También podría gustarte
- Manual HACCP Elaboración de CervezaDocumento38 páginasManual HACCP Elaboración de Cervezakarito471% (7)
- Las 3000 Palabras OXFORD Más Importantes en Ingles Con PronunciaciónDocumento88 páginasLas 3000 Palabras OXFORD Más Importantes en Ingles Con PronunciaciónMiguel100% (3)
- Haccp FideosDocumento66 páginasHaccp Fideosjacki100% (5)
- Plan Haccp Enfocado A La Produccion de Paltas PDFDocumento32 páginasPlan Haccp Enfocado A La Produccion de Paltas PDFEvanns P. Azarte0% (1)
- Plan HACCP YogurtDocumento35 páginasPlan HACCP YogurtDaniel Romero85% (13)
- Plan HACCP para YogurtDocumento21 páginasPlan HACCP para YogurtMaricela Alcantara Mucha100% (19)
- Plan Haccp de Yogurt LíquidoDocumento34 páginasPlan Haccp de Yogurt Líquidocarmen100% (1)
- UF1179 - Tratamientos previos de la lecheDe EverandUF1179 - Tratamientos previos de la lecheAún no hay calificaciones
- Plan Haccp Del Yakult 1Documento23 páginasPlan Haccp Del Yakult 1Irma Riveros BujaicoAún no hay calificaciones
- Plan HACCP Enfocado A La Producción de Palta HASSDocumento32 páginasPlan HACCP Enfocado A La Producción de Palta HASSRIVERA MAUTINO SANTIAGO100% (1)
- Plan Haccp para La Elaboracion de Hot Dog de Cuy en La Empresa La Peruana SaDocumento81 páginasPlan Haccp para La Elaboracion de Hot Dog de Cuy en La Empresa La Peruana Savanesa100% (3)
- Flujograma TurronDocumento12 páginasFlujograma Turronmarco terronesAún no hay calificaciones
- Plan Haccp Conserva de DuraznoDocumento122 páginasPlan Haccp Conserva de DuraznoFelix Kenny Mateo Vera80% (25)
- Manual Haccp Centro de Acopio InducolsaDocumento5 páginasManual Haccp Centro de Acopio InducolsaEduardo Luis Anaya SevillaAún no hay calificaciones
- Plan LucumaDocumento57 páginasPlan LucumaMarly Angelik100% (2)
- HACCP - Manjar Blanco-1Documento18 páginasHACCP - Manjar Blanco-1Miguel V Espinoza100% (3)
- Control de procesos y seguridad e higiene. INAV0109De EverandControl de procesos y seguridad e higiene. INAV0109Aún no hay calificaciones
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Aplicaciones de compuestos químicos de hidrógenoDocumento16 páginasAplicaciones de compuestos químicos de hidrógenoesteban daniel gomez lunaAún no hay calificaciones
- Maquinaria panaderíaDocumento10 páginasMaquinaria panaderíaedith cj cujo jallasiAún no hay calificaciones
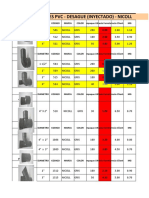
- Codos, tees, reducciones y accesorios PVC NicollDocumento32 páginasCodos, tees, reducciones y accesorios PVC NicollMAX MONAGOAún no hay calificaciones
- Gastronomía y Alta Cocina Intensivo DefDocumento8 páginasGastronomía y Alta Cocina Intensivo DefCinthia lopez callauAún no hay calificaciones
- Plan HACCP YogurtDocumento34 páginasPlan HACCP YogurtIrma Riveros BujaicoAún no hay calificaciones
- Plan HACCP YogurtDocumento33 páginasPlan HACCP YogurtMathiuk HinostrozaAún no hay calificaciones
- Haccp Snack de PerasDocumento30 páginasHaccp Snack de PerasEsmid Henrry Carhuachin ValderramaAún no hay calificaciones
- Sistemas HACCP y POES S.A Verónica CadenaDocumento7 páginasSistemas HACCP y POES S.A Verónica Cadenaandres landetaAún no hay calificaciones
- DocxDocumento51 páginasDocxGreissy EncinasAún no hay calificaciones
- (Grupo 4) Plan Haccp Planta de HarinasDocumento35 páginas(Grupo 4) Plan Haccp Planta de HarinasYani YPAún no hay calificaciones
- Plan Haccp 2Documento40 páginasPlan Haccp 2Cristian100% (2)
- C de Durazno - Capitulo 12 y 13Documento25 páginasC de Durazno - Capitulo 12 y 13Jose Huarcaya MayorgaAún no hay calificaciones
- Dsmorap PDFDocumento33 páginasDsmorap PDFBryan Rufino MallquiAún no hay calificaciones
- Cartilla Aib Haccp 1.Documento26 páginasCartilla Aib Haccp 1.GERMAN ANDRES CABALLERO BORREROAún no hay calificaciones
- Diagnóstico Del Taller de Carnes (Embutidos)Documento22 páginasDiagnóstico Del Taller de Carnes (Embutidos)Angelica FigueroaAún no hay calificaciones
- Plan Haccp Enfocado A La Produccion de PaltasDocumento32 páginasPlan Haccp Enfocado A La Produccion de PaltasRommy Mac Pherson100% (2)
- PRACTICA 5-Diseño Higienico de EquiposDocumento34 páginasPRACTICA 5-Diseño Higienico de EquiposDiego Arteaga CanoAún no hay calificaciones
- PLAN HACCP Focus GroupDocumento48 páginasPLAN HACCP Focus GroupAnnielle Garcia RengifoAún no hay calificaciones
- Plan Haccp para Queso FrescoDocumento19 páginasPlan Haccp para Queso FrescoLeonela100% (1)
- Sistema de Análisis HaccpDocumento258 páginasSistema de Análisis HaccpCarolina GomezAún no hay calificaciones
- PLAN HACCP PARA NÉCTAR DE CAÑA Y MARACUYÁDocumento19 páginasPLAN HACCP PARA NÉCTAR DE CAÑA Y MARACUYÁClaudia ZavalaAún no hay calificaciones
- Análisis HACCP Leche CondensadaDocumento23 páginasAnálisis HACCP Leche CondensadaJhon Alex Yupanqui CruzAún no hay calificaciones
- Diseño de Un Plan Haccp para El Proceso de Elaboración de Queso Tipo Panela en Una Industria Quesera 1333Documento31 páginasDiseño de Un Plan Haccp para El Proceso de Elaboración de Queso Tipo Panela en Una Industria Quesera 1333Vanessa Santa Cruz YzquierdoAún no hay calificaciones
- Haccp Empresa ToyvaDocumento25 páginasHaccp Empresa Toyvajhenson100% (1)
- Plan HaccpDocumento63 páginasPlan Haccpkeny robinAún no hay calificaciones
- PLAN HACCP de Productos LacteosDocumento14 páginasPLAN HACCP de Productos LacteosDario Soto BeltranAún no hay calificaciones
- Haccp Papilla-El HuambrilloDocumento60 páginasHaccp Papilla-El HuambrilloErick Borda López100% (1)
- Trabajo de PPP1Documento11 páginasTrabajo de PPP1Javier MoisésAún no hay calificaciones
- MANUAL DE EMBUTIDOS JAVIER 1 (Hamburguesa)Documento47 páginasMANUAL DE EMBUTIDOS JAVIER 1 (Hamburguesa)Javier Castro Ortiz67% (3)
- Plan de Negocios de Flor FinalDocumento24 páginasPlan de Negocios de Flor Finalnorly moreno ramirezAún no hay calificaciones
- Trabajo Academico de Gestion de La Calidad TotalDocumento29 páginasTrabajo Academico de Gestion de La Calidad TotalAnonymous d8Ih40HRhA100% (1)
- BPM Panaderia Pan HuachanoDocumento46 páginasBPM Panaderia Pan HuachanoMagdalena Esmeralda Melgarejo AsencioAún no hay calificaciones
- Plan HACCP para café gourmet de ValenzuelaDocumento27 páginasPlan HACCP para café gourmet de ValenzuelaGlenda80% (5)
- Haccp Fruta ConfitadaDocumento63 páginasHaccp Fruta ConfitadaMarisol Lopez More50% (2)
- Sistema HaccpDocumento15 páginasSistema Haccpmary cruz100% (1)
- Granjas Amazonicaas MasnualDocumento14 páginasGranjas Amazonicaas MasnualMayol Quispe CcahuanaAún no hay calificaciones
- Haccp Ceflopodos 2011 OkDocumento100 páginasHaccp Ceflopodos 2011 OkCarlos Agurto100% (1)
- Campo Ocupacional para Ingenieros en AlimentosDocumento8 páginasCampo Ocupacional para Ingenieros en AlimentosCarolina AarhuataAún no hay calificaciones
- Colombiana de LacteosDocumento24 páginasColombiana de LacteosWesleyn TaquezAún no hay calificaciones
- Plan Haccp AlemndraDocumento36 páginasPlan Haccp AlemndraFernando Alvarez Vargas100% (3)
- BPM y HACCPDocumento11 páginasBPM y HACCPElena GalvezAún no hay calificaciones
- Diseño de un plan HACCP para pulpa de guanábanaDocumento39 páginasDiseño de un plan HACCP para pulpa de guanábanaD&C IDEM COMUNICACIONES SASAún no hay calificaciones
- Haccp para Pulpas PDFDocumento69 páginasHaccp para Pulpas PDFWilsonClementeCerronAún no hay calificaciones
- Ejemplo de Plan HaccpDocumento37 páginasEjemplo de Plan HaccpJonatan Matson Solano100% (5)
- Envasado y acondicionamiento de productos lácteos. INAE0209De EverandEnvasado y acondicionamiento de productos lácteos. INAE0209Calificación: 2 de 5 estrellas2/5 (1)
- Aplicación de normas y condiciones higiénico-sanitarias en restauración. HOTR0109De EverandAplicación de normas y condiciones higiénico-sanitarias en restauración. HOTR0109Aún no hay calificaciones
- Elaboración y presentación de postres de cocina. HOTR0509De EverandElaboración y presentación de postres de cocina. HOTR0509Aún no hay calificaciones
- Formato Canvas Guia 2013Documento18 páginasFormato Canvas Guia 2013CindyLorenaAún no hay calificaciones
- Mapa 100511075259 Phpapp02Documento4 páginasMapa 100511075259 Phpapp02CindyLorenaAún no hay calificaciones
- Fundaciones y Refugios para Perros Vulnerablesgg1111Documento3 páginasFundaciones y Refugios para Perros Vulnerablesgg1111CindyLorenaAún no hay calificaciones
- Los Seriales o Codigos Cs4 PhotoshopDocumento5 páginasLos Seriales o Codigos Cs4 PhotoshopCindyLorenaAún no hay calificaciones
- Análisis FactorialDocumento13 páginasAnálisis FactorialCindyLorenaAún no hay calificaciones
- Repaso de MatricesDocumento86 páginasRepaso de MatricesCindyLorenaAún no hay calificaciones
- Educacion y GlobalizaciónDocumento2 páginasEducacion y GlobalizaciónCindyLorenaAún no hay calificaciones
- Juan FerDocumento6 páginasJuan FerCindyLorenaAún no hay calificaciones
- GL OsarioDocumento1 páginaGL OsarioCindyLorenaAún no hay calificaciones
- IndicadoresDocumento2 páginasIndicadoresCindyLorenaAún no hay calificaciones
- El Arte de La Guerra Sun TzuDocumento4 páginasEl Arte de La Guerra Sun TzuCindyLorena100% (1)
- Perfil SaborDocumento20 páginasPerfil SaborCindyLorenaAún no hay calificaciones
- HasapDocumento1 páginaHasapCindyLorenaAún no hay calificaciones
- Ley 1014 de 2006 Mapa ConceptualDocumento4 páginasLey 1014 de 2006 Mapa ConceptualCindyLorenaAún no hay calificaciones
- Ejercicios de Determinantes ResueltosDocumento3 páginasEjercicios de Determinantes ResueltosDayán QuinterosAún no hay calificaciones
- Guia de Laboratorio Coliformes Totales y Escherichia ColiDocumento3 páginasGuia de Laboratorio Coliformes Totales y Escherichia ColiCindyLorenaAún no hay calificaciones
- Instrucciones para El JuegoDocumento2 páginasInstrucciones para El JuegoCindyLorenaAún no hay calificaciones
- Matriz MicrobiologiaDocumento6 páginasMatriz MicrobiologiaCindyLorenaAún no hay calificaciones
- Ficha Tecnica de Salsa de FrutasDocumento4 páginasFicha Tecnica de Salsa de FrutasCindyLorenaAún no hay calificaciones
- Ejercicios de Determinantes ResueltosDocumento3 páginasEjercicios de Determinantes ResueltosDayán QuinterosAún no hay calificaciones
- Guía Lab. Salmonella SPDocumento11 páginasGuía Lab. Salmonella SPCindyLorenaAún no hay calificaciones
- Indicadores CalidadDocumento3 páginasIndicadores CalidadCindyLorenaAún no hay calificaciones
- IndicadoresDocumento2 páginasIndicadoresCindyLorenaAún no hay calificaciones
- Paula Aplicacion de BPMDocumento71 páginasPaula Aplicacion de BPMCindyLorenaAún no hay calificaciones
- Lacto BacillusDocumento16 páginasLacto BacillusCindyLorenaAún no hay calificaciones
- Poes EspecíficosDocumento8 páginasPoes EspecíficosCindyLorenaAún no hay calificaciones
- Factores Que Influyen El El Crecimiento MicrobianoDocumento16 páginasFactores Que Influyen El El Crecimiento MicrobianoCindyLorenaAún no hay calificaciones
- Planes y Programas BPMDocumento4 páginasPlanes y Programas BPMCindyLorenaAún no hay calificaciones
- Catalogo 2da Quincena Noviembre Sf-Sv-Baq-LaDocumento56 páginasCatalogo 2da Quincena Noviembre Sf-Sv-Baq-LabenjamoralesleivaAún no hay calificaciones
- Ingresos y Salidas de ProductoDocumento38 páginasIngresos y Salidas de Productofelipe alanesAún no hay calificaciones
- 2017 2ºESO Tema07Documento27 páginas2017 2ºESO Tema07deyby tames ampueroAún no hay calificaciones
- Norma Calidad Embutidos Crudos-CuradosDocumento10 páginasNorma Calidad Embutidos Crudos-CuradosJavi PriAún no hay calificaciones
- Catalogo CoctelesDocumento26 páginasCatalogo CoctelesaydeeluisaAún no hay calificaciones
- Isla AmantaniDocumento3 páginasIsla AmantaniAderly Condori HualpaAún no hay calificaciones
- Lectura Con PictogramasDocumento31 páginasLectura Con PictogramasEstefanía ArrMaAún no hay calificaciones
- Verbo to haveDocumento24 páginasVerbo to haveMarco Antonio Pauzoca ContrerasAún no hay calificaciones
- Still Life With ChipDocumento3 páginasStill Life With ChipAlexa Alcantar0% (1)
- Intoxicación masiva en Rondón por salmonellaDocumento4 páginasIntoxicación masiva en Rondón por salmonellaJuan Pablo Restrepo QuinteroAún no hay calificaciones
- Cocktails DiageoDocumento6 páginasCocktails DiageoJoaquin AguayoAún no hay calificaciones
- Caso Practico Unidad 2 - Direccion ComercialDocumento7 páginasCaso Practico Unidad 2 - Direccion ComercialAdriana AcostaAún no hay calificaciones
- Lectura para Niños - Tío Conejo, Tío Tigre y Tío MorrocoyDocumento4 páginasLectura para Niños - Tío Conejo, Tío Tigre y Tío Morrocoyanka-karinaAún no hay calificaciones
- BibliografiaDocumento5 páginasBibliografiaMARIA ELENA VARGAS ORELLANAAún no hay calificaciones
- CELULADocumento11 páginasCELULAMaría Estela MoránAún no hay calificaciones
- Unidad III Dieta Normal y Modificaciones TerapéuticasDocumento183 páginasUnidad III Dieta Normal y Modificaciones Terapéuticasnattygb100% (1)
- Bebidas clasificación y características huevoDocumento3 páginasBebidas clasificación y características huevoKaren Eunice Berrelleza CisnerosAún no hay calificaciones
- Diagrama H M, Elaboración de Jugo de FresaDocumento8 páginasDiagrama H M, Elaboración de Jugo de FresaKaren AyalaAún no hay calificaciones
- ASESL01Documento2 páginasASESL01Rafa UwUAún no hay calificaciones
- Dieta YagoDocumento3 páginasDieta YagoLlanos RodríguezAún no hay calificaciones
- Abella Fermin - Manual de Policia Urbana - 1877Documento428 páginasAbella Fermin - Manual de Policia Urbana - 1877David BustamanteAún no hay calificaciones
- Practica-7-Evaporacion Vale FinalDocumento3 páginasPractica-7-Evaporacion Vale FinalMARIA ISABEL ROMERO ESCOBARAún no hay calificaciones
- Benchmarking de Em-PanateDocumento10 páginasBenchmarking de Em-PanateJuan David Saavedra GarciaAún no hay calificaciones
- Lectura 4 GradoDocumento51 páginasLectura 4 GradoroyAún no hay calificaciones
- Assessment center: dinámicas de evaluaciónDocumento36 páginasAssessment center: dinámicas de evaluaciónXimena VAAún no hay calificaciones