También podría gustarte
- Soldering electronic circuits: Beginner's guideDe EverandSoldering electronic circuits: Beginner's guideCalificación: 4.5 de 5 estrellas4.5/5 (9)
- BlastingDocumento31 páginasBlastingTamerGalhoum100% (1)
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsDe EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsCalificación: 5 de 5 estrellas5/5 (1)
- Hempel'S Galvosil 15780: DescriptionDocumento2 páginasHempel'S Galvosil 15780: DescriptionEngTamer100% (1)
- Oil and Gas - Pipeline Repair OffshoreDocumento26 páginasOil and Gas - Pipeline Repair Offshorejpt2011Aún no hay calificaciones
- BS 05493-1977 Protective Coating of Iron and Steel Structures Against CorrosionDocumento142 páginasBS 05493-1977 Protective Coating of Iron and Steel Structures Against CorrosionTamerGalhoumAún no hay calificaciones
- CBSE Class 10 Light Reflection and Refraction Study NotesDocumento19 páginasCBSE Class 10 Light Reflection and Refraction Study NotesKanchana SriramuluAún no hay calificaciones
- JPCL September 2014 - Topcoating Ethyl Silicate Inorganic Zinc-Rich Primers Too SoonDocumento8 páginasJPCL September 2014 - Topcoating Ethyl Silicate Inorganic Zinc-Rich Primers Too SoonTamerGalhoum100% (1)
- HTLP-80 Application ProcedureDocumento9 páginasHTLP-80 Application ProceduremaheshAún no hay calificaciones
- Math 8 DLL 4th Quarter Week 5 LC 52Documento3 páginasMath 8 DLL 4th Quarter Week 5 LC 52Cesar Abajo Lingolingo Jr.Aún no hay calificaciones
- AI Hempel's Galvosil 15700 EnglishDocumento7 páginasAI Hempel's Galvosil 15700 EnglishvitharvanAún no hay calificaciones
- 000Documento32 páginas000TamerGalhoumAún no hay calificaciones
- QC PDFDocumento37 páginasQC PDFTamerGalhoumAún no hay calificaciones
- Chartek Quality Control ManualDocumento33 páginasChartek Quality Control Manualy2k2017Aún no hay calificaciones
- AI en-GB 15700Documento7 páginasAI en-GB 15700Anuar SalehAún no hay calificaciones
- Application Instructions Application InstructionsDocumento5 páginasApplication Instructions Application InstructionsmameeranAún no hay calificaciones
- GalvosilDocumento5 páginasGalvosilAditya DasAún no hay calificaciones
- AI en-GB 15890Documento3 páginasAI en-GB 15890Anuar SalehAún no hay calificaciones
- 15780Documento7 páginas15780khalid764Aún no hay calificaciones
- Hempadur 85671 Application InstnDocumento6 páginasHempadur 85671 Application InstnLudwig Datuk JiangAún no hay calificaciones
- AI Hempadur 85671 EnglishDocumento5 páginasAI Hempadur 85671 EnglishPrabath Nilan GunasekaraAún no hay calificaciones
- Ai Hempadur 15500 EnglishDocumento6 páginasAi Hempadur 15500 EnglishS M ASIFAún no hay calificaciones
- AI Hempadur Quattro XO 17870 EnglishDocumento4 páginasAI Hempadur Quattro XO 17870 EnglishLuka BornaAún no hay calificaciones
- For Product Description, Refer To Product Data Sheet HEMPADUR Avantguard 550 / Hempadur Avantguard 750 / Hempadur Avantguard 770 / Hempadur Avantguard 860Documento5 páginasFor Product Description, Refer To Product Data Sheet HEMPADUR Avantguard 550 / Hempadur Avantguard 750 / Hempadur Avantguard 770 / Hempadur Avantguard 860Vishnu MohanAún no hay calificaciones
- Hempel PDS - 85671-AiDocumento7 páginasHempel PDS - 85671-AiBrian YangAún no hay calificaciones
- Hempel - High Temperature Paint - PDS - 85671-AiDocumento6 páginasHempel - High Temperature Paint - PDS - 85671-AiRoger ChetcutiAún no hay calificaciones
- HEMPEL's Shop Primer ZS 15890Documento3 páginasHEMPEL's Shop Primer ZS 15890NestramiAún no hay calificaciones
- Hempadur Avantguard 550/ Hempadur Avantguard 750/ Hempadur Avantguard 770Documento4 páginasHempadur Avantguard 550/ Hempadur Avantguard 750/ Hempadur Avantguard 770Juan EstebanAún no hay calificaciones
- GRAUER & WEIL (INDIA) LTD PDFDocumento8 páginasGRAUER & WEIL (INDIA) LTD PDFChoice Organo100% (2)
- AI Hempadur Spray-Guard 35490 English PDFDocumento4 páginasAI Hempadur Spray-Guard 35490 English PDFKhyle Laurenz Duro0% (1)
- Temacoat SPA 50: Type Suitability Examples of USE Technical DataDocumento2 páginasTemacoat SPA 50: Type Suitability Examples of USE Technical Datamiagheorghe25Aún no hay calificaciones
- Aplication Instructions Hempel 85671Documento7 páginasAplication Instructions Hempel 85671Edison Mauiricio Pulluquitin LaicaAún no hay calificaciones
- Application Gauide - HTLP80 With S1301-M Epoxy-15.08.20Documento8 páginasApplication Gauide - HTLP80 With S1301-M Epoxy-15.08.20shahid hussainAún no hay calificaciones
- Ai Hempadur 15600 English Imo PSPCDocumento5 páginasAi Hempadur 15600 English Imo PSPCKarun DasAún no hay calificaciones
- Zinc SilicatesDocumento4 páginasZinc SilicatesAnuar SalehAún no hay calificaciones
- AI HEMPADUR 35760 English Fibre MatDocumento4 páginasAI HEMPADUR 35760 English Fibre MatAnonymous rYZyQQot55Aún no hay calificaciones
- Ai 47171Documento4 páginasAi 47171Enrico SaviraAún no hay calificaciones
- Plasite 7159 HAR: Selection & Specification DataDocumento4 páginasPlasite 7159 HAR: Selection & Specification DataRobertoAún no hay calificaciones
- Ai Hempadur 17630 EnglishDocumento5 páginasAi Hempadur 17630 EnglishLukman ZakariyahAún no hay calificaciones
- Tinopoxy Primer - Intermediate Metal CoatingsDocumento3 páginasTinopoxy Primer - Intermediate Metal CoatingsAbed samadsureyft7vewyrAún no hay calificaciones
- Hempadur Mastic (A.I.) PDFDocumento6 páginasHempadur Mastic (A.I.) PDFMohamed NouzerAún no hay calificaciones
- Aplicación Epoxi Poliamida 45150 00Documento4 páginasAplicación Epoxi Poliamida 45150 00kdt3Aún no hay calificaciones
- Temacoat HB 30: Type SuitabilityDocumento2 páginasTemacoat HB 30: Type Suitabilitymiagheorghe25Aún no hay calificaciones
- PD - TemperKote 850 PrimerDocumento2 páginasPD - TemperKote 850 PrimerJosé MoránAún no hay calificaciones
- Inorganic Zinc Rich Primer RO123 GDH977 0517Documento3 páginasInorganic Zinc Rich Primer RO123 GDH977 0517Dante GimenezAún no hay calificaciones
- Nippon EA9 Finish HBDocumento3 páginasNippon EA9 Finish HBHamza GhaniAún no hay calificaciones
- Hempel Galvosil 1570019840Documento2 páginasHempel Galvosil 1570019840Jj OredinaAún no hay calificaciones
- Ul Ul Ul Ultracote Tracote Tracote TracoteDocumento3 páginasUl Ul Ul Ultracote Tracote Tracote TracoteJenniferValleAún no hay calificaciones
- AI Hempadur 35560Documento4 páginasAI Hempadur 35560MUTHUAún no hay calificaciones
- Interbond 1202UPC: Universal Pipe CoatingDocumento4 páginasInterbond 1202UPC: Universal Pipe CoatingChennaAún no hay calificaciones
- Hempel AI - English - 1736GDocumento5 páginasHempel AI - English - 1736GM. Zaki RahmaniAún no hay calificaciones
- PDS Hempel's Galvosil 15700 en-GBDocumento2 páginasPDS Hempel's Galvosil 15700 en-GBbayuAún no hay calificaciones
- PDS HEMPADUR 15553 en-GBDocumento2 páginasPDS HEMPADUR 15553 en-GBachusanachuAún no hay calificaciones
- Pds Hempadur Speed-Dry ZP 500 En-GbDocumento3 páginasPds Hempadur Speed-Dry ZP 500 En-GbDHANOOPAún no hay calificaciones
- Application Methodology - ShaliEnamelDocumento5 páginasApplication Methodology - ShaliEnamelPradeep SinghAún no hay calificaciones
- Hempaprime Multi 500 Summer 45950Documento3 páginasHempaprime Multi 500 Summer 45950omar alkarabliehAún no hay calificaciones
- Ultracote 635 HBDocumento3 páginasUltracote 635 HBCherbee Ferrer100% (1)
- Hempadur Mastic 45881-12170Documento3 páginasHempadur Mastic 45881-12170Bang OchimAún no hay calificaciones
- Hempel's Galvosil 15790 15790 En-GbDocumento2 páginasHempel's Galvosil 15790 15790 En-GbRoberto_PrrAún no hay calificaciones
- Pds Hempadur 15570 En-GbDocumento3 páginasPds Hempadur 15570 En-GbdcsamaraweeraAún no hay calificaciones
- Pds Hempadur Mastic 45880 En-GbDocumento3 páginasPds Hempadur Mastic 45880 En-GbQA QCAún no hay calificaciones
- Hempadur Fast Dry 17410 En-GbDocumento2 páginasHempadur Fast Dry 17410 En-GbTrịnh Minh KhoaAún no hay calificaciones
- Boletim Técnico Interplus 356Documento4 páginasBoletim Técnico Interplus 356Erik RochaAún no hay calificaciones
- Galvosil 15700 DSDocumento2 páginasGalvosil 15700 DSIssam TrikiAún no hay calificaciones
- 15553Documento2 páginas15553danish100% (1)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDe EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitAún no hay calificaciones
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeDe EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeAún no hay calificaciones
- Checking For Contaminants After Solvent CleaningDocumento2 páginasChecking For Contaminants After Solvent CleaningTamerGalhoum100% (1)
- Elcometer 99 ASTM TapeDocumento4 páginasElcometer 99 ASTM TapeTamerGalhoumAún no hay calificaciones
- Tuition Payment Plan Frequently Asked QuestionsDocumento1 páginaTuition Payment Plan Frequently Asked QuestionsTamerGalhoumAún no hay calificaciones
- JPCL Watertank Ebook PDFDocumento31 páginasJPCL Watertank Ebook PDFTamerGalhoum100% (1)
- ABSC-1028 Blast Machine - 18 LTRDocumento18 páginasABSC-1028 Blast Machine - 18 LTRTamerGalhoumAún no hay calificaciones
- EC Firmware Update SOP For Windows enDocumento6 páginasEC Firmware Update SOP For Windows enTamerGalhoumAún no hay calificaciones
- ABSC-200 Blast Machine - 200 LTRDocumento18 páginasABSC-200 Blast Machine - 200 LTRTamerGalhoumAún no hay calificaciones
- Sample Payment Plan Agreement: Re: License No.: 999999Documento2 páginasSample Payment Plan Agreement: Re: License No.: 999999TamerGalhoumAún no hay calificaciones
- Contract Payment Schedule: 1 Deposit ($500)Documento2 páginasContract Payment Schedule: 1 Deposit ($500)TamerGalhoumAún no hay calificaciones
- Abrasive Blast Machines - BlueDocumento1 páginaAbrasive Blast Machines - BlueTamerGalhoumAún no hay calificaciones
- GRACO - Tips On TipsDocumento5 páginasGRACO - Tips On TipsTamerGalhoumAún no hay calificaciones
- Airblast GarnetDocumento2 páginasAirblast GarnetTamerGalhoumAún no hay calificaciones
- International GTA007Documento9 páginasInternational GTA007TamerGalhoumAún no hay calificaciones
- GRACO Finishing Products Catalog Rev 5 2010Documento216 páginasGRACO Finishing Products Catalog Rev 5 2010TamerGalhoumAún no hay calificaciones
- Breeding Objectives, Selection Criteria and Breeding System of Indigenous Goat Types in Bale Zone, Oromia, EthiopiaDocumento10 páginasBreeding Objectives, Selection Criteria and Breeding System of Indigenous Goat Types in Bale Zone, Oromia, EthiopiareinpolyAún no hay calificaciones
- Calculo Do SISDocumento4 páginasCalculo Do SISAMINTA MANZANILLAAún no hay calificaciones
- Graphs Representing Motion: Distance-Time GraphDocumento26 páginasGraphs Representing Motion: Distance-Time GraphRandom GuyAún no hay calificaciones
- Setting and Description in Horror Fiction Extended Short Story WorkshopDocumento6 páginasSetting and Description in Horror Fiction Extended Short Story WorkshopMinaEmadAún no hay calificaciones
- Ifc 8thconf 4c4papDocumento29 páginasIfc 8thconf 4c4papgauravpassionAún no hay calificaciones
- Notes On Intertemporal Optimization: Econ 204A - Henning BohnDocumento11 páginasNotes On Intertemporal Optimization: Econ 204A - Henning BohnHector RubiniAún no hay calificaciones
- Memory Research Paper ExampleDocumento8 páginasMemory Research Paper Examplexhzscbbkf100% (1)
- Abstract ICSBE 22Documento1 páginaAbstract ICSBE 22Dien NoelAún no hay calificaciones
- Designing User-Centered Decision Support Tools For AgricultureDocumento17 páginasDesigning User-Centered Decision Support Tools For AgricultureCABIAún no hay calificaciones
- Sant Gadge Baba Amravati University: Examination Application Form SUMMER 2021Documento3 páginasSant Gadge Baba Amravati University: Examination Application Form SUMMER 2021Bramhanand pawarAún no hay calificaciones
- Navigating The Complexities of Modern SocietyDocumento2 páginasNavigating The Complexities of Modern SocietytimikoAún no hay calificaciones
- AJ BIGs Serpentine Pavilion Organic in Form But Not in ConstructionDocumento3 páginasAJ BIGs Serpentine Pavilion Organic in Form But Not in ConstructionItamarJuniorAún no hay calificaciones
- Pavement DesignDocumento12 páginasPavement DesignTarun KumarAún no hay calificaciones
- 41 SAfrican LJ269Documento6 páginas41 SAfrican LJ269Ruchira JoshiAún no hay calificaciones
- Project Presentation On Rocker Bogie Suspension System: Babu Banarasi Das Northern India Institute of Technology, LucknowDocumento21 páginasProject Presentation On Rocker Bogie Suspension System: Babu Banarasi Das Northern India Institute of Technology, LucknowAnoop SinghAún no hay calificaciones
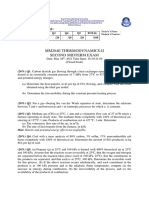
- Mm204E Thermodynamics-Ii Second Midterm Exam: Q1 Q2 Q3 Q4 Q5 Total /20 /20 /20 /20 /20 /100Documento2 páginasMm204E Thermodynamics-Ii Second Midterm Exam: Q1 Q2 Q3 Q4 Q5 Total /20 /20 /20 /20 /20 /100Ali DoğruAún no hay calificaciones
- Tam2601 Tutorial LetterDocumento18 páginasTam2601 Tutorial LetterAnastasia DMAún no hay calificaciones
- Statisticsprobability11 q4 Week2 v4Documento10 páginasStatisticsprobability11 q4 Week2 v4Sheryn CredoAún no hay calificaciones
- Alt Bar Fri Hun Pat Price Rain Res Type Est Willwait: Example Attributes GoalDocumento19 páginasAlt Bar Fri Hun Pat Price Rain Res Type Est Willwait: Example Attributes GoalSan JongAún no hay calificaciones
- HDQJHJHRJQ 2Documento5 páginasHDQJHJHRJQ 2hhhhhhhhhhhhAún no hay calificaciones
- DSP AssignmentDocumento16 páginasDSP AssignmentPunitha ShanmugamAún no hay calificaciones
- Exclusion of Oral by Documentary EvidenceDocumento6 páginasExclusion of Oral by Documentary EvidenceShashikantSauravBarnwalAún no hay calificaciones
- References PDFDocumento2 páginasReferences PDFmequanintAún no hay calificaciones
- GGCTCDocumento7 páginasGGCTCizaizaizaxxx100% (1)
- The Importance of Will and Moral CourageDocumento4 páginasThe Importance of Will and Moral CourageCharles Justin C. SaldiAún no hay calificaciones
- How To Develop Common SenseDocumento2 páginasHow To Develop Common SenseMacario Roy Jr AmoresAún no hay calificaciones
- 4 29 2016Documento25 páginas4 29 2016Aiman LatifAún no hay calificaciones
- Discussion EssayDocumento25 páginasDiscussion EssayAnkur SharmaAún no hay calificaciones