También podría gustarte
- MSP - Week 7 8Documento7 páginasMSP - Week 7 8John MarkAún no hay calificaciones
- Adjustable Water Pot Faceter Head InstructionsDocumento37 páginasAdjustable Water Pot Faceter Head InstructionsWarner BenavidesAún no hay calificaciones
- Cutting Gears With Form ToolsDocumento4 páginasCutting Gears With Form ToolssonytechoAún no hay calificaciones
- Proper procedures for maximizing wire EDMDocumento7 páginasProper procedures for maximizing wire EDMPrahlad GargAún no hay calificaciones
- Maximizing Wire EDM Efficiency with Proper ProceduresDocumento0 páginasMaximizing Wire EDM Efficiency with Proper Proceduresds_srinivasAún no hay calificaciones
- Complete EDM Handbook - 8Documento14 páginasComplete EDM Handbook - 8Prahlad GargAún no hay calificaciones
- Complete EDM Handbook - 8Documento14 páginasComplete EDM Handbook - 8ThaboJaftaAún no hay calificaciones
- Unit 11 Layout Work and Safety Issues: StructureDocumento11 páginasUnit 11 Layout Work and Safety Issues: StructureakashkumardevAún no hay calificaciones
- DRillingDocumento4 páginasDRillingZaid BaigAún no hay calificaciones
- Piranhamax InstallDocumento19 páginasPiranhamax InstallPaul MartinAún no hay calificaciones
- Amt 213 Lab Project Guide2Documento24 páginasAmt 213 Lab Project Guide2Gildo L. Destreza Jr.Aún no hay calificaciones
- New Microsoft Office Word DocumentDocumento24 páginasNew Microsoft Office Word Documentsujit kcAún no hay calificaciones
- Technology of Machine Tools: Basic or Semiprecision LayoutDocumento13 páginasTechnology of Machine Tools: Basic or Semiprecision LayoutAnibal DazaAún no hay calificaciones
- Machining Worksheet DJJ30082Documento11 páginasMachining Worksheet DJJ30082zairil izuwan0% (1)
- Unit 4 Marking OutDocumento32 páginasUnit 4 Marking OutkhalimnAún no hay calificaciones
- IW4000 Instruction GuideDocumento1 páginaIW4000 Instruction GuideFuji HidayatAún no hay calificaciones
- Isometric Projection Problems & SolutionsDocumento11 páginasIsometric Projection Problems & SolutionsKATTA NARENDRA BABUAún no hay calificaciones
- Hand Thread Cutting ToolsDocumento8 páginasHand Thread Cutting ToolsRaphael100% (1)
- Chapter 10Documento6 páginasChapter 10Akash Kumar DevAún no hay calificaciones
- DMX4306 - Session 4.thereded JointsDocumento11 páginasDMX4306 - Session 4.thereded JointsG.G. PRABHATH CHINTHAKAAún no hay calificaciones
- Fixture DesignDocumento12 páginasFixture DesignSandeep DeshmukhAún no hay calificaciones
- Chapter Four Purposes of Jigs and Fixtures and Their Design PrinciplesDocumento46 páginasChapter Four Purposes of Jigs and Fixtures and Their Design PrinciplesKiên Trung NguyễnAún no hay calificaciones
- Chapter Four Purposes of Jigs and Fixtures and Their Design PrinciplesDocumento46 páginasChapter Four Purposes of Jigs and Fixtures and Their Design PrinciplesKiên Trung NguyễnAún no hay calificaciones
- CombinepdfDocumento119 páginasCombinepdfAlvin LigutanAún no hay calificaciones
- Kerf-Cut FBRDocumento2 páginasKerf-Cut FBRamine faydiAún no hay calificaciones
- Mec 123 PracticalDocumento41 páginasMec 123 Practicalsanialiu2711Aún no hay calificaciones
- Prepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDocumento30 páginasPrepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDIPAK VINAYAK SHIRBHATE100% (2)
- Chain SurveyingDocumento14 páginasChain SurveyingVin DieselAún no hay calificaciones
- AutoCAD ManualDocumento8 páginasAutoCAD ManualSharvaniAún no hay calificaciones
- Complete EDM Handbook - 7Documento16 páginasComplete EDM Handbook - 7Neil BotesAún no hay calificaciones
- Mould Design Guide: Figure 12.9 Offset Dowel DesignDocumento3 páginasMould Design Guide: Figure 12.9 Offset Dowel DesignnamAún no hay calificaciones
- Explain Drilling, Boring, Reaming, Counterboring, Countersinking and Spot Facing OperationsDocumento7 páginasExplain Drilling, Boring, Reaming, Counterboring, Countersinking and Spot Facing OperationsNishit ParmarAún no hay calificaciones
- TA-250 & TA-300: Installation and ManualDocumento26 páginasTA-250 & TA-300: Installation and ManualjodseedAún no hay calificaciones
- Me115 ManualDocumento54 páginasMe115 ManualATHARVA BHAWSARAún no hay calificaciones
- 68979Documento8 páginas68979nicole guestAún no hay calificaciones
- Popular Mechanics - DIY Fly CutterDocumento3 páginasPopular Mechanics - DIY Fly CuttersonofsilasAún no hay calificaciones
- Formula SAE Frame Assembly GuideDocumento7 páginasFormula SAE Frame Assembly GuideafhamAún no hay calificaciones
- Antenna Szerelési UtmutatoDocumento2 páginasAntenna Szerelési UtmutatoSzabolcs HunyadiAún no hay calificaciones
- MACHINING RIFLE BARRELSDocumento64 páginasMACHINING RIFLE BARRELSj miller100% (2)
- Quorn: Tool and Cutter GrinderDocumento5 páginasQuorn: Tool and Cutter GrinderDan HendersonAún no hay calificaciones
- 4.O - Turning Chapter 4Documento5 páginas4.O - Turning Chapter 4John PeterAún no hay calificaciones
- Masonry Construction PDFDocumento65 páginasMasonry Construction PDFhinaAún no hay calificaciones
- Hand Tools TestDocumento5 páginasHand Tools TestatiqueAún no hay calificaciones
- Smaw 9 Q3 W2-3Documento8 páginasSmaw 9 Q3 W2-3Words Wero MascarinasAún no hay calificaciones
- PDF 583994Documento66 páginasPDF 583994Alaa OwdaAún no hay calificaciones
- Sweep and Helical SweepDocumento14 páginasSweep and Helical Sweepmartin napangaAún no hay calificaciones
- Drilling of A Work Piece Held in A ViseDocumento8 páginasDrilling of A Work Piece Held in A ViseFaisal RafiqueAún no hay calificaciones
- Ram AirDocumento17 páginasRam Airhavok03Aún no hay calificaciones
- DrawingDocumento8 páginasDrawingTommyVercettiAún no hay calificaciones
- Winding Machine Instruction ManualDocumento67 páginasWinding Machine Instruction Manualkhaled abdalnaserAún no hay calificaciones
- IFR Installation Manual March 2016Documento26 páginasIFR Installation Manual March 2016Navin KumarAún no hay calificaciones
- Wooden Train Track PlanDocumento5 páginasWooden Train Track Planshootme2001Aún no hay calificaciones
- GEOMETRIC CONSTRUCTION OF ARCS, CIRCLES AND TANGENTSDocumento12 páginasGEOMETRIC CONSTRUCTION OF ARCS, CIRCLES AND TANGENTSCassie CopelandAún no hay calificaciones
- Engineering Drawing and Graphics / Module 10 / Development of SurfacesDocumento14 páginasEngineering Drawing and Graphics / Module 10 / Development of SurfacesNarendra Babu KattaAún no hay calificaciones
- Engineering Drawing - Chapter FourDocumento31 páginasEngineering Drawing - Chapter FourEmmanuel EduafulAún no hay calificaciones
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsDe EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsAún no hay calificaciones
- How Two Boys Made Their Own Electrical Apparatus: Containing Complete Directions for Making All Kinds of Simple Apparatus for the Study of Elementary ElectricityDe EverandHow Two Boys Made Their Own Electrical Apparatus: Containing Complete Directions for Making All Kinds of Simple Apparatus for the Study of Elementary ElectricityAún no hay calificaciones
- Essential PDI Checklist for Your New CarDocumento3 páginasEssential PDI Checklist for Your New Carnewchap chapAún no hay calificaciones
- GD T Q BankDocumento9 páginasGD T Q Banknewchap chapAún no hay calificaciones
- Integral CH - 7 06.11.06Documento72 páginasIntegral CH - 7 06.11.06Anamitaa SharmaAún no hay calificaciones
- Team-BHP PDI ChecklistDocumento3 páginasTeam-BHP PDI Checklistnewchap chapAún no hay calificaciones
- R&AC Lecture 19Documento24 páginasR&AC Lecture 19api-3734466Aún no hay calificaciones
- Tolerance Stack-Up Analysis Complete PaperDocumento26 páginasTolerance Stack-Up Analysis Complete Papersantoshlad80% (5)
- Heat Transfer LatestDocumento86 páginasHeat Transfer Latestkmanas153Aún no hay calificaciones
- MD PDFDocumento174 páginasMD PDF24sandeep24Aún no hay calificaciones
- Thermal Analysis: Chapter SixDocumento52 páginasThermal Analysis: Chapter Sixnewchap chapAún no hay calificaciones
- Tol Stack Analysis Fundamentals PDFDocumento25 páginasTol Stack Analysis Fundamentals PDFnewchap chapAún no hay calificaciones
- Thermodynamics: Study of Heat and Work Transfer (Quantitatively)Documento81 páginasThermodynamics: Study of Heat and Work Transfer (Quantitatively)newchap chapAún no hay calificaciones
- Component For AnalysisDocumento1 páginaComponent For Analysisnewchap chapAún no hay calificaciones
- GD T Self Evaluation Test Level 9 9a1994 T09 T01A RevA PDFDocumento27 páginasGD T Self Evaluation Test Level 9 9a1994 T09 T01A RevA PDFnewchap chapAún no hay calificaciones
- GD T Self Evaluation Test Level 9 9a1994 T09 T01A RevADocumento27 páginasGD T Self Evaluation Test Level 9 9a1994 T09 T01A RevAnewchap chapAún no hay calificaciones
- Lear Tolerance Stackup CourseDocumento123 páginasLear Tolerance Stackup CourseAzi Pitalbo93% (15)
- Mach4 G and M Code Reference ManualDocumento81 páginasMach4 G and M Code Reference ManualMegi Setiawan SAún no hay calificaciones
- NX Training Work BookDocumento102 páginasNX Training Work BookMATHI KRISHNAN90% (10)
- NX Self LearningDocumento1 páginaNX Self Learningnewchap chapAún no hay calificaciones
- SW2015 SP4.0 Fixed SPRsDocumento10 páginasSW2015 SP4.0 Fixed SPRsdAún no hay calificaciones
- Action of ForcesDocumento2 páginasAction of Forcesnewchap chapAún no hay calificaciones
- Computer Numerical Control (CNC) : Reading Materials For IC Training ModulesDocumento35 páginasComputer Numerical Control (CNC) : Reading Materials For IC Training ModulesjohnAún no hay calificaciones
- Complete EDM Handbook - 4Documento7 páginasComplete EDM Handbook - 4newchap chapAún no hay calificaciones
- Complete EDM Handbook - 2 PDFDocumento19 páginasComplete EDM Handbook - 2 PDFSaeed MohammedAún no hay calificaciones
- NewsDocumento151 páginasNewssureshAún no hay calificaciones
- Unigraphics NX8 - Mesh SurfaceDocumento71 páginasUnigraphics NX8 - Mesh SurfaceBoy Doland75% (4)
- 1 Mbit (128Kb x8) UV EPROM and OTP EPROM: DescriptionDocumento18 páginas1 Mbit (128Kb x8) UV EPROM and OTP EPROM: DescriptionAlexsander MeloAún no hay calificaciones
- PLC IO Modules Part1 PDFDocumento22 páginasPLC IO Modules Part1 PDFReda NariAún no hay calificaciones
- HYW-20 T5: Generating RatesDocumento12 páginasHYW-20 T5: Generating RatesRagowo Tri WicaksonoAún no hay calificaciones
- Acer Extensa 5620-6419 Service Manual2Documento157 páginasAcer Extensa 5620-6419 Service Manual2Patricia MalhaoAún no hay calificaciones
- SWT 2000 LeafletDocumento4 páginasSWT 2000 LeafletphucgenjiAún no hay calificaciones
- Jj514 Project 1 Presentation: Automatic Honey ExtractorDocumento21 páginasJj514 Project 1 Presentation: Automatic Honey ExtractorMuhammad Hafiz67% (3)
- Amended Technical Bulletin on Engine Oil ConsumptionDocumento9 páginasAmended Technical Bulletin on Engine Oil ConsumptionSeepa Rakkar100% (1)
- MASKA Narrow Sheave 3V 5VDocumento21 páginasMASKA Narrow Sheave 3V 5VSudhee15Aún no hay calificaciones
- Model 800: Applications IncludeDocumento2 páginasModel 800: Applications IncludeKikokAún no hay calificaciones
- Volvo Wheel LoaderDocumento16 páginasVolvo Wheel LoaderHewa PCAún no hay calificaciones
- Datasheet Solis - (100-110) K-5GDocumento2 páginasDatasheet Solis - (100-110) K-5GBaliram BidweAún no hay calificaciones
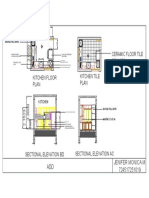
- Kitchen ModelDocumento1 páginaKitchen ModelJenifer MonicaAún no hay calificaciones
- Citizen A16VI Machine SpecificationsDocumento2 páginasCitizen A16VI Machine SpecificationscmganklAún no hay calificaciones
- X20 (C) DC1198: 1 General InformationDocumento8 páginasX20 (C) DC1198: 1 General InformationOmar AzzainAún no hay calificaciones
- Bulet. Teh. 1324Documento348 páginasBulet. Teh. 1324Costel Caraman100% (2)
- STM32G031x4/x6/x8: Arm Cortex - M0+ 32-Bit MCU, Up To 64 KB Flash, 8 KB RAM, 2x USART, Timers, ADC, Comm. I/Fs, 1.7-3.6VDocumento117 páginasSTM32G031x4/x6/x8: Arm Cortex - M0+ 32-Bit MCU, Up To 64 KB Flash, 8 KB RAM, 2x USART, Timers, ADC, Comm. I/Fs, 1.7-3.6VDomRuanAún no hay calificaciones
- CAT 3208-TroubleshootingDocumento8 páginasCAT 3208-TroubleshootingMiguel Angel SanchoAún no hay calificaciones
- كودات الاجهزة الطبيةDocumento57 páginasكودات الاجهزة الطبيةHussein SultanyAún no hay calificaciones
- Crushing Plant For Sale1Documento18 páginasCrushing Plant For Sale1Vicky NonatoAún no hay calificaciones
- 324E/329E Hydraulic Excavators: Operator'S StationDocumento20 páginas324E/329E Hydraulic Excavators: Operator'S StationpopAún no hay calificaciones
- 3600 - LR SPINNER II Model 3600 Installation InstructionsDocumento4 páginas3600 - LR SPINNER II Model 3600 Installation InstructionszinouAún no hay calificaciones
- 3AUA0000002420 Acs550 01 012a 4 Acs550 Acs550 01 012a 4 PN 5 5kw I2n 11 9 A Ip21Documento3 páginas3AUA0000002420 Acs550 01 012a 4 Acs550 Acs550 01 012a 4 PN 5 5kw I2n 11 9 A Ip21Dũng DungAún no hay calificaciones
- GB Hammermill RM-RMPDocumento2 páginasGB Hammermill RM-RMPtrungAún no hay calificaciones
- Stepper Motor Driver DQ542MA DocumentDocumento4 páginasStepper Motor Driver DQ542MA DocumentRenieAún no hay calificaciones
- Ag Mech Semester ExamDocumento5 páginasAg Mech Semester ExamRobert NevlingAún no hay calificaciones
- Steca Solar ProductsDocumento35 páginasSteca Solar ProductsSANDEEP KUMAR RAHEJAAún no hay calificaciones
- Audi Handling and Control Systems PDFDocumento57 páginasAudi Handling and Control Systems PDFJOHNNY5377100% (1)
- Avo Megger Biddle BM220Documento3 páginasAvo Megger Biddle BM220subsemnAún no hay calificaciones
- Eaton F 5405B DM3 Transmission Service ManualDocumento458 páginasEaton F 5405B DM3 Transmission Service ManualMauricio DuranAún no hay calificaciones
- OVERHAUL . ,.8 ?: 71ydlwDocumento66 páginasOVERHAUL . ,.8 ?: 71ydlwMatheus RibeiroAún no hay calificaciones