También podría gustarte
- CB Model Gearbox RebuildDocumento7 páginasCB Model Gearbox RebuildChen VuiAún no hay calificaciones
- Web QCGBDocumento19 páginasWeb QCGBpramponiAún no hay calificaciones
- Pembuatan Dan Perencanaan GriderDocumento15 páginasPembuatan Dan Perencanaan GriderErwan AchmadyaniAún no hay calificaciones
- Manufacturing Process For CollarDocumento5 páginasManufacturing Process For CollarRenier MoolmanAún no hay calificaciones
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallDe EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallCalificación: 4 de 5 estrellas4/5 (8)
- Home Built 17" Vertical Bandsaw.: PreambleDocumento42 páginasHome Built 17" Vertical Bandsaw.: PreamblekokoAún no hay calificaciones
- Alfasud 8v EngineDocumento6 páginasAlfasud 8v EngineAlexandru IonescuAún no hay calificaciones
- Piston Skirt ClearanceDocumento5 páginasPiston Skirt ClearanceJose CencičAún no hay calificaciones
- Micro MouseDocumento9 páginasMicro Mousesammir135Aún no hay calificaciones
- AWD ConversionDocumento121 páginasAWD ConversionDj Stretch KenyaAún no hay calificaciones
- Scooter Tuning GuideDocumento22 páginasScooter Tuning GuideCarlos Simões100% (5)
- Puma Race Engines - Cylinder Head Modifications - Part 1: Valve SeatsDocumento4 páginasPuma Race Engines - Cylinder Head Modifications - Part 1: Valve SeatsRobert DennisAún no hay calificaciones
- Building A Killer Hybrid Steering Axle V4 - FiguresRelatedToPicsDocumento6 páginasBuilding A Killer Hybrid Steering Axle V4 - FiguresRelatedToPicsRyan ConnorAún no hay calificaciones
- Cone Pulley Design: by R. G. Sparber 02/10/2008 Copyleft Protects This DocumentDocumento4 páginasCone Pulley Design: by R. G. Sparber 02/10/2008 Copyleft Protects This DocumentSoumya PrasadAún no hay calificaciones
- Front End Rebuild On Our Ford Ranger - Trucks, Truck Accessories & Mods - Wander The WestDocumento16 páginasFront End Rebuild On Our Ford Ranger - Trucks, Truck Accessories & Mods - Wander The Westcountry boyAún no hay calificaciones
- Build Your Own TurbineDocumento16 páginasBuild Your Own TurbineJack D'Roca100% (5)
- How To Build A Mini ChopperDocumento25 páginasHow To Build A Mini ChopperAshleigh Kuykendall50% (2)
- Internship PPT at High TechDocumento19 páginasInternship PPT at High TechDaksh SirohiAún no hay calificaciones
- King Quad 700 Tips 101 Ver 1.2Documento36 páginasKing Quad 700 Tips 101 Ver 1.2Andy House100% (1)
- Improving The Gearshift Feel in An SW20.: Part OneDocumento13 páginasImproving The Gearshift Feel in An SW20.: Part OnePoubelleAún no hay calificaciones
- Synopsis On Go KartDocumento9 páginasSynopsis On Go KartShubham PuriAún no hay calificaciones
- Drveni VolanDocumento68 páginasDrveni Volandishaka30Aún no hay calificaciones
- DIY Turbo Manifold DesignDocumento14 páginasDIY Turbo Manifold DesignAntonio BerthfieldAún no hay calificaciones
- Report Jig and Fixture (Surface Grinding)Documento33 páginasReport Jig and Fixture (Surface Grinding)Shahrul Niezam100% (1)
- GT2000 TurbineplansDocumento27 páginasGT2000 TurbineplansSzabolcs Szalai100% (1)
- xr650r Horsepower ModsDocumento7 páginasxr650r Horsepower ModsJustin SwickAún no hay calificaciones
- New Hemi Engines 2003 to Present: How to Build Max PerformanceDe EverandNew Hemi Engines 2003 to Present: How to Build Max PerformanceAún no hay calificaciones
- Lada Niva Dakar Preparation Part2Documento16 páginasLada Niva Dakar Preparation Part2Claudio MoranteAún no hay calificaciones
- A Grinding SpindleDocumento4 páginasA Grinding Spindlewillows300Aún no hay calificaciones
- Reader CheetahDocumento9 páginasReader CheetahNicklas Vibæk100% (1)
- Deciding To Build A Type 1 Performance EngineDocumento10 páginasDeciding To Build A Type 1 Performance EngineRobert DennisAún no hay calificaciones
- Senior ProjectDocumento15 páginasSenior Projectapi-735723488Aún no hay calificaciones
- Engineering Studies Report - Yr9 2015Documento5 páginasEngineering Studies Report - Yr9 2015Three Went DownAún no hay calificaciones
- Mech 351 El Tigre ProjectDocumento6 páginasMech 351 El Tigre ProjectManolis PapanagiotouAún no hay calificaciones
- TIP 27 - Cutting Bevel Gears On A Sherline CNC/David LehrianDocumento8 páginasTIP 27 - Cutting Bevel Gears On A Sherline CNC/David Lehriantapas ranjan jenaAún no hay calificaciones
- Gear Manufacturing To TeachDocumento44 páginasGear Manufacturing To Teachvijchoudhary16Aún no hay calificaciones
- Baja Design ReportDocumento9 páginasBaja Design ReportRishi KumarAún no hay calificaciones
- Baja Design Report PDFDocumento9 páginasBaja Design Report PDFZubair HussainAún no hay calificaciones
- Aprilia RS125 Dispelling MythsDocumento7 páginasAprilia RS125 Dispelling MythsEdu Cernadas MíguezAún no hay calificaciones
- Home Shop Machinist's Gears GuideDocumento8 páginasHome Shop Machinist's Gears Guidegaragepunkfan100% (1)
- Ralph Patterson Speed Reducer 2Documento27 páginasRalph Patterson Speed Reducer 2kokiskoAún no hay calificaciones
- Como Construir Uma Mini ChopperDocumento25 páginasComo Construir Uma Mini Chopperjefersonjaj100% (2)
- Chassis Design Analysis AssignmentDocumento6 páginasChassis Design Analysis AssignmentEddie HimselfAún no hay calificaciones
- Figure 7.1 - Fearon's Final Gripper DesignDocumento8 páginasFigure 7.1 - Fearon's Final Gripper Designpatricks01_22Aún no hay calificaciones
- Let's Build A Can Stirling Engine: Step 1 - Material Preparation and StructureDocumento3 páginasLet's Build A Can Stirling Engine: Step 1 - Material Preparation and StructurebioriskAún no hay calificaciones
- Next Page: Home New Project Title Page Chassis (Page 3)Documento33 páginasNext Page: Home New Project Title Page Chassis (Page 3)Eden AleixoAún no hay calificaciones
- MinitrixK4Overhaul Revision 2Documento36 páginasMinitrixK4Overhaul Revision 2acuarelitoAún no hay calificaciones
- ProjectDocumento21 páginasProjectzaheer bhAún no hay calificaciones
- XRAY XT8 - 2009 Specs Review in Radio Race Car (UK) - NEWDocumento6 páginasXRAY XT8 - 2009 Specs Review in Radio Race Car (UK) - NEWtxrxrsAún no hay calificaciones
- Building The Better Half VW Engine (-Mostly-) : DisclaimerDocumento7 páginasBuilding The Better Half VW Engine (-Mostly-) : Disclaimerdarkriderchat5856Aún no hay calificaciones
- Getrag En1 PDFDocumento6 páginasGetrag En1 PDFBen MuisAún no hay calificaciones
- Rearend Narrowing Tips - Ebay VersionDocumento9 páginasRearend Narrowing Tips - Ebay VersionJeff Calkins80% (5)
- DIY Throttle-TamerDocumento4 páginasDIY Throttle-TameracifscribdAún no hay calificaciones
- Cycle Car With Moto WheelDocumento83 páginasCycle Car With Moto Wheelsapientwon7712100% (1)
- Delo Protection For Agricultural Equipment: Engine Crankcase Hydraulic SystemDocumento1 páginaDelo Protection For Agricultural Equipment: Engine Crankcase Hydraulic SystemflyinzeskyAún no hay calificaciones
- Population Balance Modelling To Describe The Particle Aggregation Process: A ReviewDocumento18 páginasPopulation Balance Modelling To Describe The Particle Aggregation Process: A ReviewAlexander FierroAún no hay calificaciones
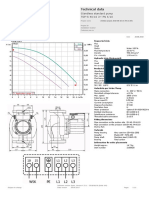
- BOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Documento1 páginaBOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Sebastian FuentesAún no hay calificaciones
- Handout CHE F343Documento3 páginasHandout CHE F343Aryan ShuklaAún no hay calificaciones
- Solving Problems On Projectiles PDFDocumento4 páginasSolving Problems On Projectiles PDFVenkata Allamsetty100% (1)
- B62 0030 (Rev. E 2008.03) EN - THERMOPLASTIC, THERMOSETTING MATERIALS, THERMOPLASTIC ELASTOMERS AND RUBBERS - SPECIFICATIONSDocumento15 páginasB62 0030 (Rev. E 2008.03) EN - THERMOPLASTIC, THERMOSETTING MATERIALS, THERMOPLASTIC ELASTOMERS AND RUBBERS - SPECIFICATIONSDiego CamargoAún no hay calificaciones
- European Codes - Steel Design To Eurocode 3 (EN 1993-1-1:2005)Documento16 páginasEuropean Codes - Steel Design To Eurocode 3 (EN 1993-1-1:2005)Nicoleta cristianAún no hay calificaciones
- GW Model 4 PDFDocumento16 páginasGW Model 4 PDFJack Correia100% (1)
- Design of Shells (Example Problem)Documento5 páginasDesign of Shells (Example Problem)AkarshGowdaAún no hay calificaciones
- Asme Y14.32.1m - 1994Documento17 páginasAsme Y14.32.1m - 1994achmadnureddin8228Aún no hay calificaciones
- Tsubaki Emerson Gearmotor HypoidDocumento228 páginasTsubaki Emerson Gearmotor HypoidDillan Stwart Quintero ParraAún no hay calificaciones
- MGT Turbec t100 CCDocumento28 páginasMGT Turbec t100 CCDk DamoAún no hay calificaciones
- Bearing Nomenclature Housing NomenclatureDocumento7 páginasBearing Nomenclature Housing NomenclatureRajmohan KushwahaAún no hay calificaciones
- PEH A2-A6 Process Controller Serv Man 0740801006Documento70 páginasPEH A2-A6 Process Controller Serv Man 0740801006Mário Silva100% (1)
- C Rollway PDFDocumento16 páginasC Rollway PDFoxonoerAún no hay calificaciones
- Screw Type - Elite Air CompressorDocumento1 páginaScrew Type - Elite Air Compressorimron rosyadiAún no hay calificaciones
- GS Ep PVV 146Documento8 páginasGS Ep PVV 146SangaranAún no hay calificaciones
- Robex 210LC 7 Manual de Partes PDFDocumento1312 páginasRobex 210LC 7 Manual de Partes PDFmohammed barghothiAún no hay calificaciones
- A Seminar Report On Water Cooled ChillerDocumento15 páginasA Seminar Report On Water Cooled ChillerSudip Sharma100% (3)
- Confined Concrete Models PDFDocumento4 páginasConfined Concrete Models PDFTushar SawaseAún no hay calificaciones
- Experiment 3 - Flow Over Supersonic AirfoilDocumento14 páginasExperiment 3 - Flow Over Supersonic AirfoilSanthosh KumarAún no hay calificaciones
- Eto na-Uniform-Accelerated-Motion-lessonDocumento22 páginasEto na-Uniform-Accelerated-Motion-lessonJackiequeencess TentadoAún no hay calificaciones
- Cylinder Head - Install: Desarmado y ArmadoDocumento4 páginasCylinder Head - Install: Desarmado y ArmadoDavid Apaza HurtadoAún no hay calificaciones
- 330B Excavator Hydraulic Variable Gauge Undercarriage Hydraulic Systems - AttachmentDocumento2 páginas330B Excavator Hydraulic Variable Gauge Undercarriage Hydraulic Systems - Attachmentnilton acAún no hay calificaciones
- Mos Mid Question BankDocumento24 páginasMos Mid Question BankJohny SkAún no hay calificaciones
- Seamless Dimensional Range: Wall ThicknessDocumento1 páginaSeamless Dimensional Range: Wall ThicknessFilipAún no hay calificaciones
- QAQC Weekly Report (14072017)Documento15 páginasQAQC Weekly Report (14072017)Namta GeorgeAún no hay calificaciones
- G3500C and G3500E Generator Sets-Maintenance IntervalsDocumento73 páginasG3500C and G3500E Generator Sets-Maintenance Intervalspedropablo1100% (6)
- Gears and Gear TrainsDocumento127 páginasGears and Gear TrainsVikki KotaAún no hay calificaciones
- C15 Acert Spec SheetDocumento4 páginasC15 Acert Spec SheetMalasquez Leon XavierAún no hay calificaciones