También podría gustarte
- Corrosion Failures: Theory, Case Studies, and SolutionsDe EverandCorrosion Failures: Theory, Case Studies, and SolutionsAún no hay calificaciones
- Adhesion Characteristics of Protective Coatings for Nuclear Power PlantsDocumento8 páginasAdhesion Characteristics of Protective Coatings for Nuclear Power PlantsHaidarHussaini100% (1)
- Self-Cleaning Materials and Surfaces: A Nanotechnology ApproachDe EverandSelf-Cleaning Materials and Surfaces: A Nanotechnology ApproachWalid A. DaoudCalificación: 5 de 5 estrellas5/5 (1)
- Acelerated Corrosion Testiog of Maintenance PartsDocumento10 páginasAcelerated Corrosion Testiog of Maintenance Partsnikopigni2100% (1)
- Pull-Off Adhesion Testing ExplainedDocumento5 páginasPull-Off Adhesion Testing Explainedzavisa2Aún no hay calificaciones
- 2021-02-09 Approved Coating Systems Letter To Jotun (Signed MHH) - R1Documento7 páginas2021-02-09 Approved Coating Systems Letter To Jotun (Signed MHH) - R1Mohd Effiezool Yaser100% (1)
- Evaluation of Corrosion Protection Properties of Additives For Waterborne Epoxy Coatings On SteelDocumento9 páginasEvaluation of Corrosion Protection Properties of Additives For Waterborne Epoxy Coatings On SteelJhon jairo100% (1)
- Cte Ongc SpecDocumento21 páginasCte Ongc SpecMohamed HushainAún no hay calificaciones
- Industrial Liquid Coatings Color CardDocumento8 páginasIndustrial Liquid Coatings Color CardJose Miguel Atehortua ArenasAún no hay calificaciones
- MSDS Primer S1301-M Parte ADocumento2 páginasMSDS Primer S1301-M Parte AMichael Betetta AbadAún no hay calificaciones
- Barriers of Protections BrochureDocumento8 páginasBarriers of Protections BrochureJaime Rousseau TAún no hay calificaciones
- Paints & Coatings Guide: Constituents, Types & ManufacturingDocumento5 páginasPaints & Coatings Guide: Constituents, Types & ManufacturingSheena GagarinAún no hay calificaciones
- Visco-Elastic Coating MaterialDocumento17 páginasVisco-Elastic Coating Materialosmanmop100% (1)
- Amine Blush+Bloom Explained - Dow BulletinDocumento5 páginasAmine Blush+Bloom Explained - Dow BulletinPhilip La Trobe100% (2)
- Coatings Bro PDFDocumento8 páginasCoatings Bro PDFMBastawyAún no hay calificaciones
- Surface Preparation Standards - ComparasionDocumento4 páginasSurface Preparation Standards - ComparasiontaiAún no hay calificaciones
- Marine Paint Guide Coverage EstimatesDocumento6 páginasMarine Paint Guide Coverage EstimatesTanmay GorAún no hay calificaciones
- Steel Surface Defects Diagnosis and CureDocumento19 páginasSteel Surface Defects Diagnosis and Cureahmerkhateeb100% (1)
- SSPC Paint System RecommendationsDocumento3 páginasSSPC Paint System RecommendationsJayesh2281Aún no hay calificaciones
- Interspec: Tangguh Expansion ProjectDocumento43 páginasInterspec: Tangguh Expansion ProjectZamri Rahmat SikumbangAún no hay calificaciones
- ChemicalDocumento5 páginasChemicalisaac2408Aún no hay calificaciones
- AGA - Embrittlement Galvanized Stainless SteelDocumento1 páginaAGA - Embrittlement Galvanized Stainless SteelMarcelo Hayashi NeyAún no hay calificaciones
- Paint SystemDocumento2 páginasPaint SystemYasir AsifAún no hay calificaciones
- ESD Flooring Audit ReportDocumento11 páginasESD Flooring Audit Reportlaiju cs100% (1)
- 1.2.4 HDG - Painting Issues PDFDocumento2 páginas1.2.4 HDG - Painting Issues PDFAnonymous 1AAjd0Aún no hay calificaciones
- Commented - FZV Painting Specification-2019Documento41 páginasCommented - FZV Painting Specification-2019Raj100% (1)
- Ballast TK HempelsDocumento15 páginasBallast TK HempelsGeorgios PapakostasAún no hay calificaciones
- 5 Things Surface Prep 1Documento40 páginas5 Things Surface Prep 1Jesus De la RosaAún no hay calificaciones
- Carboline BrochureDocumento8 páginasCarboline BrochureSoumojit SamantaAún no hay calificaciones
- Chemtech GM Clear - English (Uk) - Issued.06.12.2007Documento3 páginasChemtech GM Clear - English (Uk) - Issued.06.12.2007Mohamed Farag50% (2)
- Carboline Techy GuideDocumento31 páginasCarboline Techy GuideAnnmAún no hay calificaciones
- Jotafloor Coating: Technical Data SheetDocumento5 páginasJotafloor Coating: Technical Data SheetBilher SihombingAún no hay calificaciones
- Lifecycle Assessment of Paint PDFDocumento8 páginasLifecycle Assessment of Paint PDFRiz Jomaica Arenas100% (1)
- Industrial Coatings Market Shows Optimism After DownturnDocumento5 páginasIndustrial Coatings Market Shows Optimism After DownturnjagrititanuAún no hay calificaciones
- M C PCN 102 2009Documento11 páginasM C PCN 102 2009anon_872387960Aún no hay calificaciones
- Shin CombinedDocumento29 páginasShin CombinedAce Ace100% (1)
- AI Hempel's Galvosil 15700 EnglishDocumento7 páginasAI Hempel's Galvosil 15700 EnglishvitharvanAún no hay calificaciones
- Influence of Paint On Steel Corrosion For Marine ApplicationsDocumento8 páginasInfluence of Paint On Steel Corrosion For Marine ApplicationsHose Gamaliel100% (1)
- Material & Metalurgy: Organic Coatings Composition and Film FormationDocumento24 páginasMaterial & Metalurgy: Organic Coatings Composition and Film FormationYulia Puspa Dewi100% (1)
- QADocumento21 páginasQAms rooAún no hay calificaciones
- Research Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsDocumento18 páginasResearch Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsJorge Suarez100% (1)
- Critical Review of Concrete Scaling CausesDocumento41 páginasCritical Review of Concrete Scaling CausessatpalAún no hay calificaciones
- PcsDocumento19 páginasPcsArun Prasad100% (1)
- Corrosion AuditDocumento4 páginasCorrosion AuditGopal RamalingamAún no hay calificaciones
- Removing Coatings and Cleaning Masonry Substrates: Kenneth A. Trimber KTA-Tator, IncDocumento46 páginasRemoving Coatings and Cleaning Masonry Substrates: Kenneth A. Trimber KTA-Tator, IncMilagros MorantesAún no hay calificaciones
- Paint Technology Diploma Course AssignmentDocumento11 páginasPaint Technology Diploma Course AssignmentAnonymous UdYX3bAún no hay calificaciones
- KNOC - Surface Pre and Painting ProcedureDocumento32 páginasKNOC - Surface Pre and Painting Procedureminhhieu.qc100% (1)
- Inspection Check List 2Documento34 páginasInspection Check List 2r.devendranAún no hay calificaciones
- G16S-0205-01 - Repair Hot Drip Galv SurfaceDocumento5 páginasG16S-0205-01 - Repair Hot Drip Galv Surfacepuwarin naja100% (1)
- Abrasive Blasting COP August 2019Documento47 páginasAbrasive Blasting COP August 2019Ian Flynn100% (1)
- Thermal Spray Coating Preparation MethodsDocumento6 páginasThermal Spray Coating Preparation MethodsIqbalAbdulloh100% (1)
- Auramix 350: High Performance PCE Based Super Plasti-Cizing Admixture - Retarding TypeDocumento2 páginasAuramix 350: High Performance PCE Based Super Plasti-Cizing Admixture - Retarding TypeVipin Kumar Parashar100% (1)
- 3.1 Protective Coatings: TrainingDocumento22 páginas3.1 Protective Coatings: TrainingTrong AnhAún no hay calificaciones
- ABRASIVE BLASTING SM PRESENTATION 2017.ppsxDocumento18 páginasABRASIVE BLASTING SM PRESENTATION 2017.ppsxIsaac SamuelAún no hay calificaciones
- Interthane 990 Test Data PDFDocumento2 páginasInterthane 990 Test Data PDFImam Situmeang100% (2)
- Chemical Resistance GuideDocumento11 páginasChemical Resistance GuideMohamed NouzerAún no hay calificaciones
- JPCL Wastewater Ebook2013Documento35 páginasJPCL Wastewater Ebook2013Alex PazmiñoAún no hay calificaciones
- Challenging The Organic "Zinc Rich" Primer StandardDocumento9 páginasChallenging The Organic "Zinc Rich" Primer Standardaliabdulhamid100% (2)
- SP 18 Thoro Spot & Sweep 12-30-20Documento7 páginasSP 18 Thoro Spot & Sweep 12-30-20Donzt Dontz FaujiAún no hay calificaciones
- UV Improved LightDocumento4 páginasUV Improved Lightnikopigni2Aún no hay calificaciones
- Natural Wathering Vs Uv FluorecsentDocumento12 páginasNatural Wathering Vs Uv Fluorecsentnikopigni2Aún no hay calificaciones
- Corrosion and Weathering - Validate A ConceptDocumento6 páginasCorrosion and Weathering - Validate A Conceptnikopigni2Aún no hay calificaciones
- More Realistic Tests For Atmospheric CorrosionDocumento7 páginasMore Realistic Tests For Atmospheric Corrosionnikopigni2Aún no hay calificaciones
- Errors Using Joules To Time Out Test LenghtsDocumento8 páginasErrors Using Joules To Time Out Test Lenghtsnikopigni2Aún no hay calificaciones
- Weatherability testing improves materials assessmentDocumento5 páginasWeatherability testing improves materials assessmentnikopigni2Aún no hay calificaciones
- Natural Sun ConcentratorDocumento8 páginasNatural Sun Concentratornikopigni2Aún no hay calificaciones
- Sunlight Weathering and Light StabilityDocumento12 páginasSunlight Weathering and Light Stabilitynikopigni2Aún no hay calificaciones
- Visual Inspection and Lab MeasurementsDocumento2 páginasVisual Inspection and Lab Measurementsnikopigni2Aún no hay calificaciones
- Outdoor Wathering and Basic ProceduresDocumento8 páginasOutdoor Wathering and Basic Proceduresnikopigni2Aún no hay calificaciones
- The New Era in Corrosion TestingDocumento4 páginasThe New Era in Corrosion Testingnikopigni2Aún no hay calificaciones
- Prohesion Compared To Salt Spray and OutdoorsDocumento4 páginasProhesion Compared To Salt Spray and Outdoorsnikopigni2Aún no hay calificaciones
- Vinily Side Specimens DegradationDocumento10 páginasVinily Side Specimens Degradationnikopigni2Aún no hay calificaciones
- Test Methods For The Evaluation of Protective Organic CoatingsDocumento10 páginasTest Methods For The Evaluation of Protective Organic Coatingsnikopigni2100% (1)
- More Realistic Tests For Atmospheric CorrosionDocumento7 páginasMore Realistic Tests For Atmospheric Corrosionnikopigni2Aún no hay calificaciones
- Reason Not To Base Service Life On Acelerated TestsDocumento4 páginasReason Not To Base Service Life On Acelerated Testsnikopigni2Aún no hay calificaciones
- Considerations For Relative Humidity and Temperature in Indoor TestsDocumento4 páginasConsiderations For Relative Humidity and Temperature in Indoor Testsnikopigni2Aún no hay calificaciones
- Standarization SquaredDocumento2 páginasStandarization Squarednikopigni2Aún no hay calificaciones
- Comparing Sunlight So Accelerated Testing Light On Automotive GlassDocumento6 páginasComparing Sunlight So Accelerated Testing Light On Automotive Glassnikopigni2Aún no hay calificaciones
- Advances in Testing Weathering ResistanceDocumento5 páginasAdvances in Testing Weathering Resistancenikopigni2Aún no hay calificaciones
- Myth of ReciprocityDocumento2 páginasMyth of Reciprocitynikopigni2Aún no hay calificaciones
- Accelerated WeatheringDocumento1 páginaAccelerated Weatheringnikopigni2Aún no hay calificaciones
- Automotive Xenon Arc Test MethodsDocumento8 páginasAutomotive Xenon Arc Test Methodsnikopigni2100% (1)
- Accelerated Acid EtchDocumento6 páginasAccelerated Acid Etchnikopigni2Aún no hay calificaciones
- Polyester WeatherabilityDocumento10 páginasPolyester Weatherabilitynikopigni2Aún no hay calificaciones
- Prohesion Compared To Salt Spray and OutdoorsDocumento4 páginasProhesion Compared To Salt Spray and Outdoorsnikopigni2Aún no hay calificaciones
- Lightfastness Studies of Waterbased InkjetDocumento8 páginasLightfastness Studies of Waterbased Inkjetnikopigni2Aún no hay calificaciones
- Fade Resistance of Lithographic InksDocumento12 páginasFade Resistance of Lithographic Inksnikopigni2Aún no hay calificaciones
- ASTM Standard Is A Revolution in Weathering TestingDocumento2 páginasASTM Standard Is A Revolution in Weathering Testingnikopigni20% (1)
- Accelerated Weathering Testing For The 21 CenturyDocumento12 páginasAccelerated Weathering Testing For The 21 Centurynikopigni2100% (1)
- SIL-TRODE (ERCuSi-A) PDFDocumento1 páginaSIL-TRODE (ERCuSi-A) PDFborovniskiAún no hay calificaciones
- Preparation of OintmentsDocumento27 páginasPreparation of OintmentsHisham AlhirereAún no hay calificaciones
- A1 Alcohols Ws 1Documento21 páginasA1 Alcohols Ws 1GyaanAún no hay calificaciones
- The mosaic model explains membrane structure and functionDocumento25 páginasThe mosaic model explains membrane structure and functionDianna WattAún no hay calificaciones
- Pharmaceutical 3-A (P3-A) P3A - 2 - 2008Documento23 páginasPharmaceutical 3-A (P3-A) P3A - 2 - 2008CHRISTIAN ZAVALAAún no hay calificaciones
- DOC316.53.01173 8ed PDFDocumento8 páginasDOC316.53.01173 8ed PDFcarlososorio_184664Aún no hay calificaciones
- Expt. 6 Determination of The Hardness of A Given Water Sample by Complexometric TitrationDocumento8 páginasExpt. 6 Determination of The Hardness of A Given Water Sample by Complexometric TitrationManoj KhanalAún no hay calificaciones
- Boiler Drum Inspection Case StudyDocumento7 páginasBoiler Drum Inspection Case Studyer_sanjaypatelAún no hay calificaciones
- AP '84 Multiple ChoiceDocumento19 páginasAP '84 Multiple ChoiceMatt FerrariAún no hay calificaciones
- Mod 1 Atoms Bonds RxnstestansDocumento2 páginasMod 1 Atoms Bonds Rxnstestansrichardgharexd1Aún no hay calificaciones
- Acidic Character of Phenols CarboxilicAcid AKSAMALDocumento15 páginasAcidic Character of Phenols CarboxilicAcid AKSAMALsantoshguptaaAún no hay calificaciones
- Phys & ChemDocumento9 páginasPhys & ChemKarthik KanagarajAún no hay calificaciones
- WPS PQR As Per IsDocumento3 páginasWPS PQR As Per Istarun kaushalAún no hay calificaciones
- Chemistry PDFDocumento9 páginasChemistry PDFRájésh KùmârAún no hay calificaciones
- Corrosion Control Che 311Documento43 páginasCorrosion Control Che 311Jaison JoseAún no hay calificaciones
- Agilent Passivation For ILCDocumento4 páginasAgilent Passivation For ILCRaf RafAún no hay calificaciones
- Tutorial Sheet6Documento7 páginasTutorial Sheet6Lê Anh QuangAún no hay calificaciones
- Compactrol Rev. 02Documento2 páginasCompactrol Rev. 02abdelaziz_ismail685662Aún no hay calificaciones
- DiureticsDocumento29 páginasDiureticsSaravanan RajagopalAún no hay calificaciones
- Semiconductors CH14 Part 1Documento16 páginasSemiconductors CH14 Part 1Rishab SharmaAún no hay calificaciones
- Decomposition of A Multi-Peroxidic Compound: Triacetone Triperoxide (TATP)Documento8 páginasDecomposition of A Multi-Peroxidic Compound: Triacetone Triperoxide (TATP)mwray2100% (1)
- Paper tube adhesive composition increases strengthDocumento4 páginasPaper tube adhesive composition increases strengthProduction SHVPMAún no hay calificaciones
- G 11 BondingDocumento11 páginasG 11 BondingTarek FaramawyAún no hay calificaciones
- Introduction to CMT quiz answersDocumento2 páginasIntroduction to CMT quiz answersJohn Francis Riberta BañaderaAún no hay calificaciones
- Finar Price List PL-15 - 001Documento99 páginasFinar Price List PL-15 - 001Divesh GuptaAún no hay calificaciones
- Writing and Balancing Chemical EquationsDocumento6 páginasWriting and Balancing Chemical EquationsRonald Anthony Gebilaguin BarrugaAún no hay calificaciones
- Computer Knowledge For Chemists by Venugopal Rao VeeramaneniDocumento305 páginasComputer Knowledge For Chemists by Venugopal Rao VeeramaneniVenugopal Rao VeeramaneniAún no hay calificaciones
- Quiz 6Documento2 páginasQuiz 6Lam NhậtAún no hay calificaciones
- Kulicke Et Al. - 1989 - Swelling and Rheological Studies of Some Starch HyDocumento7 páginasKulicke Et Al. - 1989 - Swelling and Rheological Studies of Some Starch HyfuatAún no hay calificaciones
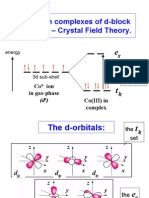
- Bonding in complexes explained by Crystal Field TheoryDocumento22 páginasBonding in complexes explained by Crystal Field TheoryMahendra Pratap SinghAún no hay calificaciones