También podría gustarte
- Curso Eduardo ChavesDocumento9 páginasCurso Eduardo ChavesRógini HaasAún no hay calificaciones
- Curso Eduardo ChavesDocumento9 páginasCurso Eduardo ChavesRógini HaasAún no hay calificaciones
- Curso Eduardo ChavesDocumento9 páginasCurso Eduardo ChavesRógini HaasAún no hay calificaciones
- O que é PVSRA? Análise de Preço, Volume, Suporte e ResistênciaDocumento58 páginasO que é PVSRA? Análise de Preço, Volume, Suporte e Resistênciabochorny89% (9)
- Ebook Curso Beta 5 Passos para Se Tornar Perito Judicial PDFDocumento30 páginasEbook Curso Beta 5 Passos para Se Tornar Perito Judicial PDFVinicius Ferreira Amim100% (1)
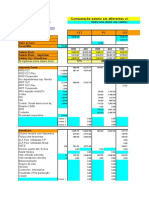
- Compara salários em vínculos CLT, PJ e CLT-FlexDocumento5 páginasCompara salários em vínculos CLT, PJ e CLT-Flexroberto.codebehindAún no hay calificaciones
- Edicao-125 - Balcao Automotivo MercadocarDocumento44 páginasEdicao-125 - Balcao Automotivo MercadocarClodoaldo De Melo PereiraAún no hay calificaciones
- 40 Questões Comentadas de PorcentagemDocumento33 páginas40 Questões Comentadas de PorcentagemCarolina Silva100% (1)
- Análise STPDocumento4 páginasAnálise STPHugo Andre100% (1)
- O CASE SPORT OBERMEYER: PREVISÃO DE DEMANDA POR PRODUTOS INOVATIVOSDocumento8 páginasO CASE SPORT OBERMEYER: PREVISÃO DE DEMANDA POR PRODUTOS INOVATIVOS89crazyAún no hay calificaciones
- COOKING HUT COMPANY BALANÇO E ORÇAMENTOSDocumento7 páginasCOOKING HUT COMPANY BALANÇO E ORÇAMENTOSBruno YounAún no hay calificaciones
- 4 ANPAD SimuladosDocumento118 páginas4 ANPAD SimuladosMaria Clara Alcântara100% (1)
- Prova de Raciocínio Lógico ANPAD 2006Documento202 páginasProva de Raciocínio Lógico ANPAD 2006fabiolira100% (1)
- Gabarito Prova P2 502Documento1 páginaGabarito Prova P2 502Marcos PavanAún no hay calificaciones
- Bônus ANPADDocumento36 páginasBônus ANPADMarcos PavanAún no hay calificaciones
- Bônus ANPADDocumento36 páginasBônus ANPADMarcos PavanAún no hay calificaciones
- Prova de Raciocínio Lógico ANPAD 2006Documento202 páginasProva de Raciocínio Lógico ANPAD 2006fabiolira100% (1)
- Simulado PMPDocumento81 páginasSimulado PMPMarcos Pavan100% (1)
- Lista de materiais para construção civilDocumento16 páginasLista de materiais para construção civilMarcos PavanAún no hay calificaciones
- ANPAD FEV 2013 A FEV 2015 PDFDocumento140 páginasANPAD FEV 2013 A FEV 2015 PDFMarcio Akira HaradaAún no hay calificaciones
- Bônus ANPADDocumento36 páginasBônus ANPADMarcos PavanAún no hay calificaciones
- Business Trip Budget1Documento1 páginaBusiness Trip Budget1Marcos PavanAún no hay calificaciones
- Brasil Sustentvel - Perspectivas Nos Mercados de Etanol, Leo e GsDocumento91 páginasBrasil Sustentvel - Perspectivas Nos Mercados de Etanol, Leo e GsMarcos PavanAún no hay calificaciones
- Icatu Vanguarda Inflação Longa Renda FixaDocumento1 páginaIcatu Vanguarda Inflação Longa Renda FixaMarcos PavanAún no hay calificaciones
- HH Proposta BrookfieldDocumento20 páginasHH Proposta BrookfieldMarcos PavanAún no hay calificaciones
- Estratégias de Lançamento para Construção de ListaDocumento24 páginasEstratégias de Lançamento para Construção de ListaGuilhermeDeOliveiraSantos100% (1)
- Consultoria Financeira: Uma oportunidade de negócio em franquiaDocumento91 páginasConsultoria Financeira: Uma oportunidade de negócio em franquiaMarcos PavanAún no hay calificaciones
- Ebook Os 10 Habitos de Sucesso Dos Investidores em Valor PDFDocumento17 páginasEbook Os 10 Habitos de Sucesso Dos Investidores em Valor PDFluish19832679Aún no hay calificaciones
- Biogás - OnuDocumento157 páginasBiogás - OnuPolliana Rodrigues MoreiraAún no hay calificaciones
- Netzsch CatalogoDocumento6 páginasNetzsch CatalogoMarcos PavanAún no hay calificaciones
- Como Usar PostmixDocumento15 páginasComo Usar PostmixGuilherme Henrique Silva CoutoAún no hay calificaciones
- Conversão CAPEXDocumento1 páginaConversão CAPEXMarcos PavanAún no hay calificaciones
- Guia Definitivo Como Selecionar Pagadoras DividendosDocumento1 páginaGuia Definitivo Como Selecionar Pagadoras DividendosHugo DinizAún no hay calificaciones
- Catálogo de Purgadores e Acessórios Spirax SarcoDocumento499 páginasCatálogo de Purgadores e Acessórios Spirax SarcoMarcos Pavan100% (1)
- Imper Me Abi Liza CaoDocumento7 páginasImper Me Abi Liza CaoMarcos PavanAún no hay calificaciones
- Manual de Soda Caustica: Operação Eficiente. Operação Com SegurançaDocumento28 páginasManual de Soda Caustica: Operação Eficiente. Operação Com SegurançaBruno Marcelo CcbAún no hay calificaciones
- Apostila Matemática Financeira - Básica - Concurso CEF-2012 - 2Documento96 páginasApostila Matemática Financeira - Básica - Concurso CEF-2012 - 2vylsaoAún no hay calificaciones
- Contabilidade I exercíciosDocumento3 páginasContabilidade I exercíciosrafaelcassalatiAún no hay calificaciones
- Apostila CGADocumento37 páginasApostila CGARicardo HondaAún no hay calificaciones
- Gabarito Lista 2b1Documento16 páginasGabarito Lista 2b1Rmb90100% (1)
- Amatbas Cap2 Versao 3 1Documento29 páginasAmatbas Cap2 Versao 3 1Equipe Gabaritocerto100% (1)
- Planejamento e controle em obras verticaisDocumento7 páginasPlanejamento e controle em obras verticaisMarcio AlyssonAún no hay calificaciones
- Questões Comentadas de Matemática Financeira Aula 00Documento12 páginasQuestões Comentadas de Matemática Financeira Aula 00Fabrício FreitasAún no hay calificaciones
- Relação Custo X Volume X LucroDocumento4 páginasRelação Custo X Volume X LucroNamelezz100% (1)
- Plano de expansão do Burger KingDocumento9 páginasPlano de expansão do Burger KingGabrielAún no hay calificaciones
- Manual Ufcd Empresa ComercialDocumento46 páginasManual Ufcd Empresa Comercialmagma_pt9888Aún no hay calificaciones
- Revisão - MicroeconomiaDocumento6 páginasRevisão - MicroeconomiaPedro AlencarAún no hay calificaciones
- A Grande Crise de 1929Documento3 páginasA Grande Crise de 1929Anonymous 6TklKxaQAún no hay calificaciones
- Como Escolher Os Melhores Fiis PDFDocumento47 páginasComo Escolher Os Melhores Fiis PDFThiago WillianAún no hay calificaciones
- Aplicação Da Metodologia Seis Sigma para Diminuir o Retrabalho emDocumento20 páginasAplicação Da Metodologia Seis Sigma para Diminuir o Retrabalho emDouglasAún no hay calificaciones
- Motivos Da Decadência Do Sistema Ferroviário BrasileiroDocumento3 páginasMotivos Da Decadência Do Sistema Ferroviário BrasileiroHeloisa DotaAún no hay calificaciones
- Manual - EmpréstimoDocumento59 páginasManual - EmpréstimoMarcosSilvaAún no hay calificaciones
- Economia empresarial - atividade aula 02Documento4 páginasEconomia empresarial - atividade aula 02Nágela IaneAún no hay calificaciones
- 07 Orçamentos Rev10fev14 PDFDocumento31 páginas07 Orçamentos Rev10fev14 PDFfrandiogo76Aún no hay calificaciones
- O gozo do capital: a relação de Patinhas com o objeto de seu desejoDocumento3 páginasO gozo do capital: a relação de Patinhas com o objeto de seu desejoburfzAún no hay calificaciones
- Estatística Econômica II - Lista de Exercícios #1Documento4 páginasEstatística Econômica II - Lista de Exercícios #1Walacy Maciel'Aún no hay calificaciones
- Capítulo 4 - Expectativas e Satisfação Dos ClientesDocumento6 páginasCapítulo 4 - Expectativas e Satisfação Dos ClientesMarcos Vinicius TorsaniAún no hay calificaciones
- 1 Lista de ExercíciosDocumento20 páginas1 Lista de ExercíciosLaís Almeida HondaAún no hay calificaciones
- Relação de Empresas Cadastradas Que Não Possuem Atividade de Transporte Rodoviario de CargasDocumento79 páginasRelação de Empresas Cadastradas Que Não Possuem Atividade de Transporte Rodoviario de CargasLeonardo Diniz de LimaAún no hay calificaciones
- Franquias de Financeira para Venda de EmpréstimosDocumento3 páginasFranquias de Financeira para Venda de EmpréstimosSâmia Kelly AraújoAún no hay calificaciones