También podría gustarte
- Acoplamento Normex Vulkan MontagemoperacaoDocumento4 páginasAcoplamento Normex Vulkan MontagemoperacaoAdriano Moyses OutlookAún no hay calificaciones
- Algo Sobre TorqueDocumento16 páginasAlgo Sobre TorqueJaime Cervantes AguilarAún no hay calificaciones
- Lastrabarrenas en EspirallDocumento4 páginasLastrabarrenas en EspirallEduardo E HernandezAún no hay calificaciones
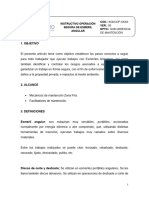
- Instructivo Uso Seguro Esmeril Angular 11Documento5 páginasInstructivo Uso Seguro Esmeril Angular 11raphaelvalenzuelamorenoAún no hay calificaciones
- Frenos electrohidráulicos discosDocumento24 páginasFrenos electrohidráulicos discosJorge Cruz Parker100% (1)
- Manual Instalacion-Operacion-Mantencion Ev-86 - Bomba 8-6Documento26 páginasManual Instalacion-Operacion-Mantencion Ev-86 - Bomba 8-6Juan Luis Rojas100% (1)
- Torque - Final - (Para Esparragos) PDFDocumento16 páginasTorque - Final - (Para Esparragos) PDFOmar Vilchez100% (1)
- Levantaválvula ISCDocumento12 páginasLevantaválvula ISCJUAN CARDONAAún no hay calificaciones
- 222-Pts-053-Actualizado para La Implementacion OriginalDocumento26 páginas222-Pts-053-Actualizado para La Implementacion OriginalRoselvis GonzálezAún no hay calificaciones
- Instructivo de Trabajos Con Herramientas ElectricasDocumento10 páginasInstructivo de Trabajos Con Herramientas Electricascz99Aún no hay calificaciones
- Torque Final02Documento16 páginasTorque Final02Daniela100% (3)
- Esmeril AngularDocumento6 páginasEsmeril AngularReinaldo Gaston Adonis QuezadaAún no hay calificaciones
- LG LM K7960aDocumento67 páginasLG LM K7960aboroda2410Aún no hay calificaciones
- Desmontaje y armado de un acople flexible omegaDocumento7 páginasDesmontaje y armado de un acople flexible omegaSimon SantanderAún no hay calificaciones
- Agility 2Documento169 páginasAgility 2Wilmer Lance EstupiñanAún no hay calificaciones
- Clasificación de Los Acoplamientos Forma de Texto PDFDocumento17 páginasClasificación de Los Acoplamientos Forma de Texto PDFLuis Jose Duarte BohorquezAún no hay calificaciones
- Procedimiento Tuberia 6pulgada Actualizado..Documento17 páginasProcedimiento Tuberia 6pulgada Actualizado..mary julioAún no hay calificaciones
- Manual PowtekDocumento14 páginasManual PowtekRodolfo Tinajero PreciadoAún no hay calificaciones
- Reductor TXT 915 PDFDocumento15 páginasReductor TXT 915 PDFAlfredo FloresAún no hay calificaciones
- Máquina envasadora automática de bolsasDocumento10 páginasMáquina envasadora automática de bolsasKamila ZarateAún no hay calificaciones
- OM 026-01 SP RBH_O&MDocumento2 páginasOM 026-01 SP RBH_O&MtodocatsolucionesAún no hay calificaciones
- INSTRUCTIVO EsmerilDocumento8 páginasINSTRUCTIVO EsmerilOznEnriqueMedinaDíazAún no hay calificaciones
- Power Lock bujes fijaciónDocumento10 páginasPower Lock bujes fijaciónJosevi MorenoAún no hay calificaciones
- Sensor de Fin de Carrera y Actuadores NeumaticosDocumento27 páginasSensor de Fin de Carrera y Actuadores NeumaticosAlfredo ZapataAún no hay calificaciones
- Instrucciones de MontajeDocumento12 páginasInstrucciones de MontajeManu TecAún no hay calificaciones
- Procedimiento Esmeril AngularDocumento9 páginasProcedimiento Esmeril AngularJulio Vela BanchoAún no hay calificaciones
- Procedimiento Uso Esmeril AngularDocumento9 páginasProcedimiento Uso Esmeril AngularrgonzalezAún no hay calificaciones
- Alineacion de Poleas Mina SN Patricio 11 - 11Documento16 páginasAlineacion de Poleas Mina SN Patricio 11 - 11alexAún no hay calificaciones
- Transmisiones Elasticas - Correas - Cadenas 2013Documento27 páginasTransmisiones Elasticas - Correas - Cadenas 2013Jose ZhawAún no hay calificaciones
- Manual de Alineación Por Sistema LaserDocumento31 páginasManual de Alineación Por Sistema LaserReynaldo Garcia CruzAún no hay calificaciones
- Procedimiento Apriete HT279 Resumen PDFDocumento7 páginasProcedimiento Apriete HT279 Resumen PDFSerprolynca RLAún no hay calificaciones
- Procedimiento Seguro de Trabajo Del Esmeril Angula1Documento9 páginasProcedimiento Seguro de Trabajo Del Esmeril Angula1Erick Luque RamosAún no hay calificaciones
- 458 864 S - ManualDocumento4 páginas458 864 S - ManualAldo AlarconAún no hay calificaciones
- Achaflanadora PDFDocumento16 páginasAchaflanadora PDFtarttesosAún no hay calificaciones
- Installation Acoplamiento Omega Rexnord Tipo E & ES Size 2M-140M - SpaDocumento6 páginasInstallation Acoplamiento Omega Rexnord Tipo E & ES Size 2M-140M - SpaoscarAún no hay calificaciones
- Parcial I Semestre PasadoDocumento2 páginasParcial I Semestre PasadoExperto TrampasAún no hay calificaciones
- Manual ARKDocumento32 páginasManual ARKurko78Aún no hay calificaciones
- Manual Instalacion Reductor Pinon-CremalleraDocumento28 páginasManual Instalacion Reductor Pinon-CremalleraNoche de EstrellasAún no hay calificaciones
- Llave Varilla Westco M20 - M40 - M50Documento23 páginasLlave Varilla Westco M20 - M40 - M50Julian BarreraAún no hay calificaciones
- SENA MOntaje y Desmontaje de Bujes PDFDocumento14 páginasSENA MOntaje y Desmontaje de Bujes PDFedgardoboieroAún no hay calificaciones
- FT-SST-05 Formato Inspeccion Preoperacional Vibrador de ConcretoDocumento1 páginaFT-SST-05 Formato Inspeccion Preoperacional Vibrador de ConcretoespaciosmasvitalessgsstAún no hay calificaciones
- Bit2 22020600 Desmontaje e Instalacion Del Cabezal de RotacionDocumento4 páginasBit2 22020600 Desmontaje e Instalacion Del Cabezal de RotacionKathia Yadith Cordova RivasAún no hay calificaciones
- Informenguian1 36632638d001ea2Documento5 páginasInformenguian1 36632638d001ea2Luis BarreraAún no hay calificaciones
- Rexnord Omega ManualDocumento4 páginasRexnord Omega ManualPablo OreAún no hay calificaciones
- TEK Power LockDocumento20 páginasTEK Power LockHugo Tech-WentzAún no hay calificaciones
- Procedimiento Cambio de Motor en Celdas de FlotaciónDocumento6 páginasProcedimiento Cambio de Motor en Celdas de FlotaciónvisymunozherreraAún no hay calificaciones
- Eje Delantero Y Trasero: IndiceDocumento26 páginasEje Delantero Y Trasero: IndiceHenyer Rafael Montilla SerranoAún no hay calificaciones
- Hsl850-7a MantenimientoDocumento6 páginasHsl850-7a MantenimientosuscontandorespublicosAún no hay calificaciones
- CorreasDocumento76 páginasCorreasRafael CamejoAún no hay calificaciones
- Rubrica 5.2 Mantenimiento IndustrialDocumento13 páginasRubrica 5.2 Mantenimiento IndustrialRonald Cuenta MamaniAún no hay calificaciones
- CoplesDocumento32 páginasCoplesJavier Perez ReyesAún no hay calificaciones
- Instrucciones para operar taladro eléctricoDocumento6 páginasInstrucciones para operar taladro eléctricoDiego FriasAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Desmontaje y separación de elementos fijos. TMVL0309De EverandDesmontaje y separación de elementos fijos. TMVL0309Aún no hay calificaciones
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209De EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Calificación: 1 de 5 estrellas1/5 (2)
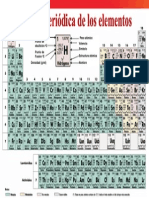
- Tabla Periódica de Los ElementosDocumento2 páginasTabla Periódica de Los ElementosDiego GasparAún no hay calificaciones
- Sikaflex 221Documento2 páginasSikaflex 221Pablo Vladimir Millanao FuentesAún no hay calificaciones
- Juntas en El Concreto PisosDocumento2 páginasJuntas en El Concreto PisosFulgencio Pineda JaimesAún no hay calificaciones
- Pastas Niveladoras Morteros Autonivelantes SIKADocumento14 páginasPastas Niveladoras Morteros Autonivelantes SIKARodrigo Aragon RodriguezAún no hay calificaciones
- QuemadoresDocumento10 páginasQuemadoresdiomedesAún no hay calificaciones
- EK COO2 Regelung DLT5013 15 aES 002 PDFDocumento38 páginasEK COO2 Regelung DLT5013 15 aES 002 PDFMaximilianoRodrigoCabestreroAún no hay calificaciones
- Ejercicios Examen Logsitica SustentableDocumento7 páginasEjercicios Examen Logsitica SustentableMaximilianoRodrigoCabestreroAún no hay calificaciones
- 2548.decreto 0640 92 Santa FeDocumento9 páginas2548.decreto 0640 92 Santa FeMaximilianoRodrigoCabestreroAún no hay calificaciones
- Identificacion TuberiasDocumento14 páginasIdentificacion TuberiasRikardo Alberto Leon Perez100% (2)
- Oilon 3 4 WD ESDocumento40 páginasOilon 3 4 WD ESGonza MarquezAún no hay calificaciones
- Tabla Periódica de Los ElementosDocumento2 páginasTabla Periódica de Los ElementosDiego GasparAún no hay calificaciones
- Salmueras TablasDocumento2 páginasSalmueras Tablasjustbas50% (2)
- 2548.decreto 0640 92 Santa FeDocumento9 páginas2548.decreto 0640 92 Santa FeMaximilianoRodrigoCabestreroAún no hay calificaciones
- Pastas Niveladoras Morteros Autonivelantes SIKADocumento14 páginasPastas Niveladoras Morteros Autonivelantes SIKARodrigo Aragon RodriguezAún no hay calificaciones
- Bombas DosificadorasDocumento3 páginasBombas DosificadorasMaximilianoRodrigoCabestreroAún no hay calificaciones
- Bombas DosificadorasDocumento3 páginasBombas DosificadorasMaximilianoRodrigoCabestreroAún no hay calificaciones
- Tablas de Vapor de Agua RefinacionDocumento7 páginasTablas de Vapor de Agua RefinacionDavid Koby Io ArispeAún no hay calificaciones
- Bombas DosificadorasDocumento3 páginasBombas DosificadorasMaximilianoRodrigoCabestreroAún no hay calificaciones
- TP N°1 - Enunciado PDFDocumento4 páginasTP N°1 - Enunciado PDFMaximilianoRodrigoCabestreroAún no hay calificaciones
- Logística de Distribución 2010Documento267 páginasLogística de Distribución 2010MaximilianoRodrigoCabestrero100% (1)
- Inox 310Documento2 páginasInox 310MaximilianoRodrigoCabestreroAún no hay calificaciones
- 1 MontajePeriflexSerie1Rev2Documento2 páginas1 MontajePeriflexSerie1Rev2MaximilianoRodrigoCabestreroAún no hay calificaciones
- Tabla Periodica McGrawhillDocumento1 páginaTabla Periodica McGrawhillDA TrujilloAún no hay calificaciones
- 0 - Cortadora de Caños PDFDocumento1 página0 - Cortadora de Caños PDFMaximilianoRodrigoCabestreroAún no hay calificaciones
- Fora 450-400Documento6 páginasFora 450-400Javier Sanchez MartinezAún no hay calificaciones
- Bisagras, Elevadores de Puerta y Amortiguadores - 1 PDFDocumento7 páginasBisagras, Elevadores de Puerta y Amortiguadores - 1 PDFMaximilianoRodrigoCabestreroAún no hay calificaciones
- ColorsDocumento7 páginasColorsElizabeth SepulvedaAún no hay calificaciones
- 0 - Cortadora de Caños PDFDocumento12 páginas0 - Cortadora de Caños PDFMaximilianoRodrigoCabestreroAún no hay calificaciones
- Tabla Colores RalDocumento2 páginasTabla Colores RalOrlando Tinoco AraqueAún no hay calificaciones
- Combustión 1Documento27 páginasCombustión 1Angel Alberto Hernandez MedinaAún no hay calificaciones
- Ruedas PinonesDocumento10 páginasRuedas PinonesFrancisco Javier Orellana ContrerasAún no hay calificaciones
- Herramientas de PresupuestosDocumento71 páginasHerramientas de PresupuestosAna Libia Pat PootAún no hay calificaciones
- Mecanica de Patio Trabajajo GrupalDocumento9 páginasMecanica de Patio Trabajajo GrupalMarte SanmartinAún no hay calificaciones
- NTC4788 2Documento14 páginasNTC4788 2Raúl Alarcón BermúdezAún no hay calificaciones
- Especificaciones Suministro & Administracion LlantasDocumento6 páginasEspecificaciones Suministro & Administracion Llantasdiegovillegas1966Aún no hay calificaciones
- Accesorios y Acabado de La Carroceria SailDocumento90 páginasAccesorios y Acabado de La Carroceria SailNolberto MedinaAún no hay calificaciones
- Contrato de Alquiler de MaquinariaDocumento2 páginasContrato de Alquiler de MaquinariaYESENIA MOROTEAún no hay calificaciones
- LamborghiniDocumento6 páginasLamborghinigtrevi_oAún no hay calificaciones
- Tema 7 - Torsión Diseño de Ejes de TransmisionDocumento2 páginasTema 7 - Torsión Diseño de Ejes de TransmisionElvis Curi Gutierrez0% (1)
- Ejercicio01 Actividad04Documento34 páginasEjercicio01 Actividad04riGFabyAún no hay calificaciones
- Prueba Ud Fundamentos Eléctricos y Electrónicos AutomotricesDocumento2 páginasPrueba Ud Fundamentos Eléctricos y Electrónicos AutomotricesHéctor Fidel Chire RamírezAún no hay calificaciones
- Síntomas de Avería en La Unidad BSI Del Grupo PSA - BlogDocumento8 páginasSíntomas de Avería en La Unidad BSI Del Grupo PSA - BlogMendez Francisco100% (1)
- Proyecto 1 (Corregido)Documento6 páginasProyecto 1 (Corregido)JHONAún no hay calificaciones
- Manual Utillaje 2008Documento53 páginasManual Utillaje 2008Mercuri PolonioAún no hay calificaciones
- Informe Disertacion ServotransmisionDocumento31 páginasInforme Disertacion Servotransmisionluiscortes1992100% (6)
- Manufactura y Operaciones Georgia TechDocumento127 páginasManufactura y Operaciones Georgia TechJosé Lara100% (1)
- Datos Generales Del MotorDocumento11 páginasDatos Generales Del MotorMariano Perez SarabiaAún no hay calificaciones
- Presentacion Alenca 2021Documento7 páginasPresentacion Alenca 2021MiriamAún no hay calificaciones
- Capítulo IiiDocumento53 páginasCapítulo IiiDiego PuninaAún no hay calificaciones
- Curso Frenos Vehiculos Sistema Dinamica Aplicacion Fuerza Mando Accionamiento CircuitoDocumento28 páginasCurso Frenos Vehiculos Sistema Dinamica Aplicacion Fuerza Mando Accionamiento CircuitoVincent EscalaAún no hay calificaciones
- Tesis Luján Segura PDFDocumento115 páginasTesis Luján Segura PDFMiguel Angel Del Carpio ZuñigaAún no hay calificaciones
- Inyeccion SimosDocumento12 páginasInyeccion Simosrider2010Aún no hay calificaciones
- Inyectora de Plásticos (Chen Hsong Easymaster) : Rubros Promocione Sus Productos Por Qué LogismarketDocumento24 páginasInyectora de Plásticos (Chen Hsong Easymaster) : Rubros Promocione Sus Productos Por Qué LogismarketAdalidL.GonzalesAún no hay calificaciones
- ApqpDocumento87 páginasApqpCarlos AvilaAún no hay calificaciones
- Analisis de Precio UnitarioDocumento17 páginasAnalisis de Precio UnitarioAnonimo Que te ImportaAún no hay calificaciones
- Ejercicios CostosDocumento6 páginasEjercicios CostosKevin Luis Salcedo CoronelAún no hay calificaciones
- Ecoeficiencia Problema Automotor 1Documento15 páginasEcoeficiencia Problema Automotor 1Rubén A Ruiz SaavedraAún no hay calificaciones
- Actividad 14Documento3 páginasActividad 14Armando Daniel HernándezAún no hay calificaciones
- Lista de Precios Agroshell 2013 UnicaDocumento49 páginasLista de Precios Agroshell 2013 UnicaEdwin SolerAún no hay calificaciones
- Navitrans Presentacion ActualizadaDocumento42 páginasNavitrans Presentacion ActualizadaGuidoAlvarezCAún no hay calificaciones