También podría gustarte
- Presentation of Die DesignDocumento33 páginasPresentation of Die DesignIsrar EqubalAún no hay calificaciones
- 52402-BDK-PIP-CS-010 Pipe Wall Thickness Rev 0Documento3 páginas52402-BDK-PIP-CS-010 Pipe Wall Thickness Rev 0sudjonoAún no hay calificaciones
- Optimization of Machining Parameters in EDM Process Using Cast and Sintered Copper ElectrodesDocumento11 páginasOptimization of Machining Parameters in EDM Process Using Cast and Sintered Copper Electrodesaji setioAún no hay calificaciones
- Moment at Each SectionDocumento9 páginasMoment at Each SectionSanket BhaleraoAún no hay calificaciones
- Plastic Concrete Compression Strength and Elasticity Modulus Changes During TimeDocumento8 páginasPlastic Concrete Compression Strength and Elasticity Modulus Changes During TimeKhlif NadaAún no hay calificaciones
- Plastic Concrete TestDocumento8 páginasPlastic Concrete TestSlan ClanAún no hay calificaciones
- Mast DesignDocumento18 páginasMast DesignPoulomi BiswasAún no hay calificaciones
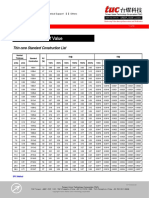
- (26-28) SGP Pipe SteelDocumento3 páginas(26-28) SGP Pipe SteelSugi ZhuangAún no hay calificaciones
- Group B PresentationDocumento37 páginasGroup B PresentationBAGUMA NELSONAún no hay calificaciones
- Department of Mechanical EngineeringDocumento4 páginasDepartment of Mechanical EngineeringKano MolapisiAún no hay calificaciones
- Theoretical Investigations For The Verification ofDocumento12 páginasTheoretical Investigations For The Verification ofamokeAún no hay calificaciones
- SHS & RHS PropertiesDocumento11 páginasSHS & RHS Propertieslavinkg7681Aún no hay calificaciones
- Report#3 Testingthetensilestrengthofmetalsusingtheuniversaltestingmachine Chem1103l Group26Documento8 páginasReport#3 Testingthetensilestrengthofmetalsusingtheuniversaltestingmachine Chem1103l Group26MarielleCaindecAún no hay calificaciones
- HayDocumento8 páginasHayMinh Tâm TrầnAún no hay calificaciones
- Modeling and Optimization of Machining Parameters For Minimizing Surface Roughness and Tool Wear For EN100Cr6 Steel Dry TurningDocumento10 páginasModeling and Optimization of Machining Parameters For Minimizing Surface Roughness and Tool Wear For EN100Cr6 Steel Dry TurningEditor IJTSRDAún no hay calificaciones
- Mechanical Properties of Metric FastenersDocumento10 páginasMechanical Properties of Metric FastenersadventmanurungAún no hay calificaciones
- Predicting The Strength of Self-Compacting Self-Curing Concrete Using Artificial Neural NetworkDocumento9 páginasPredicting The Strength of Self-Compacting Self-Curing Concrete Using Artificial Neural Networkanbarasan0Aún no hay calificaciones
- Channels DimensionsDocumento2 páginasChannels DimensionsAristotle MedinaAún no hay calificaciones
- Book - Steel TableDocumento120 páginasBook - Steel Tablevisarut100% (1)
- C-Purlin Data Sheet 3-3-2014Documento3 páginasC-Purlin Data Sheet 3-3-2014Akhil VNAún no hay calificaciones
- Price List: Spring Lock WashersDocumento8 páginasPrice List: Spring Lock WashersnitintshAún no hay calificaciones
- ACS Heat - Loss - Calculator Dryer 3050D X 21000L Thermal Analysis ReportDocumento7 páginasACS Heat - Loss - Calculator Dryer 3050D X 21000L Thermal Analysis Reportdwi sutiknoAún no hay calificaciones
- Ijmet 09 03 102Documento16 páginasIjmet 09 03 102Tessema ShbruAún no hay calificaciones
- Engineering Hydrology Lab: (GROUP No.11) Section: ADocumento21 páginasEngineering Hydrology Lab: (GROUP No.11) Section: AMugahed Abdo Al-gahdariAún no hay calificaciones
- Materials Used:: To Determine The Consolidation Characteristics of A Soil SampleDocumento3 páginasMaterials Used:: To Determine The Consolidation Characteristics of A Soil SampleShivamPaulAún no hay calificaciones
- Hoesch (Con Parametri Per Diaframmi)Documento48 páginasHoesch (Con Parametri Per Diaframmi)PinoScribdAún no hay calificaciones
- Compressive and Flexural Test of Mortar PDFDocumento9 páginasCompressive and Flexural Test of Mortar PDFHusam RjoubAún no hay calificaciones
- Major ProjectDocumento6 páginasMajor Projectgaurav kishoreAún no hay calificaciones
- AL-Yarmouk University Department of Civil Engineering AL-Hijjawi Faculty Highway Laboratory / CE 444Documento15 páginasAL-Yarmouk University Department of Civil Engineering AL-Hijjawi Faculty Highway Laboratory / CE 444Mohammed MigdadyAún no hay calificaciones
- Strongwell Gridform Design GuideDocumento352 páginasStrongwell Gridform Design GuideBintee PanchalAún no hay calificaciones
- Tensile TestingDocumento12 páginasTensile TestingAhmed ElqazazAún no hay calificaciones
- AWG - American Wire Gauge vs. Circular MilsDocumento8 páginasAWG - American Wire Gauge vs. Circular MilsHew LetAún no hay calificaciones
- Study On Effects of FDM 3D Printing Parameters OnDocumento6 páginasStudy On Effects of FDM 3D Printing Parameters OnrakeshcuteAún no hay calificaciones
- Sheet Metal Gauge Size ChartDocumento2 páginasSheet Metal Gauge Size ChartehincapiemAún no hay calificaciones
- Annex A Optional Design Basis For Small Tanks: (Normative)Documento11 páginasAnnex A Optional Design Basis For Small Tanks: (Normative)Jamir Diaz MechanAún no hay calificaciones
- Tabular Presentation of Basic Technical Data RMC ConductorsDocumento2 páginasTabular Presentation of Basic Technical Data RMC ConductorsBuyme1 CNC BIZAún no hay calificaciones
- Final Solids ProjectDocumento15 páginasFinal Solids ProjectRahul SehgalAún no hay calificaciones
- Complex Engineering Problem (CEP) : Topics CoveredDocumento2 páginasComplex Engineering Problem (CEP) : Topics CoveredMaisam Abbas100% (1)
- Bola Tash Vili 2009Documento4 páginasBola Tash Vili 2009Vikyath PopuriAún no hay calificaciones
- Equipo6 - REPORTE - Práctica2 - Gpo55 - SMIQ REVISADODocumento10 páginasEquipo6 - REPORTE - Práctica2 - Gpo55 - SMIQ REVISADOEnya Vives BntzAún no hay calificaciones
- ThunderClad 3 DKDF 20GHz 1505BDocumento2 páginasThunderClad 3 DKDF 20GHz 1505BcriharshaAún no hay calificaciones
- Test Results of Gradation and Atterberg Limits For WMMDocumento13 páginasTest Results of Gradation and Atterberg Limits For WMMLalit KumarAún no hay calificaciones
- Case Study 04Documento9 páginasCase Study 04Tanvir ShawonAún no hay calificaciones
- Unconfined Compression Test: Analysis of Obtained Results Should Include Answers To The Following PointsDocumento3 páginasUnconfined Compression Test: Analysis of Obtained Results Should Include Answers To The Following PointsShre BAún no hay calificaciones
- River Engineering For Highway Encroachments (001-350) (226-297)Documento72 páginasRiver Engineering For Highway Encroachments (001-350) (226-297)Carlos ValerioAún no hay calificaciones
- Sections - SHS - Hot Formed (BS EN 10219-1997)Documento8 páginasSections - SHS - Hot Formed (BS EN 10219-1997)Bradley GoldenAún no hay calificaciones
- Tensile Test Lab ReportDocumento5 páginasTensile Test Lab ReportLudik CarvalhoAún no hay calificaciones
- Claw Tooth of Mole CricketsDocumento5 páginasClaw Tooth of Mole CricketsAmeer BA-faiadhAún no hay calificaciones
- Mom LabDocumento8 páginasMom LabTahseen QashouAún no hay calificaciones
- ISBN Safe Distances When Using Explosives 2019 05Documento6 páginasISBN Safe Distances When Using Explosives 2019 05Eduardo Kraemer Góes100% (1)
- 2V28 - 25deg - Biposte Structure - Design ReportDocumento36 páginas2V28 - 25deg - Biposte Structure - Design ReportSalauddinAnsariAún no hay calificaciones
- One-Sample Kolmogorov-Smirnov TestDocumento5 páginasOne-Sample Kolmogorov-Smirnov TestSatira BayuAún no hay calificaciones
- 22031202-D199a-Al Shalal BLDG ContDocumento3 páginas22031202-D199a-Al Shalal BLDG Contfathi dawelbaitAún no hay calificaciones
- CANAN Steel Deck Catalogue - 2023Documento48 páginasCANAN Steel Deck Catalogue - 2023Clarice Lispector100% (1)
- The Science and Engineering of Thermal Spray CoatingsDe EverandThe Science and Engineering of Thermal Spray CoatingsAún no hay calificaciones
- Manufacturing Surface Technology: Surface Integrity and Functional PerformanceDe EverandManufacturing Surface Technology: Surface Integrity and Functional PerformanceCalificación: 5 de 5 estrellas5/5 (1)
- A Student's Introduction to Engineering Design: Pergamon Unified Engineering SeriesDe EverandA Student's Introduction to Engineering Design: Pergamon Unified Engineering SeriesAún no hay calificaciones
- Cyber-Physical and Gentelligent Systems in Manufacturing and Life Cycle: Genetics and Intelligence – Keys to Industry 4.0De EverandCyber-Physical and Gentelligent Systems in Manufacturing and Life Cycle: Genetics and Intelligence – Keys to Industry 4.0Berend DenkenaAún no hay calificaciones
- Basic Fracture Mechanics: Including an Introduction to FatigueDe EverandBasic Fracture Mechanics: Including an Introduction to FatigueAún no hay calificaciones
- NanomaterialsDocumento22 páginasNanomaterialsRaghuAún no hay calificaciones
- Lecture Overview: 5. Ergonomics and BiomechanicsDocumento21 páginasLecture Overview: 5. Ergonomics and BiomechanicsRaghuAún no hay calificaciones
- 12 M NC Theroy IntroductionDocumento25 páginas12 M NC Theroy IntroductionRaghuAún no hay calificaciones
- Nt0209 Unit Iv - SupportingpptDocumento114 páginasNt0209 Unit Iv - SupportingpptRaghuAún no hay calificaciones
- Lesson 33: Transformations: Functions of Graphics PackageDocumento3 páginasLesson 33: Transformations: Functions of Graphics PackageRaghuAún no hay calificaciones
- Chapter 3. Computer Aided DesignDocumento73 páginasChapter 3. Computer Aided DesignRaghuAún no hay calificaciones
- Geometric Modeling and Simulation: John Rasmussen's TopicsDocumento26 páginasGeometric Modeling and Simulation: John Rasmussen's TopicsRaghuAún no hay calificaciones
- Introduction To CAD/CAM/CAE: Human-Centered CAD LabDocumento32 páginasIntroduction To CAD/CAM/CAE: Human-Centered CAD LabRaghuAún no hay calificaciones
- DMSCAD3Documento29 páginasDMSCAD3RaghuAún no hay calificaciones
- AutomationDocumento23 páginasAutomationRaghuAún no hay calificaciones
- Geometric Modelling TechniquesDocumento8 páginasGeometric Modelling TechniquesRaghuAún no hay calificaciones
- CAD Data ExchangeDocumento10 páginasCAD Data ExchangeRaghuAún no hay calificaciones
- CAD SoftwareDocumento13 páginasCAD SoftwareRaghuAún no hay calificaciones
- Lecture 1 Introduction of CAMDocumento60 páginasLecture 1 Introduction of CAMRaghuAún no hay calificaciones
- Government College of Engineering Kalahandi, BhawanipatnaDocumento26 páginasGovernment College of Engineering Kalahandi, BhawanipatnaRaghuAún no hay calificaciones
- Rae Feb CompleteDocumento3 páginasRae Feb CompleteRaghuAún no hay calificaciones
- Development of Feature Recognition System For CADCAM Integration222Documento7 páginasDevelopment of Feature Recognition System For CADCAM Integration222RaghuAún no hay calificaciones
- Abrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurDocumento29 páginasAbrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurRaghuAún no hay calificaciones
- Sensors 16 00795Documento20 páginasSensors 16 00795RaghuAún no hay calificaciones
- Fused Deposition Modelling (FDM)Documento2 páginasFused Deposition Modelling (FDM)RaghuAún no hay calificaciones
- 4 - Rapid PrototypingDocumento13 páginas4 - Rapid PrototypingRaghuAún no hay calificaciones
- Advaned Mechanics of SolidsDocumento2 páginasAdvaned Mechanics of SolidsRaghuAún no hay calificaciones
- Health MonitoringDocumento7 páginasHealth MonitoringRaghuAún no hay calificaciones
- 2005 Mendoza Pranic FacialDocumento4 páginas2005 Mendoza Pranic FacialRaghu100% (1)
- Machine Vision System For Inspecting Flank Wear On Cutting ToolsDocumento5 páginasMachine Vision System For Inspecting Flank Wear On Cutting ToolsRaghuAún no hay calificaciones
- Pres 1117Documento31 páginasPres 1117Hareen ReddyAún no hay calificaciones
- Management Process and Organisation TheoryDocumento175 páginasManagement Process and Organisation TheoryEmind Annamalai JPNagarAún no hay calificaciones
- Job Book TymeDocumento5 páginasJob Book TymeAbhishek KaraleAún no hay calificaciones
- Lecture 1 Part 1 Introduction To Tribology v1Documento15 páginasLecture 1 Part 1 Introduction To Tribology v1Aziful AimanAún no hay calificaciones
- Belgaon Volume 2 RevisedDocumento247 páginasBelgaon Volume 2 RevisedSeshu kvAún no hay calificaciones
- PSU List With GATE ScoreDocumento7 páginasPSU List With GATE ScoreDandally RoopaAún no hay calificaciones
- Work ExperienceDocumento1 páginaWork ExperienceAnanya KrishnaAún no hay calificaciones
- 3340 Lectures 7 To 12 S1 2015Documento61 páginas3340 Lectures 7 To 12 S1 2015utsav_koshtiAún no hay calificaciones
- Jig Frame: Mechanical Engineering Design - CADDocumento1 páginaJig Frame: Mechanical Engineering Design - CADraka afriantoAún no hay calificaciones
- Electrical EngineeringDocumento14 páginasElectrical EngineeringPratik SarkarAún no hay calificaciones
- Assignment 1 Clb40002 Engineering SocietyDocumento10 páginasAssignment 1 Clb40002 Engineering SocietyJamal FitriAún no hay calificaciones
- Software Engineering B.Tech IT/II Sem-IIDocumento44 páginasSoftware Engineering B.Tech IT/II Sem-IIGaurav SiddharthAún no hay calificaciones
- Descon Engineering ReportDocumento12 páginasDescon Engineering ReportadnanAún no hay calificaciones
- 440.11-22 PreviewDocumento10 páginas440.11-22 Previewjcunha4740Aún no hay calificaciones
- Articificial IntelligenceDocumento19 páginasArticificial IntelligenceDivyanshiAún no hay calificaciones
- Truss SteelDocumento10 páginasTruss SteelIntrinsic CmcAún no hay calificaciones
- Application Letter Shua2Documento4 páginasApplication Letter Shua2Marlo Dexie Dale MalaluanAún no hay calificaciones
- A SpiceDocumento48 páginasA Spicealfietta100% (1)
- 001 Tool Box Talk 22.11Documento2 páginas001 Tool Box Talk 22.11Bhadresh PatelAún no hay calificaciones
- Long SpanDocumento113 páginasLong SpanHasan KazimAún no hay calificaciones
- Architectural Working DrawingsDocumento62 páginasArchitectural Working DrawingsDondie Porcil CorduwaAún no hay calificaciones
- Conexões IPEXDocumento66 páginasConexões IPEXBrian RobertsAún no hay calificaciones
- Reliability Standards: 1. IEEE P1624Documento5 páginasReliability Standards: 1. IEEE P1624Yuanda SyahputraAún no hay calificaciones
- Find The Right Fuse!: What Are The Advantages of Using An Electrical Fuse?Documento4 páginasFind The Right Fuse!: What Are The Advantages of Using An Electrical Fuse?ShirishAún no hay calificaciones
- Trans Tech: PublicationsDocumento48 páginasTrans Tech: PublicationsSulochana KannanAún no hay calificaciones
- Method Statement For Erection WorksDocumento7 páginasMethod Statement For Erection WorksCobbinah Mark0% (1)
- Design Deliverable Documents ListDocumento2 páginasDesign Deliverable Documents ListLai HuynhAún no hay calificaciones
- CN Lab ManualDocumento49 páginasCN Lab ManualKN DEEPSHI100% (1)
- CNCplus MillingDocumento50 páginasCNCplus MillingPašalić AlmirAún no hay calificaciones
- UCC2023-1st Annoucement Brochure 110722 44215Documento5 páginasUCC2023-1st Annoucement Brochure 110722 44215Kingshuk MukherjeeAún no hay calificaciones