También podría gustarte
- Complain CeDocumento5 páginasComplain CeAniket InarkarAún no hay calificaciones
- Dobladores de TubingDocumento19 páginasDobladores de TubingJuan Chan CanulAún no hay calificaciones
- Repair Parts Sheet: A Unit of Applied Power IncDocumento2 páginasRepair Parts Sheet: A Unit of Applied Power IncBruno StefanyAún no hay calificaciones
- A Complete Guide To Spiratec™ Rotor (Cs41018/Cs41019/Cs41011) & Remote Centrifuge Product Benefits Installation InstructionsDocumento7 páginasA Complete Guide To Spiratec™ Rotor (Cs41018/Cs41019/Cs41011) & Remote Centrifuge Product Benefits Installation InstructionsCarlos MeztAún no hay calificaciones
- Kki Diaphragm 8500 Actuators CsDocumento15 páginasKki Diaphragm 8500 Actuators CsDEFRIZALAún no hay calificaciones
- For Tete Carot 3Documento109 páginasFor Tete Carot 3labri ismahaneAún no hay calificaciones
- 09 Well Bore ScenariosDocumento15 páginas09 Well Bore ScenariosEng OpAún no hay calificaciones
- New Holland CR Mav - 100 Complete Chopper Installation GuideDocumento25 páginasNew Holland CR Mav - 100 Complete Chopper Installation Guidealaynnastaabx786Aún no hay calificaciones
- Swagelok Hand Tube Bender ManualDocumento32 páginasSwagelok Hand Tube Bender Manualharrywj100% (1)
- CTRBDocumento98 páginasCTRBAlok AmanAún no hay calificaciones
- Operations and Parts Manual - Vanoil 3 1/16" - 10ksi Quad Bop MAN P306QB00-A, REV. 0Documento18 páginasOperations and Parts Manual - Vanoil 3 1/16" - 10ksi Quad Bop MAN P306QB00-A, REV. 0dowel hernandezAún no hay calificaciones
- Notice Potence 901A FRDocumento18 páginasNotice Potence 901A FRMohamed Seghir BenzemraneAún no hay calificaciones
- Rear Sway Bar Installation InstructionsDocumento4 páginasRear Sway Bar Installation InstructionsRaduAún no hay calificaciones
- Technical Manual RKBDocumento66 páginasTechnical Manual RKBRentu Philipose100% (3)
- Conveyor DrivespulleysDocumento55 páginasConveyor DrivespulleysSaurabh JainAún no hay calificaciones
- Sop Consolidated (Revision 2019)Documento456 páginasSop Consolidated (Revision 2019)Siddhartha ChakradharAún no hay calificaciones
- AserieslgboreDocumento28 páginasAserieslgborev8wfm8d8r7Aún no hay calificaciones
- 01 Surface Spooled (Stack-Up) WellheadsDocumento111 páginas01 Surface Spooled (Stack-Up) WellheadsYoucef LiasAún no hay calificaciones
- Chillersapikhubdocuments5wpq Iw7UC NV6ZJjGVizgcontentDocumento18 páginasChillersapikhubdocuments5wpq Iw7UC NV6ZJjGVizgcontentsyhnhpc7qmAún no hay calificaciones
- RR Peta Cable Schedule Vamsi 15022019Documento143 páginasRR Peta Cable Schedule Vamsi 15022019Vamsi ManojAún no hay calificaciones
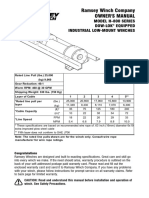
- Ramsey Winch H 800 Winch Owner's ManualDocumento24 páginasRamsey Winch H 800 Winch Owner's ManualMartin De BruynAún no hay calificaciones
- Spare Parts, Instruction and Maintenance Manual For Spanco Model 300 Jib CranesDocumento16 páginasSpare Parts, Instruction and Maintenance Manual For Spanco Model 300 Jib CranesAndres LopezAún no hay calificaciones
- QD Bushings AjustesDocumento8 páginasQD Bushings AjustesdieguineoAún no hay calificaciones
- SOP (Drilling)Documento8 páginasSOP (Drilling)sanjeet giriAún no hay calificaciones
- Coates Pump ManualDocumento17 páginasCoates Pump ManualFergiKalesaranAún no hay calificaciones
- Details of Rotary CutterDocumento13 páginasDetails of Rotary CutterUnnikrishnan PillaiAún no hay calificaciones
- Drop Line Service ManualDocumento17 páginasDrop Line Service ManualAnonymous jbvNLNANLIAún no hay calificaciones
- Rocker Arm Bundle Current 0121Documento8 páginasRocker Arm Bundle Current 0121Gabriel ChiavettoAún no hay calificaciones
- Rochester Carb 4 BBL Adjustement 94hg5cDocumento12 páginasRochester Carb 4 BBL Adjustement 94hg5cJean-Baptiste Bulliard100% (3)
- Badger: Installation, Operation, and Maintenance Instructions For Badger 2.5" PumpsDocumento33 páginasBadger: Installation, Operation, and Maintenance Instructions For Badger 2.5" PumpsFrancisco Wilson Bezerra Francisco50% (2)
- 04-Pistones Perkins PDFDocumento209 páginas04-Pistones Perkins PDFluis payajoAún no hay calificaciones
- Useful Tips For Design of RCC Members Beam, Column, Slab, FootingDocumento7 páginasUseful Tips For Design of RCC Members Beam, Column, Slab, FootingUsman ShahidAún no hay calificaciones
- Service Bulletin: Subject: Tubing AssembliesDocumento9 páginasService Bulletin: Subject: Tubing AssembliesjussmeeeAún no hay calificaciones
- Cam Follower Suggested Installation Procedure: Power Transmission SolutionsDocumento2 páginasCam Follower Suggested Installation Procedure: Power Transmission SolutionsHamdi AslanAún no hay calificaciones
- Technical Brochure: Multi-Stage Centrifugal PumpDocumento4 páginasTechnical Brochure: Multi-Stage Centrifugal PumpcurlyjockeyAún no hay calificaciones
- John Deere Walker MAV - 300/310 Rotor and Floor Upgrade Installation GuideDocumento14 páginasJohn Deere Walker MAV - 300/310 Rotor and Floor Upgrade Installation Guidealaynnastaabx786Aún no hay calificaciones
- Raise Boring Heads: User ManualDocumento40 páginasRaise Boring Heads: User ManualMaykol Ken Hasaki MaselAún no hay calificaciones
- Complete Snipe Tuning GuideDocumento30 páginasComplete Snipe Tuning Guidewindsurferke007100% (1)
- Convertidor de Torque D5BDocumento13 páginasConvertidor de Torque D5BDeyner PerezAún no hay calificaciones
- Service Bulletin RTA-46Documento12 páginasService Bulletin RTA-46Christopher Garcia100% (1)
- RH550MMDocumento30 páginasRH550MMAmber SmithAún no hay calificaciones
- RA FittingsDocumento16 páginasRA FittingsDejanAún no hay calificaciones
- Repair Parts Sheet: RC10 & RW10 Series Hydraulic Cylinders RC101, RC102 & RC104 RW101, RW102, RW104 & RW106Documento2 páginasRepair Parts Sheet: RC10 & RW10 Series Hydraulic Cylinders RC101, RC102 & RC104 RW101, RW102, RW104 & RW106Bruno StefanyAún no hay calificaciones
- TuningDocumento16 páginasTuningKidKawie100% (1)
- Manual Rosq - enDocumento10 páginasManual Rosq - enRobinson JimenezAún no hay calificaciones
- Bicenter Running ParametersDocumento4 páginasBicenter Running ParametersJonathanAún no hay calificaciones
- Feasibility Study of Combining Drilling With Casing and Expandable CasingDocumento11 páginasFeasibility Study of Combining Drilling With Casing and Expandable CasingMeli CondoyAún no hay calificaciones
- Articulated Hitch GroupDocumento4 páginasArticulated Hitch Groupcristian chuquicondor torresAún no hay calificaciones
- Ospb Ospc Ospf ServiceDocumento36 páginasOspb Ospc Ospf ServiceampacpartsAún no hay calificaciones
- Toyota Truck Tacoma 2002Documento17 páginasToyota Truck Tacoma 2002FlorentinoChoquehuancaAún no hay calificaciones
- DBM-500 Dynamic Booklet Maker Installation ManualDocumento28 páginasDBM-500 Dynamic Booklet Maker Installation ManualfabioAún no hay calificaciones
- 10 8974 CompassR Volute Replacement IandODocumento6 páginas10 8974 CompassR Volute Replacement IandOGOWTHAMAún no hay calificaciones
- Stripper TOT 2.50 10M DS34 TechMan1146Documento13 páginasStripper TOT 2.50 10M DS34 TechMan1146Diego OspinaAún no hay calificaciones
- CompleteSOPManualforDrillingOperations-7Feb2014 20140219093342.197 X PDFDocumento282 páginasCompleteSOPManualforDrillingOperations-7Feb2014 20140219093342.197 X PDFMrityunjay Dhanraj100% (1)
- 1 SpecificationsDocumento10 páginas1 SpecificationsDavid BaylissAún no hay calificaciones
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheDe EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Drilling Fluids Processing HandbookDe EverandDrilling Fluids Processing HandbookCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Important Upgrades for Your Cruising BoatDe EverandImportant Upgrades for Your Cruising BoatCalificación: 3 de 5 estrellas3/5 (1)
- D-Link Airpremier: Dwl-2700ApDocumento34 páginasD-Link Airpremier: Dwl-2700ApIng del PeleAún no hay calificaciones
- LGS Construction CAT 0919 LRDocumento84 páginasLGS Construction CAT 0919 LRIng del PeleAún no hay calificaciones
- Multicrete Raise Robot - TM - Shotcrete Application UnitDocumento2 páginasMulticrete Raise Robot - TM - Shotcrete Application UnitIng del PeleAún no hay calificaciones
- Northwest's Largest Underground Drill. Small Footprint Huge Capacity!Documento2 páginasNorthwest's Largest Underground Drill. Small Footprint Huge Capacity!Ing del PeleAún no hay calificaciones
- Leica Disto s910 Wlan Disto Transfer Cad Plugin v1 enDocumento57 páginasLeica Disto s910 Wlan Disto Transfer Cad Plugin v1 enIng del PeleAún no hay calificaciones
- PLH - Pneumatic Long Hole: A Personalized ServiceDocumento2 páginasPLH - Pneumatic Long Hole: A Personalized ServiceIng del PeleAún no hay calificaciones
- Most Metres Per Pound in The Industry!: Light Weight Affordable Environmentally Friendly Safe Portable EasyDocumento2 páginasMost Metres Per Pound in The Industry!: Light Weight Affordable Environmentally Friendly Safe Portable EasyIng del PeleAún no hay calificaciones
- Cutters and Drilling Tools enDocumento8 páginasCutters and Drilling Tools enIng del PeleAún no hay calificaciones
- Robbins 34RH: Low Profile Raiseboring Machine For Holes Ranging From 0.6 To 1.5 M in DiameterDocumento5 páginasRobbins 34RH: Low Profile Raiseboring Machine For Holes Ranging From 0.6 To 1.5 M in DiameterIng del PeleAún no hay calificaciones
- Sandvik Du411 Underground Drill Rig: Technical SpecificationDocumento4 páginasSandvik Du411 Underground Drill Rig: Technical SpecificationIng del Pele0% (1)
- RS Series RS Series: USB Desktop Joystick USB Desktop JoystickDocumento2 páginasRS Series RS Series: USB Desktop Joystick USB Desktop JoystickIng del PeleAún no hay calificaciones
- Rotary Drilling Products Raise Bore PDFDocumento3 páginasRotary Drilling Products Raise Bore PDFIng del PeleAún no hay calificaciones
- 2290 Breakdown Leakage App NoteDocumento4 páginas2290 Breakdown Leakage App NoteIng del PeleAún no hay calificaciones
- Your Complete Raise Boring Solutions PDFDocumento6 páginasYour Complete Raise Boring Solutions PDFIng del PeleAún no hay calificaciones
- Raisebore Brochure 2014 PDFDocumento19 páginasRaisebore Brochure 2014 PDFIng del PeleAún no hay calificaciones
- Methods of Tube Expansion in Tube To TubDocumento19 páginasMethods of Tube Expansion in Tube To Tubkurcek100% (1)
- Educational Solutions From Schneider ElectricDocumento164 páginasEducational Solutions From Schneider ElectricfaneeeeeeAún no hay calificaciones
- Teradata Installation: Installation Steps For WindowsDocumento4 páginasTeradata Installation: Installation Steps For WindowsjupudiguptaAún no hay calificaciones
- AI in RobotsDocumento75 páginasAI in RobotsIslam SehsahAún no hay calificaciones
- Jacky Smith Resume Project ManagerDocumento1 páginaJacky Smith Resume Project ManagerGrey GrayAún no hay calificaciones
- Estimate SR 14-15 02 KHANDEKARDocumento5 páginasEstimate SR 14-15 02 KHANDEKARAkshay SavvasheriAún no hay calificaciones
- GIS Project Management GIS Project Management: Quality Issues Quality IssuesDocumento1 páginaGIS Project Management GIS Project Management: Quality Issues Quality IssuesLeo DobreciAún no hay calificaciones
- Astm D3359Documento9 páginasAstm D3359Angel GuachaminAún no hay calificaciones
- Panel 01-Eldora-Grand-1500V-2021-R01 - G1Documento2 páginasPanel 01-Eldora-Grand-1500V-2021-R01 - G1DHAVAL SHAHAún no hay calificaciones
- SinxbyxDocumento9 páginasSinxbyxGreeshmaAún no hay calificaciones
- Stock # Carbon Weight Burn Temp Puncture StrengthDocumento8 páginasStock # Carbon Weight Burn Temp Puncture StrengthMintAún no hay calificaciones
- AirStash Manual A01 PDFDocumento15 páginasAirStash Manual A01 PDFArcangelo Di TanoAún no hay calificaciones
- Delhi Public School Bangalore North ACADEMIC SESSION 2021-2022 Ut2 Revision Work Sheet TOPIC: Sorting Materials Into Group Answer KeyDocumento6 páginasDelhi Public School Bangalore North ACADEMIC SESSION 2021-2022 Ut2 Revision Work Sheet TOPIC: Sorting Materials Into Group Answer KeySumukh MullangiAún no hay calificaciones
- OoselabDocumento53 páginasOoselabHarshpreet KaurAún no hay calificaciones
- Comfort and Performance Your Customers DemandDocumento18 páginasComfort and Performance Your Customers Demandgizex2013Aún no hay calificaciones
- Kubernetes CommandsDocumento36 páginasKubernetes CommandsOvigz Hero100% (2)
- Final Reporting GuidelinesDocumento183 páginasFinal Reporting GuidelinesAkhmad NuzulAún no hay calificaciones
- Measurement Advisory Committee Summary - Attachment 3Documento70 páginasMeasurement Advisory Committee Summary - Attachment 3MauricioICQAún no hay calificaciones
- Comparative Tracking Index of Electrical Insulating MaterialsDocumento6 páginasComparative Tracking Index of Electrical Insulating MaterialsAbu Anas M.SalaheldinAún no hay calificaciones
- Mauser 98K - Model 48 Rifle ManualDocumento20 páginasMauser 98K - Model 48 Rifle ManualMeor Amri96% (28)
- PNR90 PNR510 PNR91 PNR515 PNR92 PNR520: Manual of - Installation - Operating - Maintenance Heavy Oil Burners TypeDocumento28 páginasPNR90 PNR510 PNR91 PNR515 PNR92 PNR520: Manual of - Installation - Operating - Maintenance Heavy Oil Burners Typec_lucian2004Aún no hay calificaciones
- EMOC 208 Installation of VITT For N2 Cylinder FillingDocumento12 páginasEMOC 208 Installation of VITT For N2 Cylinder Fillingtejcd1234Aún no hay calificaciones
- Wiring Color and Pin-Out Schematic Electronic Vessel Control EVC - C, D4/D6-DPH/DPRDocumento2 páginasWiring Color and Pin-Out Schematic Electronic Vessel Control EVC - C, D4/D6-DPH/DPRSivan Raj50% (2)
- Solar Pond - Awesome PDFDocumento26 páginasSolar Pond - Awesome PDFKartik MahajanAún no hay calificaciones
- Creating REST API Using NodeJS and Consuming in AngularJSDocumento8 páginasCreating REST API Using NodeJS and Consuming in AngularJSserignemodouAún no hay calificaciones
- SOP 829 - 032 Check-Reset KEMS, CrownomaticDocumento2 páginasSOP 829 - 032 Check-Reset KEMS, CrownomaticAnonymous XbmoAFtIAún no hay calificaciones
- Transmisor HarrisDocumento195 páginasTransmisor HarrisJose Juan Gutierrez Sanchez100% (1)
- Klübersynth UH1 14-151: Product InformationDocumento2 páginasKlübersynth UH1 14-151: Product InformationNathanael SuryantoroAún no hay calificaciones
- RequirementsDocumento18 páginasRequirementsmpedraza-1Aún no hay calificaciones
- CovestroDocumento2 páginasCovestroRonaldo CamargoAún no hay calificaciones