Documentos de Académico
Documentos de Profesional
Documentos de Cultura
P-NT-54 Logistica de Distribución
Cargado por
YDELSO0070 calificaciones0% encontró este documento útil (0 votos)
86 vistas67 páginasLogistica de Distribución
Derechos de autor
© © All Rights Reserved
Formatos disponibles
PDF o lea en línea desde Scribd
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoLogistica de Distribución
Copyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF o lea en línea desde Scribd
0 calificaciones0% encontró este documento útil (0 votos)
86 vistas67 páginasP-NT-54 Logistica de Distribución
Cargado por
YDELSO007Logistica de Distribución
Copyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF o lea en línea desde Scribd
Está en la página 1de 67
P-NT-54
PAD
ESCUELA DE DIRECCION
UNIVERSIDAD DE PIURA
LOGISTICA DE DISTRIBUCION
i © 1993 Division de Investigacion de la Escuela de Direccion.
Documenta elaborad por el profesor Juan Ricardo Paina, de la Escuela de Direccin de a Universidad
de Pi
Prohibida la reproduccién total o parcial, Derechos reservados.
Para uso exelusivo del PAD - Escuela de Direccién de la Universidad de Piura.
Universidad de Piura
Escuela de Direccién
1 PNT 054
El éxito de una empresa, creada para ofrecer productos
enel mercado, depende, en gran medida, de que pueda
lograr una combinacién razonable de Ia cantidad, la
calidad, la oportunidad y el costo de los bienes que
produce. Cuando se habla de la oportunidad en la
entrega, lo que se considera, en realidad es la tarea que
ha de desarrollar la empresa para satisfacer,
rentablemente, las necesidades de los clientes en el
momento adecuads. El cometido de la logistica es la
estructuracién racional de las diferentes dreas de la
empresa que intervienen en la entrega del cliente.
Usancio un eamello para transportarpiezas ala fabrica,
Universidad de Piura 2 PNT 054
Escuela de Direccién
2.- ELEMENTOS DE LA DISTRIBUCION'
a+ _ DISTRIBUCION Y LOGISTICA.
b- ELEMENTOS
1 Instalaciones (almacenes y/o depésitos)
a- — Objetivos y bases
b- _ Costos comparativos generales
c= Costos comparativos - Pedidos Pequefios.
d- _Asignacién de mercados - Técnica Grafica
e- Sistema de distribucién Multiescalon
‘Transporte
a- — Objetivos y bases
b- Redes de Distribucién- Algoritmo del Transportista
Asignacién de Produccién- Algoritmo de Transporte
Distribucion Fisica
1- Tecnologia
Transporte Multimodal (Internacional)
3- Inventarios
a= Objetivos y bases
b- Nivel de inventarios y Servicio al cliente local,
c- Nivel de Operacién y Costo
d-— Simulaci6n’
4 Comunicaciones
5- _Acarreo de Materiales
co DRP: PLANEAMIENTO DE LOS REQUERIMIENTOS DE DISTRIBUCCION
Bases
Elementos del sistema DRP
El proceso del DRP
DRP-MRP: sistemas integrados
Ejemplo (para un s6lo item)
' Copyrigth © 1992. Division de Investigacion del Escuela de Dirccign dela Universidad de Piura (UDEP),
Documento Original del Profesor Juan Ricardo Palma Lama, del drea de Opetaciones de la Produccién de 1a
Escuela de Direecién. Para uso exclusivo del Programa Master en direccién de Empresas. Prohibida la
reproduccién parcial ¢ total de este documento por cualquier medio mecinico 0 electrénico sin autorizacién
escrita de la Escuela de Direccién.
Untima correccién: Octubre de 1995,
Universidad de Piura 3 PNT 054
Escuela de Direccion
ELEMENTOS DE LA DISTRIBUCION?
a.- DISTRIBUCION Y LOGISTICA
El dea de trabajo de la distribucién queda definida claramente en et grafico
seguido y es recomendable que su gestién operativa se coordine con las
demés reas de la logistica, pues el aprovisionamiento y el planeamiento,
programacién y control de la produccién, aunque requieren de enfoques
diferentes, que exigen tratamientos técnicos distintos, una gerencia
simultanea de toda la logistica es el mejor camino para desarrollar
diferenciales competitivos, al uniformar objetivos dirigidos a mejorar el
servicio al cliente. En este contexto de mejora final, la distribucién se ha
convertido en la principal herramienta que “tira” toda la empresa hacia el
cliente.Especialmente las tres reas que abarca la logistica, como
tradicionalmente se define el transito de materiales dentro de la empresa.
1 t
' '
Ge)
— Se te
Copyrigth © 1992. Division de Investigacion de la Escuela de Diteccion de la Universidad de Piura (UDEP)
Documento Original del Profesor Juan Ricardo Palma Lama, del area de Operaciones de la Produccign de [a
Escalade Diteccn “Para tno ects del Programa hater on ieeion de Enpresas Profi I
reproduccion parcial o total de este documento por cualquier medio mecanico 0 electrGnico sin autorizacion
escrita dela Excuela de Direcion pore
Ultima eorreccisn: Octubre de 1995, Piura
Universidad de Piura 4 PNT 054
Escuela de Direccién
El Area de distribucién requiere un cuidado especial pues como otf proceso
cualquiera, la distribucién aftade valor a los productos y por lo tanto el
anilisis y distribucién de los costos asociados a la distribucién es muy
importante, para calcular el costo del aporte de la distribucién al valor final
del producto.
Un cuadro de costos de distribucién para una serie de sectores industriales
de EE.UU. se presenta a continuacién, como ilustracién de la influencia de
los costos de la distribucién y su importancia en todo el ducto logistico.
COSTO DE DISTRIBUCION COMO PORCENTAJE DE LAS VENTAS
Manteni Proceso
‘miento [Almacenaje] Adminis| Recepcién |Embalaje | de
delos | final | tracion |y despacho pedidos
stocks
3,3 03 | 06 6
35 o4 | 09 2
12 o7 | os 5
32 12 | 09 2
46 oa | 03 2
2.0 os} os 3
JEmpresas comercial 42 12] 06 7
Bienes de consumo 40 13 | 09 5
Bienes industriales 29 a7} 02 0
Como se deduce del cuadro el area de logistica, ademés, requiere
inversiones en activos:
Almacenes
Existencias
Medios de transporte
Equipo de acarreo de materiales
Medios para tratar la informacién
‘Y también personal capacitado, (caro y escaso).
Diferentes formas de plantear la distribucién, para lograr la misma meta,
pueden llevar a necesidades de capital y costos operativos sustancialmente
diferentes, por ello las decisiones sobre distribucién deben ser muy
cuidadosas en el aspecto operativo, estudiando cuidadosamente sus
elementos, tema de esta nota.
Universidad de Piura 5 P-NT-054
Escuela de Direccién
La Logistica de DistribuciGn requiere un cuidado especial
y un enfogue directivo diferente a las otras éreas de La Logistica
(Aprovisionamiento y PPCP) pues la distribucién ariade
valor a los productos.
P-NT-054
Universidad de Piura
Escuela de Direccién
Universidad de Piura 7 PNT 054
Escuela de Direccién
b=
ELEMENTOS
La distribucién, tal como se ha presentado, centra su labor en las
actividades de la empresa que son responsables de poner los productos,
sean estos bienes 0 servicios, lo mas cerca posible al cliente, tanto en tiempo
como en lugar. esto significa que cuando mas pronto y cercano del
comprador este el producto que el busca, mds probabilidades existen que el
lo adquiera y jesté dispuesto a pagar por ese servicio!. No es ocioso afirmar
entonces que la distribucién, al acercar el producto al usuario, afiade al
producto un componente adicional de servicio que incrementa su valor y
Jo hace més atractivo al usuario que lo compra.
Evidentemente, es responsabilidad de la funcién distribucién mantener sus
costos de distribucién por debajo de lo que el comprador est4 dispuesto a
pagar por obtener pronto y cerca esos productos. Tanto es asi que las
decisiones sobre los factores que componen la distribucién, normalmente y
casi siempre, estan basadas en un anilisis de costos
Estos factores, na son més que los elementos que petmiten el flujo de distribucién:
“Almacenes
‘Transportes
Inventarios
‘Comunicaciones
Acarreo
El disefio de un sistema de distribucién eficiente, que pueda cumplir con
sus objetivos (tiempo, lugar, costos), requiere el andlisis de los elementos
constitutivos de esa funcién, dando respuestas a preguntas como:
En el campo de los almacenes 0 depositos (instalaciones):
En el de Tos transportes: Qué forma? Qué capacidad?
En el de los inventari Qué nivel2gDénde?:Qué modo de gestion?
En el de las comunicaciones:___(Qvinfamada? Qémedia? Cngs frenenia?
Tn el acarreo de materiales: ___.Qué tecnologia?;Qué tamafo de lote?
{Qué sistema de programacién?
Desde el punto de vista de la planificacién y el disefio puede considerarse
que estos elementos forman un sistema, es decir, que estarn fuertemente
relacionados, por lo que cada elemento no podré ser definido de forma
aislada, sino con relacién a los otros, de manera tal que la resultante de
todos los factores permita obtener los resultados deseados.
POREJEMPLO: _ La cantidad y ubicacién de unos almacenes dependera del sistema de
transporte elegido y éste a su vez determinara el nivel de los inventarios.
Ademés la coordinacién del sistema exigiré un cierto tipo de comunicacién.
Universidad de Piura 8 PNT 054
Escuela de Direccién
lL
INSTALACIONES (Almacenes y/o Depésitos)
OBJETIVOS Y BASES
Las instalaciones comprenden una serie de puntos, que sobre todo definen
desde y hacia donde fluyen los materiales. Puntos en los cuales se
mantienen en custodia los productos que se entregaran a los clientes.
La planificacién del sistema consistiré en determinar la ubicacién de las
plantas, de los almacenes, de los centros de distribucién, (y de los medios de
transporte).
La importancia de este elemento, radica fundamentalmente en que se trata
de factores que definen las caracteristicas de la red de distribucién, a la vez
que, por regla general exigen inversiones de consideraci6n.
El objetivo del andlisis de este tema es:
+ Determinar cudntas instalaciones y de qué tipo deben dotase.
* Determinar dénde hay que ubicarlas.
* Determinar el tamafio de cada una.
Las decisiones en relacién con las _instalaciones logistica suelen
comprometer a la empresa durante un largo periodo de tiempo, por el
monto de la inversién. Si una determinada configuracién de las
instalaciones resultara equivocada, podria penalizar los costos de la
empresa durante muchos afios.
La mejor manera de tratar estos temas, este tipo de problemas es evitando
el apresuramiento y la intuicién.
Las técnicas actuales para analizat este problema se centran en la
simulacién, que funcionan generando una serie amplia de sistemas
logisticos alternatives y simulando su funcionamiento en distintas
circunstancias de demanda, costos y exigencia de servicio, comprobando
como se comporta el sistema en cada alternativa.
De hecho para simular se requiere el uso de un computador pequefto y
modelos mateméticos de uso sencillo, actualmente, un anélisis formal de
un proceso logistico, utilizando modelos de simulacién, puede realizarse a
costos realmente bajos. Y de hecho ofrece soluciones mejores que la que
entrega una répida visin intuitiva del problema.
Universidad de Piura 9 PNT O58
Escuela de Direccin
b. COSTOS COMPARATIVOS GENERALES
Una técnica para relacionar los factores que inciden en la distribucién de
productos se conoce como "Costos Comparativos de la Instalacién de un
nuevo Almacén"
El método parte de los supuestos de que en la actualidad, los productos se
distribuyen directamente a los clientes desde un almacén situado en la
fabrica 0 en el almacén terminal de la empresa. Y debido a condiciones
tales como las facilidades para circular el tipo de cliente (minorista o grandes
almacenes) y la velocidad de desplazamiento, se utiliza un cierto tipo de
vehjculo, él cual transporta una carga promedio "X" (por ejemplo T/viaje).
Si dicha distancia "D", se incrementa 0 los costos actuales de transporte son
elevados, puede analizarse la conveniencia de instalar un segundo
almacén.
De esta manera el transporte entre los almacenes se realizaré en vehiculos
de mayor capacidad con una carga promedio mayor "Y" (T/viaje)
reduciéndose el costo por unidad transportada. A este costo se le deben
sumar los de descarga en el nuevo almacén, el costo de almacenamiento y
el de carga en el nuevo almacén en vehiculos, mas apropiados para entrega
al cliente. La nueva distancia recorrida por estos tiltimos serd (Km/viaje)
menor que en la situacién anterior, reduciéndose el tiempo consumido en
el reparto.
La situaci6n descrita se presenta a menudo en la industria lactea y de bebidas gaseosas, entre
otras, fundamentalmente cuando las industrias cubren mercados cada vez més lejanos de La
ubicacién principal de la fébrica y los medios de transporte utilizados se van convirtiendo en
ineficaces.
La eleccién de la mejor alternativa, serd definida por los costos asociados a
ella, eligiendo, por supuesto, la mds econémica, estos son:
Para la situacién actual
‘La preparacién y la carga de pedidos X (délares/t)
La tarifa/costo del transporte X (délares/t x km)
La distancia media D(km)
Para la situacién futura
La preparacién y la carga de pedidos Y (dolares/t)
El transporte del almacén 1 al 2 Y (délares/t x km)
La distancia entre los almacenes con Y (km)
La descarga en el almacén 2 y Ja carga en envios X (délares/t)
La tarifa/costo del transporte X (délares/t x Km)
La distancia media recorrida con X (km)
El costo de operacién del nuevo almacén,
dividido por el volumen de materiales tratado (délares/t)
El andlisis comparativo de las dos alternativas permitiré determinar cual es
mas ventajoso desde el punto de vista econémico.
Universidad de Piura 10 PNT 054
Escuela de Direccién
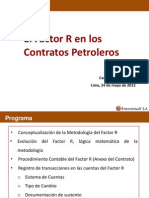
COSTOS COMPARATIVOS DE LA INSTALACION DE UN NUEVO ALMACEN
La ilustracién muestra el caso de una empresa de bebidas gaseosas que distribuye en un principio
sus productos a partir de un almacén situado junto ala fébrica,
Sin embargo cuando se incrementa la distancia media que ha de recorrer el vehiculo de transporte
lué la empresa ha logrado acceder a un mercado mucho més distante de donde se localiza la
ibrica, la empresa instalard un nuevo almacén para mejorar su servicio.
‘Tamafio promedio de los enviosX
Distancia media recortida D
‘Tiempo medio de transporte = T
Posibilidad de srevicio -
Se agregan costos
Tenor que
mayorque
mayorque
Nuevo almacén, transporte de
almacén | a2, carga y descarga
Universidad de Piura 11 PNT 054
Escuela de Direccién
co
COSTOS COMPARATIVOS - Pedidos pequefios:
Otra técnica con el mismo objetivo, relacionar los factores que inciden en la
distribucion, pero ampliando el servicio, se conoce como
"Almacenamientos zonales para despachos econémicos de pedidos
pequefios”
El método parte de los mismos supuestos del caso anterior, los productos se
distribuyen directamente a los clientes desde un almacén situado en la
fabrica y con un cierto tipo de vehiculo. Pero en éste caso se desea examinar
la posibilidad de abrir un depésito zonal para atender a los pequefios
pedidos de clientes de una localidad, con el objeto de reducir los costos de
fletes, segtin el esquema.
A Despacho Econo
FABRICA DEPOSIT
2
Oran Lei
cuEste
Las alternativas
a. Eldepésito zonal renueva un stock con lotes econémicos y el pedido del cliente
se atiende directamente del depésito.
b- El pedido del cliente se atiende directamente de la fabrica.
No hay raz6n para no utilizar ambos esquemas simulténeamente, en efecto
si el pedido del cliente, es bastante grande como para poder ser transportado
ala tarifa minima de flete, suele ser conveniente despacharlo de manera
directa de fa planta y utilizar el depésito zonal sélo para los pedidos
pequefios (cuando el flete es muy alto respecto a la unidad). En condiciones
normales el depésito zonal puede atender todos los pedidos en que la suma
del flete por unidad desde la fabrica al depésito més el flete por unidad
desde el depésito al cliente sea igual o menor que el flete directo por unidad
desde la fabrica al cliente.
Si se tiene un item en el depésito, se requiere inventario extra, cuya
magnitud esta dado por:
Stock en transite Tiempo de trénsito (de la fabrica al depésito) por despacho
promedio a clientes en el mismo tiempo.
U2 Lote econémico- _‘EA inventario sera igual a la mitad del lote econémico.
Inventario de seguridad.- Stock para cubrit Ja demanda maxima durante el tiempo de
entrega fébrica-depésito.
Universidad de Piura 12 PNT 054
Escuela de Direccién
La decisién de mantener un item en un depésito zonal se determina de la
siguiente manera:
1+ Definir la magnitud de los pedidos por atender desde el depésito a
los clientes de la zona de mercado cubierto por este.
2- Establecer la cantidad de pedidos que se espera dentro de la magnitud
fijada.
3. Elegir el sistema de pedido del almacén zonal a la fabrica.
4 Calcular el tamafio del inventario y el lote de reposicién, asi como la
frecuencia de las 6rdenes de renovacién (es decir el lote econémico).
El nivel del inventario debe ser calculado de forma que el depésito
zonal mantenga el mismo plazo de entrega a los clientes, que el que
los clientes tenfan de la fabrica.
5. Se comparan costos
*” Costo de despacho directo
Volumen total de pedidos de cliente
x_Promedio de flete de la fabrica alos clientes delazona __
+” Costo de entrega desde el depésito
Volumen total de demanda
Tarif si
Costo de flete fabrica - Depésito
Neimero de otes ordenado a la fébrica por su costo
Costo de mantenimiento de inventarios de depésito |
Costo de descarga y despacho en el depésito |
Costo de inventario en trénsito |
Costo del servicio a través del depésito
Con frecuencia, se pueden justificar los stocks en depésitos zonales para
reducir el flete que se increment6 por pedidos pequefios, especialmente si
se trata de items que se transportan rutinariamente en cantidades
pequefias.
Sin embargo, cuando el volumen de la demanda, se hace muy pequefio por
item. El depésito zonal pierde sus ventajas en comparacién con los envios
directos de fabrica. Esto se debe al hecho que el costo por unidad entregada
aumentaré répidamente en el depésito, para los items de voltimenes
reducidos, a causa del mayor costo por unidad para renovar y mantener
existencias.
La cantidad de pedidos a fabrica y las necesidades de inventario del depésito
seran menores para los items de voltimenes pequefios, pero estos no bajan
proporcionalmente. Por eso el costo por unidad sube.
Universidad de Piura 13 PNT 054
Escuela de Direceién
ASIGNACION DE MERCADOS - Técnica grafica:
Cuando los consumidores finales son muchos y estén dispersos por
extensas zonas, el problema que se presenta en la distribucién, es la
asignacion de las areas 0 territorios de influencia de cada fuente, sea fabrica
0 almacén, en otras palabras !a determinacién de los mercados geograficos
de cada fuente, para poder establecer a continuacién los niveles de
inventarios apropiados.
La mejor forma de atacar este problema, es la técnica grafica, que es tan
rapida y exacta como los datos lo permiten.
Esta técnica necesita, para su correcta aplicacién que las tarifas de fletes de
cada fuente a los consumidores sea regular en el tiempo; y que se ajusten a
un cuadro similar al siguiente:
sq
La informacién que la técnica grafica exige es:
* Un juego de mapas de costos
Muestran Iineas 0 contomos, de costos de transportes constantes, desde cada fuente de
provisiGn, similares al grafico anterior, se requiere uno por cada fuente.
Generalmente se hacen marcando los puntos con costos de fletes conocidos desde la fuente
y trazando las lineas al ojo.
* Un mapa de demanda
Sefiala el consumo por mercado 0 zona
* Mapas de diferencias de costos
‘Se confeccionan directamente en funcién de los mapas de costos.
Cada linea en el mapa de diferencias de costos sefiala un diferencial constante en el costo
de despacho de una fuente comparada con otra.
Por ejemplo, la Iinea cero de diferencias de costos se traza a través de los puntos en que
los costos de transporte desde cualquier fuente, son iguales.
‘Universidad de Piura 14 PNT 054
Escuela de Direccion
Ejemplo:
20
200
150
50
Fuente
Diferencta
Ejemplo de lineas de costos y diferencias de costos.
La figura anterior muestra lineas y contomos de costos y de las diferencias de costos que hay
entre dos fuentes. (por lo general las lineas de costos y contomos se trazarian en mapas
separados).
La linea de costos de la fuente A estén marcados por la izquierda, los de la fuente B, por la
derecha.
Las lineas de rayas, que corren en sentido vertical entre las dos fuentes, son las diferencias de
costos. La linea cero, por ejemplo, o sea, aquella sobre la cual los costos son iguales desde
cualesquiera de las fuentes, atraviesa a interseccién de las Iineas de costos equivalentes
desde ambas fuentes. Las demas estin marcadas en funcién de las ventajas ofrecidas por la
fuente B. Por ejemplo la linea $ 1.00 indica los puntos que pueden atenderse con US$ 1.00
menos de flete por unidad desde B, que desde A. Una vez definidos los mercados, con La
ayuda de los mapas de demanda, se define el nivel de inventario de cada almacén.
Universidad de Piura 15 PNT 054
Escuela de Direccién
Conclusiones
1
2-
Un limite entre dos zonas cualesquiera abastecida entre dos fuentes
siempre ha de seguir una linea de diferencia de costos.
Si los costos de produccién son iguales en ambas fuentes y si la
capacidad no es limitada, el limite ha de seguir la linea cero. Si los
costos de produccién de una fuente muestra una diferencia de una
magnitud determinada, el limite seguira la linea de diferencia de
costos de esa magnitud.
Por ejemplo, si en el caso anterior, el costo de A fuese $/. 0.50 por
unidad més alto que B, el limite ha de seguir la linea de diferencia de
0.50.
Cuando entran en el célculo tres 0 mas fuentes, el limite entre dos
zonas cualesquiera sigue una linea de diferencia de costos en las
fuentes correspondientes. Tratandose de tres o mas fuentes, los
limites nunca cortan en parejas, sino siempre en grupos de cuando
menos tres.
Cuando las fuentes tienen capacidad de produccién limitada (fabricas
© plantas) la linea que seguir el limite entre dos fuentes no podré
alejarse més alld, de una fuente, que su capacidad de atender el
mercado que se le asigna a la misma fuente.
En algunos casos de oferta limitada en algunas fuentes, se puede
decidir incrementar la capacidad de la misma, o incorporar una
nueva fuente (depésito) segtin los mapas de costes.
Universidad de Piura 16 PNT 054
Escuela de Direccién
SISTEMA DE DISTRIBUCION MULTIESCALON
éQUE ES UN SISTEMA DE DISTRIBUCION MULTIESCALON?
Un sistema de distribucién Multiescalén se presenta en operaciones en las
que, muchos bienes fisicos que son producidos en una o més fabricas y son
enviados a través de uno 0 més Centros de Distribucién (CD en adelante) y
finalmente suministrados a un cliente, siguen el esquema organizativo
mostrado en el grafico siguiente:
Universidad de Piura PNT 054
Escuela de Direccién 17
Es conocido que por lo general, estos CD's forman organizaciones
independientes de la fabrica, operando automdticamente como
intermediarios que hacen llegar los productos de fabrica a los distintos
almacenes de los detallistas.
Sin embargo dado el caso de varias plantas, CD's y almacenes de detallistas
(como sugiere el grafico anterior), se pueden producit distorsiones en el
costo del sistema de distribucién ilustrado con el siguiente ejemplo:
Considérense 10 fabricas que producen articulos para la venta en 10 almacenes de detallistas.
Si se quisiera manejar directamente la distribucién, y cada fabrica tuviera la posibilidad de
atender a cualquiera de los almacenes existirian 10 x 100 = 1000 lazos de uniGn. Pero si en su
lugar se coloca un centro de distribucién que recoja lo fabricado y lo entregue a los almacenes
se obtendra. De las fabricas al CD ; 10 lazos y del CD a los almacenes : 100 lazos Total = 110
lazos. Eneste ejemplo se aprecia como los niveles intermedios de distribucién pueden crear
eficiencias en costos.
Pero las deficiencias de distribucién pueden ser controladas mediante
centros de distribucién operados por terceros 0 a través de la propia
empresa fabricante. En este tiltimo caso, cuando una sola organizacién
controla todo a la vez, se estd refiriendo a un sistema de distribuci6n
multiescalén. Este planteamiento se puede aplicar tanto a la distribucién de
los productos hacia los clientes, como también a la distribucién de los
insumos desde los proveedores. Los beneficios que en costos de transportes
y distribucién implican, hacen que muchas empresas recurran a este
sistema multiescalén.
En un sistema de produccién - distribucién multiescalén existen tiempos
de ciclo que deben ser tomados en cuenta para una eficiente gesti6n:
* Ciclo de suministro, que es el retraso total entre el proveedor y la planta para
atenderle sus necesidades.
* Ciclo de aprovisionamiento, que es el tiempo transcurrido entre la fabricacién
por la planta y la entrega a el CD, y el
* Ciclo de pedido, que es el tiempo transcurrido entre el centro de distribucién y
almacén detallista. El grafico siguiente muestra un esquema de los diferentes ciclos.
ALMACEN,
PROVEEDOR PLANTA DETALLISTA
‘iclo de Ciclo de
Aprovisionamiento Pedido
Universidad de Piura 18 PNT 054
Escuela de Direcsién
Cada uno de estos ciclos representa un plazo de entrega. Si una
organizacién desea evitar roturas de stock, debe contar con suficiente
inventario para hacer frente a las ventas durante dicho plazo. Este
inventario de cobertura es el llamado stock de conexién, e incluye la
demanda esperada durante cada uno de los ciclos mencionados. El
inventario de seguridad es, en cambio, un inventario adicional al de
conexién para aumentar la proteccién contra las roturas de stock. Es obvio
que los plazos de entrega en cada uno de los ciclos pueden estar sujetos a
variacién, siendo la funcién del stock de seguridad proteger contra esta
variabilidad. Una reduccién en los tiempos de cada ciclo conllevaré a una
reduccién de los niveles de stocks de conexién. Del mismo modo, una
menor variabilidad en los plazos de entrega entre etapas producird una
teduccién del stock de seguridad. Ambas situaciones grafican lo importante
que resulta un éptimo manejo de todos los ciclos del sistema para
conseguir reducciones notables en los costos de mantenimiento de
inventario. Sin embargo acciones para acortar los plazos pueden acarrear
otros costos ocultos, para lo cual es importante guardar el equilibrio. La
reduccién de los ciclos de pedido y aprovisionamiento, tiene también la
ventaja de permitir que la empresa reaccione mas prontamente a los
cambios en la demanda. Una oscilacién de la demanda en el nivel més bajo
ocasiona por lo general una oscilacién mucho mayor en la demanda en el
nivel més bajo ocasiona por lo general una oscilacién mucho mayor en la
demanda vista por los niveles superiores.
Esto se explica porque todos los almacenes de venta harén pedidos mayores
inmediatamente después de 1a oscilacién creciente de la demanda y
acarrearan estas unidades en inventario durante la oscilacién decreciente.
La reduccién de los tiempos de ciclo atentian la magnitud de este efecto.
Dichas oscilaciones se aprecian en el siguiente grafico:
DESFASE EN EL _ TIEMPO DE LAS DEMANDAS
Universidad de Piura 19 PNT 054
Escuela de Direccién
DISENO DE LA ORGANIZACION Y DEL SISTEMA
Se ha visto que las razones basicas para adoptar un sistema multiescalén
son, entre otras, las siguientes:
|
‘Gira es que el centro de distribucidn esté fisicamente cerca dei mercado y port
tanto es un lugar de almacenamiento eficaz, pues permite una respuesta més)
r4pida y efectiva contra roturas de stocks en los nivel ajos del sistema.
implai
debe establecer cudntos niveles ha de tener y cuantas instalaciones debe
tener en cada uno de los mismos. La cantidad y ubicacién de las
instalaciones depende del entorno y amplitud del mercado a atender. En
cambio, la cantidad de niveles esta directamente relacionado a cuantas
localizaciones de clientes finales atiende el sistema y de cuan cercano ha de
estar el almacén a los puestos de venta o servicios finales.
OBJETIVOS Y POLITICAS DE SERVICIO
Aunque es dificil establecer en los niveles altos de la empresa, objetivos de
niveles de Servicio al Cliente (atencién optima), en un sistema
multiescaln, la politica de servicio de ser especificada en més de un nivel
de servicio al cliente, dependiendo de cada nivel del escalén. Hay que
considerar que roturas de stock en eslabones inferiores (productos finales)
repercutiran directamente a los niveles superiores (insumos 0 bienes
intermedios), por lo que balancear los niveles de servicio es imperativo.
COSTOS EN LA GESTION DE INVENTARIOS
‘Como en todo proceso de gestién de almacenes se cuenta con los siguientes
pardmetros
), que representa el valor del articulo (v) por una’
| tasa de almacenaje (t)
it Costo de preparacién (0 pedido) (A)
En un $i multiescalén, estos mn
deben utilizarse distintos r. Esto se explica por las distintas tasas de
obsolescencia de los articulos o los diferentes costos de posesién que
pueden demandar cada localizacién. Asimismo, el valor de los articulos
varia en cada escalén debido al costo afiadido del transporte entre aquellos.
El costo de preparacién tiende a ser mayor en las plantas que en los centros
de distribucién. Los pedidos en el nivel de punto de venta y CD tienden a
cubrir un corto periodo de tiempo. En cambio en fabricacién, por lo general,
el costo de preparacién debe incluir el costo de iniciar una serie de
produccién y el lote debe cubrir un periodo largo.
En lo que atafie a la productividad importaré mucho el nivel de servicio
adoptado entre escalones, la localizaciones a elegirse y el modelo en que
sera controlado organizativamente el inventario.
Universidad de Piura 20 PNT 054
Escuela de Direccién
DETERMINACION DE LOS NIVELES DE INVENTARIO
En un sistema de distribucién multiescalén, el nivel de servicio es punto
de partida para la obtencién de un 6ptimo nivel de existencias. Se conoce
como nivel de servicio al porcentaje de demanda atendida
inmediatamente al cliente. Asi, un sistema puede tener objetivo satisfacer
el 95% de las demanda al nivel de almacén y un 85% de las demandas al
nivel de CD. Para poder simplificar la técnica a emplear en la
determinacién del nivel de servicio se supondré un sistema con dos
niveles CD y almacén.
Una formula empleada para hallar el nivel de servicio es la siguiente:
p* _ Esla probabilidad dptima de rotura de stock durante un ciclo de entrega
CE __ Eselcosto de rotura de stock,
(CM Elcosto de almacenamiento
N___ Eselntimero de pedidos al aio.
Esta formula establece que dicha probabilidad debe por lo general variar de
articulo a articulo. Por lo tanto cuando se habla de nivel de servicio se hace
referencia a un promedio de todos los niveles de servicio de los items de
un almacén.
Sin embargo, hay que tener especial cuidado en Ja adopcién del nivel de
servicio en el sistema multiescalén dado que por lo general aquel articulo
que es de alta demanda en el nivel de almacén lo es también en el nivel de
CD, por lo que puede producirse doble proteccién, esto es, mayor stock de
seguridad que el esperado (0 lo contrario en el caso de articulos de muy baja
demanda).
Por esto mismo, es recomendable acarrear stocks de conexién y de
seguridad para aquellos articulos que tienen un bajo nivel de servicio a
nivel de almacén. De lo contrario, no debe proporcionarse inventario de
seguridad en exceso para aquellos articulos con un alto nivel de servicio (El
centro de distribucién debe acarrear sélo stock de conexién para estos
articulos).
Universidad de Piura 21 PNT 054
Escuela de Direccién
MODIFICACION DE LOS METODOS DE UNA SOLA LOCALIZACION
Un punto crucial de un sistema multiescal6n es que se necesita menos
inventario de seguridad si éste se mantiene a nivel de centro de
distribucién. Esto se explica por el hecho de que una demanda alta en un
almacén especifico puede compensarse con una baja demanda en otro,
siempre y cuando los stocks estén en una localizacién central, pero esta
compensacién no puede hacerse si cada localizacién debe protegerse por sf
misma. Otro punto a tener en cuenta en la centralizacién es la correlacién
entre las demandas en diferentes localizaciones. A medida que la
correlacién de la demanda entre almacenes de distinto escalén aumenta, la
ventaja de la centralizacién disminuye ya que ser muy sensible ante la
yoturas de stocks. Una formula que empiricamente se utiliza para calcular
inventarios de seguridad, es la siguiente:
IS=K*Sa,
Donde :
K : Factor de seguridad calculado a partir de CM y CE. Be es variable para ada artiaio
S: Demanda esperada entre ciclos,
(tener en cuenta que para mas de una localizacién comprendera la demanda total)
a: Unaconstante,0.5 Po-P2-P4-P10-Po; — con7.8t
Ruta 2 Po-P5-P7-Ps -Po; con 7.7t
Ruta 3 : Po- P6-P3-Pt -Ps-Po; con7.9t
Se requieren 3 camiones
Universidad de Piura P-NT-054
Escuela de Direccién.
Los bienes producidos deben ser transportados desde
la fAbrica hasta los clientes, para ello existe toda
una industria de transporte dispuesta a facilitar la
tarea:
En las ilustraciones:
Reparto de combustible en el Rin, Alemania
Transporte de alimentos en la ceja de selva- Pera
Acarreo de mat. en el aeropuerto de Kuwait
Universidad de Piura PNT 054
Escuela de Direccién 32
c-
ASIGNACION DE PRODUCCION (Algoritmo de Transporte)
Cuando se gerencia una empresa con una serie de fabricas y depésitos, 0
almacenes; es comtin establecer los niveles de capacidad de produccién
total de la empresa y planificar la operacién de las fabricas, para satisfacer la
demanda total prevista de los depésitos o almacenes zonales. Sin embargo,
los requisitos de tos depésitos individuales deben asignarse a determinadas
plantas, a fin de reducir al minimo ei costo total de flete.
Este tipo de problemas, se resuelven bien mediante técnicas de
programacién lineal, especialmente el algoritmo de transporte; que
precisamente constituye uno de los primeros casos de aplicacién de esta
técnica.
Para ilustrar como puede utilizarse, se desarrollard el siguiente ejemplo:
Se establece el siguiente programa de produccién de fabricas y requisitos de
almacenes.
FABRICA |PRODUCCION | DEPOSITO [NECESIDADES
Planeada Esperadas
(toneladas) (toneladas)
1000
2500
5000
1500
3000
2000
1000
Elhecho que el mimero de planta sea igual al de depésito es mera coincidencia.
Las tarifas de fletes entre plantas y depésitos, que presumiblemente se
aplicaran son:
Universidad de
Escuela de Direccién
33 PNT 054
Desarrollo del problema de asignacién de produccién, sigue el siguiente
proceso de resolucién
Se inicia asignando, por parte del disefiador, alternativamente la
produccién total de una planta a un primer depésito o a la menor cantidad
de ellos. Por lo general esta forma de asignar dejara con alguna necesidad
pendiente el tiltimo depésito tomado en consideracién.
Esta necesidad hay que satisfacerla recurriendo a una planta o tantas como
fueran necesarias. Luego asignar la capacidad total restante de la tltima
planta a un depésito o a la menor cantidad posible de ellos.
(Para esta primera etapa se han desarrollado algunos métodos heuristicos).
Hecha ésta primera asignaci6n, se recurre a continuacién al algoritmo de
transporte para averiguar la distribucién 6ptima, la cual se va consiguiendo
en una serie de iteraciones progresivas, las cuales se desarrollan a
continuacién:
Universidad de Piura PNT 054
Escuela de Direccién 34
1°. (TERACION,
Se constraye el cuadro de trabajo, incluyendo Tos costos de flete (abajo, derecha) y 1a]
primera distribucién.
Se calculan costos ficticios
‘Asignando cero a cualquier fila o renglén y luego se calculard el componente (si es fila|
en renglén 0 viceversa) de esta asignacién de modo que la suma de ambos componentes|
sumen el costo de flete real, de uncasillero “leno” (© sea una ruta utilizada en el
primer plan) - también se llaman costos de recibo y costos de envio (arriba de las}
plantas y a la izquierda de almacenes).
‘Se calculan fletes ficticios
‘Se suman los costos de envio y recibo para cada casillero o ruta (abajo, izquierda).
Se hallan las diferencias flete ficticio - flete real (arriba, derecha).
Obsérvese que las rutas ocupadas arrojen diferencia "0"
‘Se mejora la primera distribucion de la siguiente forma:
Aquellos caminos cm flete ficticio mayor que el flete real, 0 sea los que tienen|
diferencia positiva, deben "Ilenarse". Se empieza por el més alto (en este caso 1a|
ruta B2). Pero, cualquier cambio tiene que compensarse por otro que lo neutralice ex 1a
misma columna y fila
La cantidad manejable es 500 (C2)
Se construye el nuevo euadro.
Universidad de Piura
Escuela de Direccién 35 PNT 054
2°, 3° Iteraci‘On (Iguales a la 1°)
4° Iteracién
Universidad de Piura PNT O54
Escuela de Direccién 36
Ultima =ITERACION
Como la tiltima iteracién no muestra diferencia positivas, ya no puede
hacerse ningiin cambio para reducir el costo, el plan final de distribucién de
stocks es el mostrado en el ultimo cuadro.
Depésito 1 (1000) y 3 (20008)
" 2 (2000)
4 (10008)
2 (6008) y 3 (3000t) y 4 (S00t)
Universidad de Piura PINT 056
Escuela de Direccién 37
Al computar este plan podré surgir una dificultad, ya sea en el programa
inicial o en una de las iteraciones siguientes, a causa de la cual aquel se
divide en dos o mas partes.
Por ejemplo: que las necesidades totales de algunos depésitos son
satisfechas por una o més plantas (pero no todos):
PLANTA A} 8 {te {5 {J
[perostro—[—__[__ [| |__|
|
2350
3000 as 5 00
|
C00 7000 100000
Las plantas A y C y los depésitos 2 y 4 constituyen un grupo, por si mismos y los depésitos 1 y 3
con las plantas B y D otro.
Esto se conoce como una solucién "Degenerada" que impide el desarrollo del método.
[Una solucidn para el manejo de estos problemas, y si existen menos plantas|
lque depésitos es:
}- __Dividir una unidad de material por el doble de mimero de plantas.
2. _Elegir cualquier ntimero conveniente, menor que ese cociente y sumarlo a la produccién
planificada de cada planta.
|3.-_ _ Sumar el total equivalente a las necesidades de uno 0 cualquiera de los depésitos
ISi hay menos depésitos que plantas, la regla se invierte, si el ntimero de|
Jdepésitos es igual al de plantas puede aplicarse cualquier forma.
lObtenida la respuesta final se redondean las fracciones de unidades, al|
lentero mas proximo.
El método de transporte, que se ha ilustrado con éste ejemplo, tiene dos
fuertes restricciones:
1.- Se suponia que la produccién era exactamente igual a la demanda
2- Nose tomé en cuenta el costo de la planta, es decir se suponia que:
a- No hubiera diferencia de costos entre las plantas.
b- No hubiese cambios en el costo efectivo en ninguna de las
plantas al modificarse el volumen.
Para el primer caso cuando existe un excedente de produccién se introduce
un depésite ficticio con costo flete = 0, y con una demanda igual al exceso
de produccién.
En el segundo caso, los costos de produccién se pueden tener en cuenta
como parte de la “tarifa de flete”
Cuando se presentan variaciones de costo con el volumen (horas extras,
turnos adicionales) se divide cada planta en dos o més plantas, cada una de
las cuales representard un nivel de produccién, con su propia capacidad.
Universidad de Piura 38 PNT 054
Escuela de Direccién
1
DISTRIBUCION FISICA
Tecnologia
La tecnologia ha sido, en los tiltimos afios, la causa de los mayores ajustes
en los sistemas de distribucién. Desde la aparicién y casi inmediata
dispersi6n mundial del Container, hasta los ultimos sistemas electrénicos
de almacenamiento, incluyendo recepcién y despacho de mercaderia que
pueden hacer funcionar un almacén sin ningin foco de luz, al ser
totalmente automaticos, los adelantos tecnolégicos _revolucionan
constantemente el transporte, aqui algunas ventajas:
Velocidad Los nuevos sistemas de transportes permanentemente estén
reduciendo los tiempos de transporte al introducir
continuamente vehiculos més rapidos o permitir el acceso a
vias antes vedadas por sus costos. Esto reduce el volumen del
inventario en transito y por ende el costo de mantenimiento
de stocks en cifras significativas para los costos operativos.
Los sistemas de manipulacién mecatrénicos (mecdnica +
electronica) ofrecen gran velocidad con muy pocos errores
para clasificar y acarrear gran cantidad de items y unidades
que han dado nacimiento al concepto del Cross Docking y el
Store Docking, sistemas de recepcién de un alto volumen de
mercaderias de varios proveedores para ser clasificadas y
despachadas a muchos puntos de venta en tiempos no
mayores de una jornada.
Costos Si bien las inversiones en los nuevos sistemas de transporte
son altas, por ejemplo camiones de més capacidad, mas seguros y mayor
vida util, su eficiencia en el medio y largo plazo reducen
significativamente los costos operativos y minimizan puntos
de gastos como mermas o dafios u obsolescencias
Control Hoy en dia, los sistemas de comunicacién, en el extremo el
satelital, permiten saber con certeza la ubicacién de cualquier
envio de mercaderfa en cualquier momento que se requiera
esa informacién. Esto permite preveer con soltura, demoras
en los programas de produccién o de venta o ambos.
Seguridad Los containers ofrecen el mejor balance costos-seguridad
cuando se trata de proteccién contra robos. A estar en un solo
recipiente la mercaderia, un pedido no se fracciona, defecto
comin en el transporte convencional. La ausencia de
manipulacién de mercaderia desde el punto de salida al de
llegada reduce los dafios en los bienes transportados, mas a
su favor.
Informacién El conocimiento inmediato del estado de rutas, de
restricciones inesperadas al trafico, averias en los medios de
transporte y demés, facilitan el flujo de los productos
evitando demoras, habituales hace unos afios.
Universidad de Piura PNT 054
Escuela de Direcci6n 39
Transporte Multimodal (Internacional)
Transporte Multimodal, segtin el convenio de las Naciones Unidas, es el
traslado de mercancfas por dos 0 mas medios diferentes de transporte, en
virtud de un Contrato de Transporte Multimodal (CTM) celebrado por un
Operador de Transporte Multimodal (OTM) que toma las mercancias bajo
su custodia, desde un lugar situado en un pais hasta otro lugar designado
para su entrega situado en un pais diferente. La caracteristica fundamental
del Transporte Multimodal, es la asuncién de la responsabilidad total, por
quien organiza el transporte (OTM), bajo la emisién de un CTM.
El Transporte Multimodal, dado su caracter internacional, se ha ido
desarrollando sin sujeccién a un marco juridico. Pero como resultado de la
sorprendente racionalizacién de costos que acarrea, ha obligado al cambio
rotundo de las técnicas de transporte, enbalado y etiquetado.
Por ejemplo, el contenedor con mercaderia que no esta a la vista, exige nuevos sistemas de
rotulado y ahorra costos de embalaje y manipuleo, pero sobre todo protege la mercaderia de
robos y deterioros. Transporte Multimodal También rebaja el costo de los seguros que son
tomados de distinta forma que la tradicional
Transporte Multimodal, al modificar el punto de partida y término de las
diferentes obligaciones de vendedor y comprador, cambia los términos de
intercambio comercial y por lo tanto nuevos Incoterms entran en juego,
sumado a esto, los adelantos de la transmisién electronica de datos. Ha
obligado, en corto tiempo, al surgimiento de un lenguaje comin que
permite el intercambio de datos entre todos los agentes involucrados en
elcomercio exterior, el UN/EDIFCACT (Reglas de naturaleza universal de las
Naciones Unidas). Conjunto de principios que facilitan el intercambio de
informacién entre fabricantes, corredores de fletes, expedidores de carga,
embarcadores, consignatarios, porteadores, bancos, _aseguradoras,
autoridades portuarias, agentes aduaneros, definiendo el papel que
desempefia cada uno de los integrantes de la cadena de transport
Porteador fisico y Transpertador
Transportador y Comisionista
Flete y Tarifa
Transporte Unimodal, Intermodal, Segmentado, Combinado/Multimodal.
Unidad de carga y Unidad de transporte
Modo y Medio de transporte
Cambi6 también el criterio clasico de Costos de Transporte que ahora
deben ser establecidos y calculados en relacién a:
Valor unitario del proceso Servicios en terminales
Costos de embarque Gravamenes
Fletes internos y externos Relacién Peso-Volumen
Seguros Costos de nacionalizacién
Almacenamiento Costos administrativos
Manipuleo y transferencias
Universidad de Piura PNT 054
Escuela de Direccién 40
CUANDO LOS BIENES PRODUCIDOS TIENEN QUE SER TRANSPORTADOS
DESDE LA FABRICA HASTA EL CLIENTE
EL OBJETIVO DE
TARUTA
(Camién, Avi6n, Barco, Tren, etc)
ELMODO DETRANSPORTE A USAR
LA LOCALIZACION DE LOS ALMACENES,
Universidad de Piura 41 PNT 054
Escuela de Direccién
3 INVENTARIOS
OBJETIVOS Y BASES
El objetivo que se persigue respecto a los inventarios, en el disefio de la
logistica, es lograr determinar cudles serdn los niveles (de cada item) que
permitirin prestar un servicio concreto al cliente, al minimo costo posible.
En esta situacién, el nivel de inventarios estaré condicionado por dos
elementos:
[*La cantidad, el tamaiio y el tipo de instalaciones (almacenes y depésitos).
}*El medio de transporte.
El nivel de inventarios se decide tomando en cuenta el costo total de la
gestion de inventarios, y en este andlisis de costo total se incluyen todos los.
elementos que se relacionen en el stock.
*Con el mantenimiento
+ Costo de capital Costo de oportunidad . Impuestos
-Costo de seguros Costos de manipulacién —_« Costos de gestién
Obsolescencia y deterioros
(ver nota "compras y existencias")
Con el proceso de érdenes y pedidos
control Preparacién de pedidos Comunicacién
Supervision Embalajes - Fletes
*Con la escasez (si se dispone)
Légicamente, el medio de transporte que se use (velocidad-seguridad)
influird en el nivel de los inventarios. Asi, en caso de utilizarse un medio
mis veloz, el tiempo promedio de transito disminuira.
Ademés como la respuesta de atencién serd mas rapida, el nivel de los
inventarios podré disminuirse.
En la mayoria de los casos es necesario tener en cuenta que los propios
medios de transporte actéian como almacenes de la empresa. En estos
casos, las existencias contenidas en un momento dado en el conjunto del
sistema de transportes, son relevantes desde el punto de vista de los costos
asociados, como desde el servicio y el de la penetracién del mercado.
Este serd el caso de la distribucién de productos de consumo perecederos de corta vida,
por ejemplo, o de los sistemas de distribucion mediante autovent
‘Universidad de Piura 42 PNT 054
Escuela de Direcci6n
En cuanto, a Ja cantidad y el tipo de instalaciones (almacenes y/o depésitos),
éstos influyen en los inventarios notablemente, pues por regla general,
cuando se aumenta el ntimero de almacenes, se reduce el tiempo total de
transporte y por lo tanto el nivel de inventarios en trénsito puede
disminuir. Pero por el otro lado, como es l6gico, lo que en realidad sucede
es que el nivel de inventarios en la red de distribucién crece con el ntimero
de almacenes.
Generalizando y en una primera aproximacién, puede aceptarse que la
relacién entre el nivel de inventarios requeridos y el ntimero de almacenes
es la siguientes.
S. = vn 5
Siendo:
S, = Nivel promedio para n almacenes
n= _Elntimero de almacenes
5 = Nivel promedio de inventario en una sdla localizacién
Esto s6lo sera valido, admitiendo que tanto en el caso de un s6lo almacén
como en el den almacenes, se abastece la misma demanda.
Podria, decirse en principio que, si hoy se abastece el mercado de una gran
ciudad desde dos almacenes, y se decide abastecerlo desde tres, es probable
que la empresa se vea precisada a aumentar su inventario en un factor
igual a:
V3 - V2
© sea en un 30%
Universidad de Piura PINT oss
Escuela de Direccién 43
NIVEL DE INVENTARIO Y SERVICIO AL CLIENTE LOCAL
Una técnica que facilita tomar decisiones sobre articulos que deben
mantenerse en stock cuando intervienen costos de servicio al cliente, se
conoce como: "Servicio local para pronta entrega”
Siguiendo este método, se trata de averiguar si se justifica mantenet_un
item (0 un grupo de items) en un depésito zonal con el objeto de atender a
los clientes tépidamente, cosa que por diversos motivos no se puede hacer
de la fabrica u otro almacén central (0 Ja atencién es mucho més lenta).
En estos casos, la zona atendida por el depésito local suele ser determinada
por la disponibilidad de transporte, no por consideraciones de politica de
existencias. La zona atendida, a su vez, ofrece una base para el célculo
aproximado de cualquier articulo particular (item) que el depésito podria
tener en existencia.
El proceso para determinar que items, deben mantenerse en stock es: (si_el
almacén tiene un sélo articulo, el resultado definira la conveniencia o no del depésite local).
1.- Se calcula, a base de la demanda, el tamafio del lote econdmico (0
pedido de renovacién del depésito) de cada item del almacén, y con
esta informacién se elige el esquema de reposicién periédico (un
pedido periédico para todos los items), el tiempo de pedidos y el
volumen total de cada pedido periédico.
Se calculan los recargos por unidad que se est4 dispuesto a pagar para
reducir el plazo de entrega en x dias.
Por ejemplo:
RECARGOS POR PRONTA ENTREGA
Se pagard un recargo por _| Para reducir el plazo de entrega
5
4
8
16
Universidad de Piura 44 PNT 054
Escuela de Direccién
3.- Se calcula el recargo por unidad, causado por el depésito local:
En un sistema de distribucién, los costos de renovacién e inventario
por unidad suben répidamente en la medida que disminuye el
volumen manejado.
Lacurva muestra la forma caracteristica de relacién entre el recargo
por inventario como porcentaje de costos y las unidades fisicas que
pasan a través del depésito.
COSTO DE DEPOSITO
En porciento del valor de unidad
(Existencia y reaprovisionamiento)
41500, 4)
10.000 7000 "30000-40000, ‘50000
VOLUMEN ANUAL
Universidad de Piura PNT 054
Escuela de Direccién 45
Se combinan la informacién de los pasos 2 y 3 en un sélo cuadro de
“politica para toma de decisiones".
La curva de este grafico es la linea divisora entre las caracteristicas
que determinan que un renglén seré mantenido en stock en el
depésito local y las que indican lo contrario la forma de contribuir la
curva se ilustra con un ejemplo.
Se elige un volumen anual afbitrario, por ejemplo 2,500 unidades.
Lacurva 'Costo Vs. Volumen’, indica el recargo estimado de 4% .
Del cuadro de "Recargos por pronta entrega” se deduce que se pagard el
4% xinicamente para reducit el plazo de entrega en por lo menos 16 dias.
Esto da un punto en la curva nueva (2,500, 16).
Asimismo, un volumen anual de 40,000 unidades, indica en curva "Volumen anual Vs.
Costos de depésito" un recargo de costos del 1%, que corresponde (del cuadro "Recargo
por pronta entrega") a una reduccién de 4 dias del plazo de entrega. Ei punto de la
curva sera (40,000, 4).
Asi se continua trazando los puntos necesarios para definir la nueva curva.
POLITICA PARA DECISIONES DE STOCK
DEMORA EN DIAS DE SERVICIO
Fuente préxima disponible
YVOLUMEN ANUAL
Unidades
Para utilizar esta curva, se calcula el volumen anual de un item en el
depésito y en el tiempo de entrega adicional (a ahorrarse) desde el
punto mas préximo (Ejm. un depésito zonal),
$i el punto que representa la combinacién de estos factores cae por
encima de la linea en la curva, el item debe tenerse en el inventario
local, si cae debajo de ella debe indicar lo contrario.
Universidad de Piura 46 PNT 054
Escuela de Direccién
Por ejemplo:
1+ Se supone que una zona de depésito requiera 10,000 unidades de wn.
articulo, y un depésito local acortaré 8 dias el plazo de entrega a
clientes.
EI punto (10,000; 8) se halla por encima de linea, de modo que el
articulo deberfa tenerse en stock local.
2- Suponiendo que otra zona de depésito, requiriera, segtin calculo,
25,000 unidades del mismo articulo, pero el stock local abreviaré el
plazo de entrega en tan s6lo 3 dias.
EI punto (25,000; 3) se encuentra debajo de la linea y el articulo ng ha
de tenerse en stock local.
Una vez aplicado este procedimiento para determinar qué items se
levardn en depésitos locales, puede utilizarse también para ver cudles son
los articulos restantes (items) que pueden tenerse en puntos de stock
regionales, es decir en depdsitos intermedios entre 1a fébrica y el depésito
zonal. En este caso el volumen de demanda tomado como base es de toda
la regi6n y la diferencia de plazo de entrega es la que existe desde la fabrica y
desde el depésito regional. Este depdsito regional intermedio puede
abastecer los mercados de distintos depésitos locales de ciertos items
(articulos) que ellos no evan.
También podría gustarte
- Capitulo 04 - Producción de Electricidad Del SEINDocumento52 páginasCapitulo 04 - Producción de Electricidad Del SEINYDELSO007Aún no hay calificaciones
- Sesion 1 Beltran Cap 5 Control Lectura 1Documento40 páginasSesion 1 Beltran Cap 5 Control Lectura 1YDELSO0070% (2)
- Aplicacion-Y-Uso-De-Formulas CTSDocumento10 páginasAplicacion-Y-Uso-De-Formulas CTSYDELSO007Aún no hay calificaciones
- Reserv AsDocumento6 páginasReserv AsYDELSO007Aún no hay calificaciones
- Comentarios Preliminares SNMPEProyResapruebaTRS YCargoTarSISE - seguridadGSP1Documento2 páginasComentarios Preliminares SNMPEProyResapruebaTRS YCargoTarSISE - seguridadGSP1YDELSO007Aún no hay calificaciones
- DG-NT-127 Sistemas de Alta DirecciónDocumento19 páginasDG-NT-127 Sistemas de Alta DirecciónYDELSO007Aún no hay calificaciones
- Indice26mayo2015 PDFDocumento16 páginasIndice26mayo2015 PDFGuidoAún no hay calificaciones
- GP C 360 Caso AlsesaDocumento7 páginasGP C 360 Caso AlsesaYDELSO007Aún no hay calificaciones
- Fundamentos Tecnicos y Economicos Del Sector Electrico PeruanoDocumento0 páginasFundamentos Tecnicos y Economicos Del Sector Electrico PeruanoOscar Fernando Chevarria MezaAún no hay calificaciones
- Bonos CalculosDocumento65 páginasBonos CalculosMely ChicasAún no hay calificaciones
- CA-C-272 Automation Consulting ServicesDocumento12 páginasCA-C-272 Automation Consulting ServicesYDELSO007Aún no hay calificaciones
- ASE-NT-55 Inflación y DesempleoDocumento10 páginasASE-NT-55 Inflación y DesempleoYDELSO007Aún no hay calificaciones
- Plano de Ubicación General GSPDocumento1 páginaPlano de Ubicación General GSPYDELSO007Aún no hay calificaciones
- Business PlanDocumento22 páginasBusiness PlanYDELSO007Aún no hay calificaciones
- TM C 146 Nissin CorporationDocumento8 páginasTM C 146 Nissin CorporationYDELSO007Aún no hay calificaciones
- ASN-C-56 Industrias Santa EmiliaDocumento4 páginasASN-C-56 Industrias Santa EmiliaYDELSO007Aún no hay calificaciones
- Animal Spirits, Como Influye La Psicologias Humana en La EconomiaDocumento7 páginasAnimal Spirits, Como Influye La Psicologias Humana en La EconomiaErick EspirituAún no hay calificaciones
- TM C 150 Edgcomb MetalsDocumento11 páginasTM C 150 Edgcomb MetalsYDELSO007Aún no hay calificaciones
- TM C 150 Edgcomb MetalsDocumento11 páginasTM C 150 Edgcomb MetalsYDELSO007Aún no hay calificaciones
- Escuela de Dirección de la Universidad de PiuraDocumento10 páginasEscuela de Dirección de la Universidad de PiuraYDELSO007Aún no hay calificaciones
- Factor RDocumento78 páginasFactor RYDELSO007Aún no hay calificaciones
- Fundamentos Tecnicos y Economicos Del Sector Electrico PeruanoDocumento0 páginasFundamentos Tecnicos y Economicos Del Sector Electrico PeruanoOscar Fernando Chevarria MezaAún no hay calificaciones
- Sensores de ProximidadDocumento14 páginasSensores de ProximidadYDELSO007Aún no hay calificaciones
- Mapa Hidrografico Del PerúDocumento1 páginaMapa Hidrografico Del PerúEdward Cillomiz86% (7)
- Discurso de Gaston Acuri-UpDocumento9 páginasDiscurso de Gaston Acuri-UpYDELSO007Aún no hay calificaciones
- Herramientas para Control de CalidadDocumento30 páginasHerramientas para Control de CalidadQUIMICO CLINICO WILLIANS SANCHEZ100% (14)
- C9 Sistema MRPDocumento51 páginasC9 Sistema MRPYDELSO007Aún no hay calificaciones