento7 páginasVRM Daily Stoppage DetailsValipireddy NagarjunAún no hay calificaciones
- Filling Degree: 1St ChamberDocumento6 páginasFilling Degree: 1St ChamberIrfan AhmedAún no hay calificaciones
- 03 RP - Maintenance Practices For RPDocumento50 páginas03 RP - Maintenance Practices For RPaff bearAún no hay calificaciones
- Energy and Cost Comparisons Wang Et AlDocumento17 páginasEnergy and Cost Comparisons Wang Et AlJD FCAún no hay calificaciones
- SeparatorsDocumento6 páginasSeparatorsKADİR durmaz100% (1)
- Impact of Process Parameters On QualityDocumento25 páginasImpact of Process Parameters On QualityDineshAún no hay calificaciones
- SelectionDocumento87 páginasSelectionRAVI ANANTHAKRISHNANAún no hay calificaciones
- A4-P 1.0 enDocumento21 páginasA4-P 1.0 enmkpqAún no hay calificaciones
- Raw Mill Balance SheetsDocumento4 páginasRaw Mill Balance SheetsAli Hüthüt100% (1)
- 01-01-PODFA-Equipment OverviewDocumento31 páginas01-01-PODFA-Equipment OverviewДен СтаднікAún no hay calificaciones
- Duo Dan MillDocumento4 páginasDuo Dan Millnhungocbk92_22841857Aún no hay calificaciones
- The Rhodax® Process For Dry Mix Preparation in Anodes PlantsDocumento37 páginasThe Rhodax® Process For Dry Mix Preparation in Anodes PlantsGupta AnacoolzAún no hay calificaciones
- Auditoría Molino 5Documento22 páginasAuditoría Molino 5ElZeroMJAún no hay calificaciones
- ZeiselDocumento98 páginasZeiselGirne100% (1)
- 31 MER VRM Inspections - Rev JSJ 120507Documento45 páginas31 MER VRM Inspections - Rev JSJ 120507Camilo CamposAún no hay calificaciones
- Poly ProcessDocumento70 páginasPoly Processkrishna bhanu singhAún no hay calificaciones
- 9 - RAWGRINDING CementDocumento28 páginas9 - RAWGRINDING CementAnoop Tiwari100% (2)
- Power Drawn by Grinding MediaDocumento5 páginasPower Drawn by Grinding MediaanruloAún no hay calificaciones
- Dokumen - Tips - Atox Raw Mill 55844e0e63329Documento13 páginasDokumen - Tips - Atox Raw Mill 55844e0e63329pipit agusAún no hay calificaciones
- Ball Mill GrindingDocumento78 páginasBall Mill GrindingFran jimenezAún no hay calificaciones
- Chapter 1 Final A5 Edit PDFDocumento10 páginasChapter 1 Final A5 Edit PDFkINGAún no hay calificaciones
- Raw Mill Area-HamzaDocumento21 páginasRaw Mill Area-HamzaAdnan rasoolAún no hay calificaciones
- aTS Conveyors PDFDocumento20 páginasaTS Conveyors PDFbulentbulutAún no hay calificaciones
- Ball MillDocumento10 páginasBall MillLuthfanAún no hay calificaciones
- Comminution 2Documento159 páginasComminution 2Kumar RajeshAún no hay calificaciones
- Mechanical Centrifugal Air ClassifiersDocumento3 páginasMechanical Centrifugal Air ClassifiersBramJanssen76Aún no hay calificaciones
- Magotteaux - XLIFT PaperDocumento11 páginasMagotteaux - XLIFT PaperHamed MostafaAún no hay calificaciones
- Parts List For Pulse-Jet Fabric Filter HatchDocumento5 páginasParts List For Pulse-Jet Fabric Filter HatchIngeniero mecanico F.N.I.Aún no hay calificaciones
- Wear Rate Calculator MonoDocumento2 páginasWear Rate Calculator MonoBùi Hắc HảiAún no hay calificaciones
- DOPOL® 90 Cyclone Stage Type B-CCDocumento35 páginasDOPOL® 90 Cyclone Stage Type B-CCRahmat HidayatAún no hay calificaciones
- Polysiushpgr (HPGR)Documento20 páginasPolysiushpgr (HPGR)Alexis GodoyAún no hay calificaciones
- Turbo Air Classifier DesignDocumento21 páginasTurbo Air Classifier Designnayan patelAún no hay calificaciones
- V SK VSK: Focus On EfficiencyDocumento8 páginasV SK VSK: Focus On EfficiencyGerman Gabriel Anaya VegaAún no hay calificaciones
- Optimization of A Fully Air Swept Dry Grinding Cement Raw Meal Ball Mill Closed Circuit Capacity With The Aid PDFDocumento10 páginasOptimization of A Fully Air Swept Dry Grinding Cement Raw Meal Ball Mill Closed Circuit Capacity With The Aid PDFJunaid MazharAún no hay calificaciones
- Multistage Flowsheets Sabc1Documento204 páginasMultistage Flowsheets Sabc1alonsogonzalesAún no hay calificaciones
- NQCC Ovent en PDFDocumento3 páginasNQCC Ovent en PDFShahnam GhasediAún no hay calificaciones
- Girth Gear & PinionDocumento4 páginasGirth Gear & Pinionprashant mishraAún no hay calificaciones
- Weigh Feeder MechanicsDocumento1 páginaWeigh Feeder MechanicsVijay Bhan67% (3)
- A Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueDocumento3 páginasA Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueVerónica CharresAún no hay calificaciones
- Type of SurfaceDocumento31 páginasType of SurfaceD N SHARMAAún no hay calificaciones
- Ilara RM - CS P.11002 - P.12610 - 15092021 - 18092021 - Technichal ReportDocumento16 páginasIlara RM - CS P.11002 - P.12610 - 15092021 - 18092021 - Technichal ReportBen100% (1)
- Casing Welding 70029041 - A4-P - 1.0 - enDocumento7 páginasCasing Welding 70029041 - A4-P - 1.0 - enmkpqAún no hay calificaciones
- Improving The Head and Efficiency of A PumpDocumento7 páginasImproving The Head and Efficiency of A PumpPandeyAún no hay calificaciones
- DK1838 - ch02 Chapter 2 (Two) Handbook of X Ray SpectrometryDocumento104 páginasDK1838 - ch02 Chapter 2 (Two) Handbook of X Ray SpectrometryNereo SpenglerAún no hay calificaciones
- C12 Chapter 12 Fan Engineering TechnickDocumento34 páginasC12 Chapter 12 Fan Engineering TechnickNereo Spengler100% (1)
- DK1838 - ch04 Chapter 4 (Four) Handbook of X Ray SpectrometryDocumento101 páginasDK1838 - ch04 Chapter 4 (Four) Handbook of X Ray SpectrometryNereo SpenglerAún no hay calificaciones
- AxioVision Users GuideDocumento589 páginasAxioVision Users GuideNereo SpenglerAún no hay calificaciones
- Procemin 2015 Understanding The Slag Cooling Phenomenon and Its Impact On The Slag Flotation Process.Documento28 páginasProcemin 2015 Understanding The Slag Cooling Phenomenon and Its Impact On The Slag Flotation Process.Nereo SpenglerAún no hay calificaciones
- Procemin 2015 New Approach For Load Level Estimation in SAG Mills Using A Sensor System and Optimization AlgorithmDocumento21 páginasProcemin 2015 New Approach For Load Level Estimation in SAG Mills Using A Sensor System and Optimization AlgorithmNereo SpenglerAún no hay calificaciones
- Procemin 2015 Building The World's Largest HPGR - The HRC™3000 at The Morenci Metcalf ConcentratorDocumento20 páginasProcemin 2015 Building The World's Largest HPGR - The HRC™3000 at The Morenci Metcalf ConcentratorNereo Spengler100% (1)
- Procemin 2015 Building and Maintaining Effective Project TeamsDocumento18 páginasProcemin 2015 Building and Maintaining Effective Project TeamsNereo SpenglerAún no hay calificaciones
- Procemin 2015 Flotation Plant Design With Aminfloat SimulatorDocumento24 páginasProcemin 2015 Flotation Plant Design With Aminfloat SimulatorNereo SpenglerAún no hay calificaciones
- Procemin 2015 Rejection of Pyrite: Challenges and Sustainable Chemical Solutions IIDocumento20 páginasProcemin 2015 Rejection of Pyrite: Challenges and Sustainable Chemical Solutions IINereo Spengler100% (1)
- Ball Mill Sizing History WebDocumento7 páginasBall Mill Sizing History WebNereo SpenglerAún no hay calificaciones
- Procemin 015 Managing Cyclones: A Valuable Asset The Copper Mountain Case-StudyDocumento27 páginasProcemin 015 Managing Cyclones: A Valuable Asset The Copper Mountain Case-StudyNereo SpenglerAún no hay calificaciones
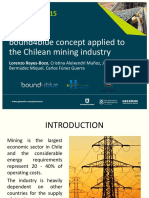
- Procemin 2015 Bound4blue Concept Applied To The Chilean Mining IndustryDocumento21 páginasProcemin 2015 Bound4blue Concept Applied To The Chilean Mining IndustryNereo SpenglerAún no hay calificaciones
- Ball Mill Sizing History WebDocumento7 páginasBall Mill Sizing History WebNereo SpenglerAún no hay calificaciones
- CH 4Documento34 páginasCH 4saadkhalisAún no hay calificaciones
- Changed Chart(s) Since Disc 16-2012 ADD Added Chart, REV Revised Chart, DEL Deleted Chart. ACT Procedure Ident Index Rev Date Eff DateDocumento98 páginasChanged Chart(s) Since Disc 16-2012 ADD Added Chart, REV Revised Chart, DEL Deleted Chart. ACT Procedure Ident Index Rev Date Eff DateFercho Anaya MAún no hay calificaciones
- SS-7 May Refer To:: RFC 2719 RFC 2719Documento15 páginasSS-7 May Refer To:: RFC 2719 RFC 2719William GentryAún no hay calificaciones
- Catalogue For AutoDocumento22 páginasCatalogue For Autosentimiento azulAún no hay calificaciones
- Blog #2Documento2 páginasBlog #2Anonymous uxozDvwYAún no hay calificaciones
- Commercial Office Space - Cyber CityDocumento8 páginasCommercial Office Space - Cyber CityankurAún no hay calificaciones
- 500 Technical Questions Safety&Fire-1Documento26 páginas500 Technical Questions Safety&Fire-1Saad GhouriAún no hay calificaciones
- Data Sheet For Toys TestDocumento2 páginasData Sheet For Toys TestAnonymous TYGiADAún no hay calificaciones
- Plastic Roads: Presented By-Akash Chakole (First Year MBBS, GMC Nagpur)Documento27 páginasPlastic Roads: Presented By-Akash Chakole (First Year MBBS, GMC Nagpur)Chandu CKAún no hay calificaciones
- TS2015 Quick Start Guide PDFDocumento7 páginasTS2015 Quick Start Guide PDFAbel Otero RamírezAún no hay calificaciones
- Biogas Technology: Construction, Utilization and Operation ManualDocumento52 páginasBiogas Technology: Construction, Utilization and Operation ManualDwi Cahyo NugrohoAún no hay calificaciones
- 1.ar-315 BC&BL Lighting & IlluminationDocumento28 páginas1.ar-315 BC&BL Lighting & IlluminationUsha Sri GAún no hay calificaciones
- 130195mitsubishi ManualDocumento16 páginas130195mitsubishi ManualAbdul Noor KhanAún no hay calificaciones
- Assimilable Organic Carbon Formation During Ultraviolet - Hydrogen Peroxide Advanced Oxidation Treatment of Surface WaterDocumento207 páginasAssimilable Organic Carbon Formation During Ultraviolet - Hydrogen Peroxide Advanced Oxidation Treatment of Surface WaterMonicaRossetimAún no hay calificaciones
- A Curvature Compensated CMOS Bandgap Voltage ReferenceDocumento4 páginasA Curvature Compensated CMOS Bandgap Voltage ReferenceMuhammad_Swilam_2010Aún no hay calificaciones
- Cables TheoryDocumento15 páginasCables TheorytceterexAún no hay calificaciones
- ASTM E1417 Penetrant Testing - 9 PDFDocumento11 páginasASTM E1417 Penetrant Testing - 9 PDFbikaAún no hay calificaciones
- ANNEX 9 - FacilitationDocumento62 páginasANNEX 9 - FacilitationSyahid Macheda100% (1)
- d8n Wiring HardnessDocumento2 páginasd8n Wiring HardnessandraAún no hay calificaciones
- Wireman, Terry - Training Programs For Maintenance Organizations - Maintenance Strategy Series (2013, Reliabilityweb Com)Documento221 páginasWireman, Terry - Training Programs For Maintenance Organizations - Maintenance Strategy Series (2013, Reliabilityweb Com)Faiza TariqAún no hay calificaciones
- Report Specification ExampleDocumento19 páginasReport Specification ExampleGarry RamirezAún no hay calificaciones
- 906 Release InfoDocumento3 páginas906 Release Infommontasir7417Aún no hay calificaciones
- Ball ValvesDocumento4 páginasBall ValvesIgde Agung ChandraAún no hay calificaciones
- (Conectores) SandhaasC Munch-AndersenJ DietschP DesignofConnectionsinTimberStructures PDFDocumento332 páginas(Conectores) SandhaasC Munch-AndersenJ DietschP DesignofConnectionsinTimberStructures PDFClaudio Ignacio Zurita MillónAún no hay calificaciones
- Radome Moisture TesterDocumento13 páginasRadome Moisture TesterInterogator5100% (1)
- Wolf Range TopDocumento2 páginasWolf Range TopArt BowlingAún no hay calificaciones
- Worksheet # 7 - Free Body DiagramDocumento2 páginasWorksheet # 7 - Free Body DiagramyabalabahiyaAún no hay calificaciones
- WCA Time Critical: (Formerly Known As VCK Air BV)Documento43 páginasWCA Time Critical: (Formerly Known As VCK Air BV)zeta100% (1)
- Mobile Network LayerDocumento25 páginasMobile Network LayerAmrendra Kumar Mishra100% (2)