También podría gustarte
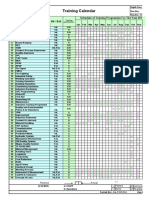
- Training CalanderDocumento2 páginasTraining CalanderMahendra KakdeAún no hay calificaciones
- 9 Focused Ion Beam MicrosDocumento28 páginas9 Focused Ion Beam MicrosPrashant VermaAún no hay calificaciones
- ZN Ni PlatingDocumento32 páginasZN Ni Plating3D MESH100% (1)
- The White BookDocumento554 páginasThe White Bookrogerio pinheiroAún no hay calificaciones
- 3 Year Marketing Plan for Harley Davidson in the UKDocumento9 páginas3 Year Marketing Plan for Harley Davidson in the UKkherasiddharthAún no hay calificaciones
- Microbial-Influenced Corrosion (MIC) On An 18 In. API 5L X52 TrunklineDocumento9 páginasMicrobial-Influenced Corrosion (MIC) On An 18 In. API 5L X52 TrunklinePiranha TourniquetAún no hay calificaciones
- SAP ISU InformationDocumento5 páginasSAP ISU InformationSuhas Misal100% (1)
- Zinc Silicate or Zinc Epoxy As The Preferred High Performance Pri PDFDocumento10 páginasZinc Silicate or Zinc Epoxy As The Preferred High Performance Pri PDFAi Ha100% (1)
- Pt. Rekayasa Industri: Subcontractor Hse Key Performance Indicator Health Safety & EnvironmentDocumento5 páginasPt. Rekayasa Industri: Subcontractor Hse Key Performance Indicator Health Safety & EnvironmentDondy Zobitana100% (1)
- Silicon On Insulator TechnologyDocumento32 páginasSilicon On Insulator TechnologyJayanth bemesettyAún no hay calificaciones
- ICT BlocksDocumento16 páginasICT Blocksnextlink80Aún no hay calificaciones
- TVL EMPOWERMENT TECHNOLOGIES-Q4-M6 - JANETH PINEDADocumento15 páginasTVL EMPOWERMENT TECHNOLOGIES-Q4-M6 - JANETH PINEDAKlaris Reyes88% (8)
- Ee2254 Lica QBDocumento0 páginasEe2254 Lica QBnjparAún no hay calificaciones
- Prevention of Copper Corrosion On post-FIB Wet Stained Sample Using UVDocumento7 páginasPrevention of Copper Corrosion On post-FIB Wet Stained Sample Using UVHerda CahyaningrumAún no hay calificaciones
- 1 s2.0 S0925838819339465 MainDocumento11 páginas1 s2.0 S0925838819339465 MainNguyen Trung HuyAún no hay calificaciones
- Advanced Science - 2019 - Luan - Plasma Strengthened Lithiophilicity of Copper Oxide Nanosheet Decorated Cu Foil For StableDocumento10 páginasAdvanced Science - 2019 - Luan - Plasma Strengthened Lithiophilicity of Copper Oxide Nanosheet Decorated Cu Foil For Stable13408169705Aún no hay calificaciones
- High permeability permalloy electroplating for MEMSDocumento5 páginasHigh permeability permalloy electroplating for MEMSkohli mayankAún no hay calificaciones
- In-Situ Production of Hydrogen Peroxide in An Ion-Exchange Membrane CellDocumento4 páginasIn-Situ Production of Hydrogen Peroxide in An Ion-Exchange Membrane Cellsivas54Aún no hay calificaciones
- Advanced Materials - 2022 - Zhu - A Molecular Sieve Electrolyte Membrane Enables Separator Free Zinc Batteries WithDocumento9 páginasAdvanced Materials - 2022 - Zhu - A Molecular Sieve Electrolyte Membrane Enables Separator Free Zinc Batteries WithSantiago EdingerAún no hay calificaciones
- Hydrothermal Synthesis of Nanofibrous Bismuth Vanadate: 850 Chemistry Letters Vol.34, No.6 (2005)Documento2 páginasHydrothermal Synthesis of Nanofibrous Bismuth Vanadate: 850 Chemistry Letters Vol.34, No.6 (2005)Văn KhuêAún no hay calificaciones
- Alternate Metal Finishes for Wire Bonding and SolderingDocumento9 páginasAlternate Metal Finishes for Wire Bonding and SolderingMuhd HasbulAún no hay calificaciones
- CMOS Fabrication OverviewDocumento2 páginasCMOS Fabrication OverviewRaul Arturo Samaniego TelloAún no hay calificaciones
- Structured Silicon Anodes For Lithium Battery ApplicationsDocumento5 páginasStructured Silicon Anodes For Lithium Battery ApplicationsRafaelAún no hay calificaciones
- 1 s2.0 S0010938X22005376 MainDocumento11 páginas1 s2.0 S0010938X22005376 MainOscar Rosa MattosAún no hay calificaciones
- 2019 CIGRE-IEC 2019 ConferenceDocumento10 páginas2019 CIGRE-IEC 2019 ConferencetdropulicAún no hay calificaciones
- 10 Ict SoiDocumento27 páginas10 Ict SoiCyrille MagdiAún no hay calificaciones
- Abbott ASV 2009Documento7 páginasAbbott ASV 2009juanpablo bohorquez ricoAún no hay calificaciones
- Fabrication of Arbitraily Narrow Vertical Dielectric Slots in Silicon WaveguidesDocumento4 páginasFabrication of Arbitraily Narrow Vertical Dielectric Slots in Silicon Waveguidesjames byersAún no hay calificaciones
- Water-Cooled Stator Windings Copper Oxide IssuesDocumento6 páginasWater-Cooled Stator Windings Copper Oxide Issues賴明宏Aún no hay calificaciones
- Three-Dimensional Nanostructure Fabrication by Focused-Ion-Beam Chemical-Vapor-DepositionDocumento33 páginasThree-Dimensional Nanostructure Fabrication by Focused-Ion-Beam Chemical-Vapor-DepositionGeoffrey MooreAún no hay calificaciones
- Effect of Electrodeposition Parameters On Morphology of Copper Thin FilmsDocumento7 páginasEffect of Electrodeposition Parameters On Morphology of Copper Thin FilmsIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalAún no hay calificaciones
- Advanced Energy Materials - 2021 - Yan - Ultrafast Zinc Ion Conductor Interface Toward High Rate and Stable Zinc MetalDocumento9 páginasAdvanced Energy Materials - 2021 - Yan - Ultrafast Zinc Ion Conductor Interface Toward High Rate and Stable Zinc MetalattackonzhangAún no hay calificaciones
- Microstructure Evolution and Mechanical Behavior of Al-Li Alloy Fabricated by Laser Melting Deposition TechniqueDocumento8 páginasMicrostructure Evolution and Mechanical Behavior of Al-Li Alloy Fabricated by Laser Melting Deposition TechniqueRaistlin1Aún no hay calificaciones
- Vlsi - CHP04Documento16 páginasVlsi - CHP04feki2607Aún no hay calificaciones
- Study of Electrical Conductivity of Lithium Borate Ionically Conducting GlassesDocumento4 páginasStudy of Electrical Conductivity of Lithium Borate Ionically Conducting GlassesInternational Journal of Innovations in Engineering and ScienceAún no hay calificaciones
- Fabrication and Characterization of Vertically Stacked Gate-Ail-Around Si Nanowire Fet ArraysDocumento4 páginasFabrication and Characterization of Vertically Stacked Gate-Ail-Around Si Nanowire Fet ArraysRàhuł MathiasAún no hay calificaciones
- Review LiNbO3 ModulatorsDocumento15 páginasReview LiNbO3 Modulatorsmarcochiarini191067Aún no hay calificaciones
- Gate Induced Drain Leakage For Ultra Thin MOSFET Devices Using SilvacoDocumento2 páginasGate Induced Drain Leakage For Ultra Thin MOSFET Devices Using Silvacosiddhant gangwalAún no hay calificaciones
- ISBScale Buster English2011Documento8 páginasISBScale Buster English2011Constantin PopaAún no hay calificaciones
- Breaking The 11 KWH/KG Al Barrier: M. Dupuis, GenisimDocumento5 páginasBreaking The 11 KWH/KG Al Barrier: M. Dupuis, GenisimMarc DupuisAún no hay calificaciones
- Varistor Properties Affected by Sintering TemperatureDocumento20 páginasVaristor Properties Affected by Sintering TemperatureFarr Farah0% (1)
- Bio-Functionalization of Silicon Nitride-Based Piezo-Resistive MicrocantileversDocumento7 páginasBio-Functionalization of Silicon Nitride-Based Piezo-Resistive MicrocantileversNitin KaleAún no hay calificaciones
- Soon To A: Reliability of Optical Fibres Impact On Cable DesignDocumento6 páginasSoon To A: Reliability of Optical Fibres Impact On Cable DesignHakimHabibiAún no hay calificaciones
- Chemical Mechanical Planarization of Patterned InP in Shallow TrenchDocumento5 páginasChemical Mechanical Planarization of Patterned InP in Shallow TrenchitaloxyyAún no hay calificaciones
- Shankar 2007Documento12 páginasShankar 2007Nassar Al-EssawiAún no hay calificaciones
- Failure Analysis of An Onshore Pipeline in Petroleum IndustryDocumento9 páginasFailure Analysis of An Onshore Pipeline in Petroleum Industrypesanpesta IDAún no hay calificaciones
- A Review Ofelectroless Gold Deposition Processes: Hassan O. and Ian R.A. ChristieDocumento10 páginasA Review Ofelectroless Gold Deposition Processes: Hassan O. and Ian R.A. ChristieLuca BrunoAún no hay calificaciones
- 2003 Improved Independent Gate N-Type Finfet Fabrication and CharcterizationDocumento3 páginas2003 Improved Independent Gate N-Type Finfet Fabrication and CharcterizationeleenaamohapatraAún no hay calificaciones
- Tin Processes For Highest Productivity and With Exceptional Throwing PowerDocumento18 páginasTin Processes For Highest Productivity and With Exceptional Throwing PowerHanim SuiebAún no hay calificaciones
- Tin Processes For Highest Productivity and With Exceptional Throwing Power PDFDocumento18 páginasTin Processes For Highest Productivity and With Exceptional Throwing Power PDFHANIMAún no hay calificaciones
- A New Metallurgical Process For The Ductile Iron FoundryDocumento2 páginasA New Metallurgical Process For The Ductile Iron FoundryvkhavateAún no hay calificaciones
- X52 HidrogenDocumento8 páginasX52 Hidrogenjhon ortizAún no hay calificaciones
- Amru Daulay, Andriayani, Marpongahtun, Saharman Gea, TamrinDocumento8 páginasAmru Daulay, Andriayani, Marpongahtun, Saharman Gea, TamrinAmru DaulayAún no hay calificaciones
- EC1313 Two Marks Linear Integrated CircuitsDocumento11 páginasEC1313 Two Marks Linear Integrated Circuitsmoney_kandan2004Aún no hay calificaciones
- Silver Paste For DSCC Solar CellDocumento30 páginasSilver Paste For DSCC Solar CellAkshay BhavsarAún no hay calificaciones
- Influence of Flux Composition on Weld Microstructure and InclusionsDocumento11 páginasInfluence of Flux Composition on Weld Microstructure and InclusionsRaviTeja BhamidiAún no hay calificaciones
- Selective Laser Should MeltingDocumento10 páginasSelective Laser Should MeltingAli MousaviAún no hay calificaciones
- Passivation: Corrosion ProtectionDocumento51 páginasPassivation: Corrosion ProtectiondangminhAún no hay calificaciones
- Studyof Weld Bead Propertiesin Shallow Depth Underwater Wet Weldingusing DOEDocumento12 páginasStudyof Weld Bead Propertiesin Shallow Depth Underwater Wet Weldingusing DOE0472nachu45Aún no hay calificaciones
- Comprehensive Study of Deuterium-Induced Effects in Austenitic Stainless Steel AISI 304LDocumento11 páginasComprehensive Study of Deuterium-Induced Effects in Austenitic Stainless Steel AISI 304LNur hikmahAún no hay calificaciones
- Time-Dependent_Dielectric_Breakdown_of_Commercial_1.2_kV_4H-SiC_Power_MOSFETsDocumento7 páginasTime-Dependent_Dielectric_Breakdown_of_Commercial_1.2_kV_4H-SiC_Power_MOSFETsLiana DimaAún no hay calificaciones
- G - Note3 - The Continuous Electroplating Process ForDocumento4 páginasG - Note3 - The Continuous Electroplating Process Formàrio ferreiraAún no hay calificaciones
- M Group: Linear Integrated Circuits (Ec1313) IC FabricationDocumento17 páginasM Group: Linear Integrated Circuits (Ec1313) IC Fabricationscribdm100% (1)
- Laser Technology: Applications in Adhesion and Related AreasDe EverandLaser Technology: Applications in Adhesion and Related AreasAún no hay calificaciones
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)De EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)Aún no hay calificaciones
- 977 981 PDFDocumento5 páginas977 981 PDFDedekAún no hay calificaciones
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocumento33 páginasWorld's Largest Science, Technology & Medicine Open Access Book PublisherDedekAún no hay calificaciones
- 2014 Microscopy Electrondetector PDFDocumento13 páginas2014 Microscopy Electrondetector PDFDedekAún no hay calificaciones
- 2014 Microscopy Electrondetector PDFDocumento13 páginas2014 Microscopy Electrondetector PDFDedekAún no hay calificaciones
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocumento33 páginasWorld's Largest Science, Technology & Medicine Open Access Book PublisherDedekAún no hay calificaciones
- Introduction To EM by FEIDocumento40 páginasIntroduction To EM by FEIDedekAún no hay calificaciones
- Tem Sample PrepDocumento9 páginasTem Sample PrepDedekAún no hay calificaciones
- Poly Buyers Guide 2021 enDocumento20 páginasPoly Buyers Guide 2021 enraghuramAún no hay calificaciones
- Empirical ReviewDocumento10 páginasEmpirical ReviewOkechukwu LovedayAún no hay calificaciones
- Mid-Market Enterprises: Enabling and Protecting GrowthDocumento6 páginasMid-Market Enterprises: Enabling and Protecting GrowthMoidin AfsanAún no hay calificaciones
- Casio G-Shock O-Ring Gbx-100 Gbx-100ki Gbx-100ns Gbx-100ns Case Back Gasket EbayDocumento1 páginaCasio G-Shock O-Ring Gbx-100 Gbx-100ki Gbx-100ns Gbx-100ns Case Back Gasket EbayJason 07Aún no hay calificaciones
- Henry Tam CaseDocumento5 páginasHenry Tam CasePiyush Malani0% (1)
- HRM HPCL NewDocumento14 páginasHRM HPCL NewYaramala Sai Venkata Rami ReddyAún no hay calificaciones
- SAP Interview QuestionsDocumento4 páginasSAP Interview QuestionsAmaranathreddy YgAún no hay calificaciones
- Illovo Sugar Malawi PLC 2022 Annual ReportDocumento85 páginasIllovo Sugar Malawi PLC 2022 Annual ReportdeeAún no hay calificaciones
- Amir Salman RizwanDocumento73 páginasAmir Salman RizwanSaad ArshadAún no hay calificaciones
- Chapter 12: Tax Deduction at Source and Introduction To Tax Collection Practice QuestionsDocumento11 páginasChapter 12: Tax Deduction at Source and Introduction To Tax Collection Practice QuestionsNaimish AbhangiAún no hay calificaciones
- Airbnb Case Study Individual Assignment-2 Akshaya Lakshminarasimhan BL - BU.P2MBA19008Documento9 páginasAirbnb Case Study Individual Assignment-2 Akshaya Lakshminarasimhan BL - BU.P2MBA19008Akshaya LakshminarasimhanAún no hay calificaciones
- 7 P's OF EDUCATION INDUSTRYDocumento9 páginas7 P's OF EDUCATION INDUSTRYSandeep Singh0% (1)
- Oracle Concepts and Architecture Database StructuresDocumento102 páginasOracle Concepts and Architecture Database StructuresPallavi KirtaneAún no hay calificaciones
- Inv 20-21 127878Documento1 páginaInv 20-21 127878ayyappadasAún no hay calificaciones
- Accounting Activity 6Documento2 páginasAccounting Activity 6Kae Abegail GarciaAún no hay calificaciones
- IOA Constitution AmendedDocumento37 páginasIOA Constitution AmendedDr. Sanjay ChaturvediAún no hay calificaciones
- WAH Ergonomics Application Form-CompletedDocumento3 páginasWAH Ergonomics Application Form-CompletedThe Disruptive HackahAún no hay calificaciones
- Part B FinalDocumento7 páginasPart B FinalPeruriHarishAún no hay calificaciones
- FinalSOCSC12 SYLLABUS August 14 2023Documento6 páginasFinalSOCSC12 SYLLABUS August 14 2023リキ西村Aún no hay calificaciones
- Hexagon PPM Caesar II Fundamentals Info Sheet 1Documento2 páginasHexagon PPM Caesar II Fundamentals Info Sheet 1Muhammad Zahir ShahAún no hay calificaciones
- Online Transfer Claim FormDocumento2 páginasOnline Transfer Claim FormAshit RoyAún no hay calificaciones
- Abcd Bfsi GHDocumento13 páginasAbcd Bfsi GHAftab ShaikhAún no hay calificaciones
- Wholesale FBA Proposal TemplateDocumento5 páginasWholesale FBA Proposal Templateneeraj punjwaniAún no hay calificaciones