También podría gustarte
- Practica 5 InyeccionDocumento13 páginasPractica 5 InyeccionWilson CaldasAún no hay calificaciones
- ApuntesDocumento30 páginasApuntesmceciliaa12Aún no hay calificaciones
- Hidraulica Finning CatDocumento43 páginasHidraulica Finning CatKjatunMayu GutierrezAún no hay calificaciones
- RodamientosDocumento3 páginasRodamientosWilson CaldasAún no hay calificaciones
- Practica de Pelicula PlanaDocumento2 páginasPractica de Pelicula PlanaWilson CaldasAún no hay calificaciones
- Practica NºDocumento10 páginasPractica NºWilson CaldasAún no hay calificaciones
- Practica NºDocumento10 páginasPractica NºWilson CaldasAún no hay calificaciones
- Stefan BoltzmannDocumento2 páginasStefan BoltzmannWilson CaldasAún no hay calificaciones
- Radiacion Del Cuerpo NegroDocumento10 páginasRadiacion Del Cuerpo NegroWilson CaldasAún no hay calificaciones
- Radiacion Del Cuerpo NegroDocumento11 páginasRadiacion Del Cuerpo NegroWilson CaldasAún no hay calificaciones
- Funciones de La Cadena de SuministrosDocumento3 páginasFunciones de La Cadena de SuministrosJesus Roberto Angulo AnguameaAún no hay calificaciones
- Procedimiento de Permisos de Trabajo Feb 2009 PDFDocumento52 páginasProcedimiento de Permisos de Trabajo Feb 2009 PDFJesus Alava100% (2)
- D 1036-17, DronesDocumento33 páginasD 1036-17, DronesManuelAún no hay calificaciones
- Tipos de Obras de Arte en CarreterasDocumento4 páginasTipos de Obras de Arte en CarreterasLuis Cama Apaza50% (2)
- Evaluacion SICEPDocumento9 páginasEvaluacion SICEPMaritza Valen Oliv100% (1)
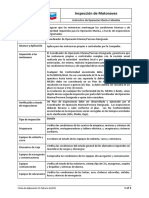
- 03 MSRE COL - Instructivo - Inspeccion - MotonavesDocumento2 páginas03 MSRE COL - Instructivo - Inspeccion - MotonavesSamir QuirozAún no hay calificaciones
- Sistemas ERPDocumento3 páginasSistemas ERPEvelyn FilipiniAún no hay calificaciones
- Sistema de Costos EstandarDocumento11 páginasSistema de Costos EstandarJulissa Huaman cuyaAún no hay calificaciones
- Taller Numero Uno de TecnologiaDocumento3 páginasTaller Numero Uno de TecnologiaSANDRA DUARTE100% (1)
- Consorcio Constructor Tramo 4Documento4 páginasConsorcio Constructor Tramo 4AntonyQuispeSuniAún no hay calificaciones
- CinzaDocumento488 páginasCinzaAdam SchwemleinAún no hay calificaciones
- Diagramas de Flujo 1 1 1Documento38 páginasDiagramas de Flujo 1 1 1Anonymous 8Sd3WACoAún no hay calificaciones
- Catalogo EspanolDocumento37 páginasCatalogo EspanolJose CamachoAún no hay calificaciones
- Presentacion General RF 2017Documento33 páginasPresentacion General RF 2017Yesenia VillarroelAún no hay calificaciones
- Guía 4 Taladrado y EscariadoDocumento24 páginasGuía 4 Taladrado y EscariadoFrancisco VargasAún no hay calificaciones
- BhopalDocumento11 páginasBhopalwlssagitaAún no hay calificaciones
- Referente 1Documento4 páginasReferente 1Carolina LeonAún no hay calificaciones
- Formato ATSDocumento2 páginasFormato ATSJhon AndersonAún no hay calificaciones
- Especificaciones Tecnicas Suministro LP RP - TacnaDocumento68 páginasEspecificaciones Tecnicas Suministro LP RP - TacnaJordi Kevin Ayala LauraAún no hay calificaciones
- Inspección de Herramientas MenoresDocumento1 páginaInspección de Herramientas MenoresNilson Eduardo Ardila MateusAún no hay calificaciones
- Clasificados Junio 6Documento20 páginasClasificados Junio 6elheraldocoAún no hay calificaciones
- Evolución de Las CarreterasDocumento8 páginasEvolución de Las CarreterasCristhian DiazAún no hay calificaciones
- Aceite Esencial de MolleDocumento7 páginasAceite Esencial de MolleChristianHaroldAún no hay calificaciones
- Calculo de Explosivos JumboDocumento79 páginasCalculo de Explosivos JumbobasilioAún no hay calificaciones
- Actividad 2 Sheet Metal Forming Process - ArmentaDocumento2 páginasActividad 2 Sheet Metal Forming Process - ArmentaDenilson Aldair ArmentaAún no hay calificaciones
- Formulación y Evaluación de ProyectosDocumento9 páginasFormulación y Evaluación de ProyectosJohnny Randolph Flores GonzalezAún no hay calificaciones
- Definiciones e Importancia de La Gestión de ProyectosDocumento5 páginasDefiniciones e Importancia de La Gestión de Proyectosalcaro_16Aún no hay calificaciones
- Transport eDocumento4 páginasTransport eMat PérezAún no hay calificaciones
- Ax100k8 k9Documento67 páginasAx100k8 k9Alonso OlayaAún no hay calificaciones
- Manual de UsuarioDocumento221 páginasManual de Usuariowaly200100% (1)