También podría gustarte
- Hazard And Risk Analysis A Complete Guide - 2020 EditionDe EverandHazard And Risk Analysis A Complete Guide - 2020 EditionAún no hay calificaciones
- Software Obsolescence A Clear and Concise ReferenceDe EverandSoftware Obsolescence A Clear and Concise ReferenceAún no hay calificaciones
- SPE 87242 Underbalanced Drilling With Coiled TubingDocumento6 páginasSPE 87242 Underbalanced Drilling With Coiled Tubingswaala4realAún no hay calificaciones
- 4 - SIL TrainingDocumento23 páginas4 - SIL TrainingNGUYEN HUU TUANAún no hay calificaciones
- Medco Rig Schedule 2011 Rev2 24sep'10Documento6 páginasMedco Rig Schedule 2011 Rev2 24sep'10panjiandriAún no hay calificaciones
- The Value of 3d Seismic in TodayDocumento13 páginasThe Value of 3d Seismic in TodayMikhail LópezAún no hay calificaciones
- Digital Management of Oil FieldsDocumento32 páginasDigital Management of Oil FieldsFlavio Fonte100% (3)
- Ontrak SpecsDocumento2 páginasOntrak SpecstheislandboyAún no hay calificaciones
- 024 - Competence Requirements For Drilling and WellDocumento14 páginas024 - Competence Requirements For Drilling and WellAminAún no hay calificaciones
- Applying Modified HAZOPs to Well TestingDocumento1 páginaApplying Modified HAZOPs to Well TestingHakim YahiaouiAún no hay calificaciones
- SafeVision Standalone v.2.0 GuideDocumento55 páginasSafeVision Standalone v.2.0 GuideermaiezAún no hay calificaciones
- Taufiq Saidin, PetrofacDocumento17 páginasTaufiq Saidin, PetrofacKevin KhooAún no hay calificaciones
- HSE Requirements for Vendors AnnexDocumento50 páginasHSE Requirements for Vendors Annexzizu1234Aún no hay calificaciones
- Otc 15179 MSDocumento10 páginasOtc 15179 MSHafiz AsyrafAún no hay calificaciones
- IMCA-Event-2018-09-27 - Presentation 7 - Understanding Your Limits (Subsea7) PDFDocumento21 páginasIMCA-Event-2018-09-27 - Presentation 7 - Understanding Your Limits (Subsea7) PDFsatrio aryoAún no hay calificaciones
- 2013 SHDocumento88 páginas2013 SHeastAún no hay calificaciones
- HAZOP Analysis of Well Test OperationsDocumento4 páginasHAZOP Analysis of Well Test OperationsMohamed SamirAún no hay calificaciones
- GIS and Petroleum IndustryDocumento16 páginasGIS and Petroleum IndustryTitoSootoAún no hay calificaciones
- Shell General Business PrinciplesDocumento11 páginasShell General Business PrinciplesusrjpfptAún no hay calificaciones
- New Hand Safety Products 2014Documento1 páginaNew Hand Safety Products 2014Project Sales CorpAún no hay calificaciones
- Fire and Gas Mapping SolutionDocumento3 páginasFire and Gas Mapping SolutionGustavo AgudeloAún no hay calificaciones
- API HandbookDocumento60 páginasAPI HandbookKwamina23Aún no hay calificaciones
- Westfield Company Profile Rev3 May2017 (Web)Documento29 páginasWestfield Company Profile Rev3 May2017 (Web)ifiokdomAún no hay calificaciones
- Fiber Optic Sensors for Harsh EnvironmentsDocumento11 páginasFiber Optic Sensors for Harsh EnvironmentsRahul KumarAún no hay calificaciones
- Off Shore Drilling NotesDocumento15 páginasOff Shore Drilling NotesAamir LokhandwalaAún no hay calificaciones
- BP Driving Safety PracticeDocumento16 páginasBP Driving Safety PracticeKama EfendiyevaAún no hay calificaciones
- Current Trends and Design Limitations of Subsea Control HardwareDocumento7 páginasCurrent Trends and Design Limitations of Subsea Control HardwareSusmitha Purnima KotuAún no hay calificaciones
- Safety Alert: Pipe Fall From Skids Resulting in 2 Fatalities - Investigation LessonsDocumento4 páginasSafety Alert: Pipe Fall From Skids Resulting in 2 Fatalities - Investigation LessonskhaledAún no hay calificaciones
- Operational Readiness NotesDocumento346 páginasOperational Readiness Noteszubin orchasAún no hay calificaciones
- Achieving HSE Performance On A Previously Inactive Rig Through Crew Resource Management Approach SPE-185244-MSDocumento7 páginasAchieving HSE Performance On A Previously Inactive Rig Through Crew Resource Management Approach SPE-185244-MSДмитрий SolodAún no hay calificaciones
- Subsea Intervention Hazard Identification - Checklist: Plan ReviewDocumento24 páginasSubsea Intervention Hazard Identification - Checklist: Plan ReviewLuana Pontes GouveiaAún no hay calificaciones
- List of Abbreviations in Oil and Gas Exploration and ProductionDocumento46 páginasList of Abbreviations in Oil and Gas Exploration and ProductionDhanushAún no hay calificaciones
- 1 - Multipart - xF8FF - 2 - Campos Basin Offshore Loading Guidelines For DP Shuttle Tankers Operations - 170403Documento138 páginas1 - Multipart - xF8FF - 2 - Campos Basin Offshore Loading Guidelines For DP Shuttle Tankers Operations - 170403Roger Cam Rib100% (2)
- Simulation Throughout the Life of a ReservoirDocumento12 páginasSimulation Throughout the Life of a ReservoirJakechris SicadAún no hay calificaciones
- The Management of NORM Esidues & NORM Waste TechnologiesDocumento49 páginasThe Management of NORM Esidues & NORM Waste TechnologiesBob SmithAún no hay calificaciones
- BP Oil SpillDocumento10 páginasBP Oil SpillMarcus CambyAún no hay calificaciones
- FEHM Final June 2016Documento96 páginasFEHM Final June 2016Fatchur RizalAún no hay calificaciones
- Chevron LPSADocumento9 páginasChevron LPSAanon_413680978Aún no hay calificaciones
- PCP PresentationDocumento38 páginasPCP PresentationAkol MajookAún no hay calificaciones
- IAGC OGP HSE Geophysical Ops Schedules PlansDocumento84 páginasIAGC OGP HSE Geophysical Ops Schedules PlanselectroscribdAún no hay calificaciones
- DW2005 User GuideDocumento699 páginasDW2005 User GuideRoninAún no hay calificaciones
- Safety Manager FDU Solution NoteDocumento2 páginasSafety Manager FDU Solution Notesultoni ariyantoAún no hay calificaciones
- Saudi Aramco Telecom Equipment InstallationDocumento5 páginasSaudi Aramco Telecom Equipment InstallationaymenmoatazAún no hay calificaciones
- NExT Oil and Gas BrochureDocumento16 páginasNExT Oil and Gas BrochureZul YusufAún no hay calificaciones
- Halliburton Implementing Emerging Technologies PDFDocumento5 páginasHalliburton Implementing Emerging Technologies PDFAnonymous kdCb0o9Aún no hay calificaciones
- PTW #: Location of work:RIG FLOOR Task Description: INSTALL T Piece Supervisor: TBRA #:D-111Documento2 páginasPTW #: Location of work:RIG FLOOR Task Description: INSTALL T Piece Supervisor: TBRA #:D-111DrillerAún no hay calificaciones
- Oil and Gas Industry Safety HazardsDocumento4 páginasOil and Gas Industry Safety HazardsnaveenAún no hay calificaciones
- Std-181-GEOPHYSICAL OPERATIONSDocumento30 páginasStd-181-GEOPHYSICAL OPERATIONSamitAún no hay calificaciones
- Technical ReportDocumento28 páginasTechnical ReporthvananthAún no hay calificaciones
- Digital Oil Field (DOF)Documento2 páginasDigital Oil Field (DOF)Vibhav Prasad MathurAún no hay calificaciones
- Global Digital Oil-Field (DOF) Market Analysis and ForecastDocumento18 páginasGlobal Digital Oil-Field (DOF) Market Analysis and ForecastSanjay MatthewsAún no hay calificaciones
- Guidelines On Minimum Standards For HSE Governance in Joint VenturesDocumento8 páginasGuidelines On Minimum Standards For HSE Governance in Joint VenturesmehranlnjdAún no hay calificaciones
- SubPUMP 2011Documento2 páginasSubPUMP 2011Bealca AdiestamientoAún no hay calificaciones
- Shell Exploration PlanDocumento48 páginasShell Exploration Planeditorial.online100% (1)
- Internship SafetyDocumento34 páginasInternship SafetyDakshit ItaliaAún no hay calificaciones
- ASSET INTEGRITY MANAGEMENT CASE STUDYDocumento27 páginasASSET INTEGRITY MANAGEMENT CASE STUDYsayak banerjeeAún no hay calificaciones
- Sms Gap Analysis Implementation Planning ToolDocumento13 páginasSms Gap Analysis Implementation Planning ToolsmallhausenAún no hay calificaciones
- Triton® XLX 35 Computer ControlDocumento273 páginasTriton® XLX 35 Computer ControlgennaroAún no hay calificaciones
- CaseStudy OptimizingReentryDrillingSaudi 2014 PDFDocumento13 páginasCaseStudy OptimizingReentryDrillingSaudi 2014 PDFАлександр ГераськинAún no hay calificaciones
- Halliburton ExamDocumento7 páginasHalliburton ExamMohamed Nagy78% (9)
- Gas Flaring Data 2013-15Documento2 páginasGas Flaring Data 2013-15Alvaro Andres Blanco GomezAún no hay calificaciones
- Geostatistical Characterization of Reservoir Heterogeneities PDFDocumento2 páginasGeostatistical Characterization of Reservoir Heterogeneities PDFAlvaro Andres Blanco GomezAún no hay calificaciones
- Flow MeasurementDocumento113 páginasFlow Measurementprasathesr100% (1)
- Fiscal Measurement Systems For Hydrocarbon Gas - Norsok StandardDocumento52 páginasFiscal Measurement Systems For Hydrocarbon Gas - Norsok StandardAlvaro Andres Blanco GomezAún no hay calificaciones
- DECC Guidelines - Issue 9.2Documento84 páginasDECC Guidelines - Issue 9.2Suwat PongtepupathumAún no hay calificaciones
- Flow Glossary NELDocumento67 páginasFlow Glossary NELAlvaro Andres Blanco GomezAún no hay calificaciones
- Flow Meter Selection-Craig MarshallDocumento33 páginasFlow Meter Selection-Craig MarshallAlvaro Andres Blanco GomezAún no hay calificaciones
- An - Introduction - To - Flow - Meter - Installation - Effects-GPG-TUV NEL PDFDocumento13 páginasAn - Introduction - To - Flow - Meter - Installation - Effects-GPG-TUV NEL PDFAlvaro Andres Blanco GomezAún no hay calificaciones
- Guide Estimates Flaring and Venting Volumes from Oil and Gas FacilitiesDocumento59 páginasGuide Estimates Flaring and Venting Volumes from Oil and Gas FacilitiesSakhibAún no hay calificaciones
- Monitoring and Reporting of Flare Emissions Under The EU ETS II UK Offshore Oil GasDocumento4 páginasMonitoring and Reporting of Flare Emissions Under The EU ETS II UK Offshore Oil GasAlvaro Andres Blanco GomezAún no hay calificaciones
- Applications of Streamline Simulations To Reservoir StudiesDocumento13 páginasApplications of Streamline Simulations To Reservoir StudiesAlvaro Andres Blanco GomezAún no hay calificaciones
- Bottom-Water Reservoirs, Simulation ApproachDocumento14 páginasBottom-Water Reservoirs, Simulation ApproachAlvaro Andres Blanco GomezAún no hay calificaciones
- Bottom-Water Reservoirs, Simulation ApproachDocumento14 páginasBottom-Water Reservoirs, Simulation ApproachAlvaro Andres Blanco GomezAún no hay calificaciones
- A Holistic Approach To Sand ControlDocumento10 páginasA Holistic Approach To Sand ControlAlvaro Andres Blanco GomezAún no hay calificaciones
- Numerical Simulation of Displacements in Systems Containing A Lens HeterogeneityDocumento7 páginasNumerical Simulation of Displacements in Systems Containing A Lens HeterogeneityAlvaro Andres Blanco GomezAún no hay calificaciones
- Acid Fracturing A Carbonate ReservoirDocumento2 páginasAcid Fracturing A Carbonate ReservoirAlvaro Andres Blanco GomezAún no hay calificaciones
- Effect of Reservoir Heterogeneity On SAGDDocumento8 páginasEffect of Reservoir Heterogeneity On SAGDAnonymous PO7VwbBnAún no hay calificaciones
- The Use of Corrosion Resistant Alloys (Cras) in Compact Plate Heat Exchangers in Seawater-Ola PerssonDocumento12 páginasThe Use of Corrosion Resistant Alloys (Cras) in Compact Plate Heat Exchangers in Seawater-Ola PerssonAlvaro Andres Blanco GomezAún no hay calificaciones
- Petrogas Processiing Calgary Plant - H. W. MANLEYDocumento8 páginasPetrogas Processiing Calgary Plant - H. W. MANLEYAlvaro Andres Blanco GomezAún no hay calificaciones
- Analysis of Crude Oil Electrostatic Desalters PerformanceDocumento5 páginasAnalysis of Crude Oil Electrostatic Desalters PerformanceAlvaro Andres Blanco GomezAún no hay calificaciones
- Acid Fracturing A Carbonate ReservoirDocumento2 páginasAcid Fracturing A Carbonate ReservoirAlvaro Andres Blanco GomezAún no hay calificaciones
- AOF Analysis of One Shale Gas Play - Wei PangDocumento12 páginasAOF Analysis of One Shale Gas Play - Wei PangAlvaro Andres Blanco GomezAún no hay calificaciones
- A Systematic Workflow Process For Heavy-Oil CharacterizationDocumento2 páginasA Systematic Workflow Process For Heavy-Oil CharacterizationAlvaro Andres Blanco GomezAún no hay calificaciones
- Application of Grid-Free Geostatistical Simulation To A Large Oil-Sands Reservoir-Yevgeniy Zagayevskiy and Clayton v. Deutsch, University of AlbertaDocumento15 páginasApplication of Grid-Free Geostatistical Simulation To A Large Oil-Sands Reservoir-Yevgeniy Zagayevskiy and Clayton v. Deutsch, University of AlbertaAlvaro Andres Blanco GomezAún no hay calificaciones
- A Method For Identifying Human Factors Concerns During The HAZOP Process - Dennis AttwoodDocumento5 páginasA Method For Identifying Human Factors Concerns During The HAZOP Process - Dennis AttwoodAlvaro Andres Blanco GomezAún no hay calificaciones
- Performance Testing of An Inline Electrocoalescer Device With Medium and Heavy CrudesDocumento10 páginasPerformance Testing of An Inline Electrocoalescer Device With Medium and Heavy CrudesAlvaro Andres Blanco GomezAún no hay calificaciones
- Arnold K. A System Approach To Offshore Facility DesignDocumento20 páginasArnold K. A System Approach To Offshore Facility DesignJulian Esteban Barrera TorresAún no hay calificaciones
- A New Approach To NGL Recovery From Off-Gases-Kevin L. CurrenceDocumento8 páginasA New Approach To NGL Recovery From Off-Gases-Kevin L. CurrenceAlvaro Andres Blanco GomezAún no hay calificaciones
- Damage To Stern Tube Bearing and SealsDocumento4 páginasDamage To Stern Tube Bearing and SealsJoão Henrique Volpini MattosAún no hay calificaciones
- bbk-lt2614-lt3214 Service Manual PDFDocumento42 páginasbbk-lt2614-lt3214 Service Manual PDFrj arcinasAún no hay calificaciones
- Tur C PDFDocumento86 páginasTur C PDFWilliam LambAún no hay calificaciones
- Hublit Limphaire Leaflet India PDFDocumento2 páginasHublit Limphaire Leaflet India PDFAkshay RaiAún no hay calificaciones
- Christianity and Online Spirituality Cybertheology As A Contribution To Theology in IndonesiaDocumento18 páginasChristianity and Online Spirituality Cybertheology As A Contribution To Theology in IndonesiaRein SiraitAún no hay calificaciones
- Direct Burial Optic Fiber Cable Specification - KSD2019 PDFDocumento5 páginasDirect Burial Optic Fiber Cable Specification - KSD2019 PDFjerjyAún no hay calificaciones
- Valve Group-Control - AuxiliaryDocumento3 páginasValve Group-Control - AuxiliarythierrylindoAún no hay calificaciones
- Automotive Control SystemsDocumento406 páginasAutomotive Control SystemsDenis Martins Dantas100% (3)
- CSE Catalog - IndiaDocumento67 páginasCSE Catalog - IndiaDheeraj SivadasAún no hay calificaciones
- VNX Power UP Down ProcedureDocumento8 páginasVNX Power UP Down ProcedureShahulAún no hay calificaciones
- Documentation of Xabe - FFmpegDocumento11 páginasDocumentation of Xabe - FFmpegTomasz ŻmudaAún no hay calificaciones
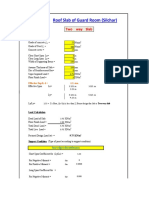
- Roof Slab of Guard RoomDocumento3 páginasRoof Slab of Guard RoomAditya KumarAún no hay calificaciones
- Geo-Informatics and Nano-Technology For Precision FARMING (AGRO-301) 5 SemesterDocumento5 páginasGeo-Informatics and Nano-Technology For Precision FARMING (AGRO-301) 5 SemesterVinod Vincy67% (3)
- Methods of Piling ExplainedDocumento3 páginasMethods of Piling ExplainedRajesh KhadkaAún no hay calificaciones
- Computer Science: FieldsDocumento2 páginasComputer Science: FieldstdoraxAún no hay calificaciones
- Man Power PlanningDocumento5 páginasMan Power PlanningKarthik AchinAún no hay calificaciones
- Fundamentals 2014Documento959 páginasFundamentals 2014Angelo Vittorio VettorazziAún no hay calificaciones
- OFFICE 365 PROXY GUIDEDocumento4 páginasOFFICE 365 PROXY GUIDErossloveladyAún no hay calificaciones
- The hyperwall: A multiple display wall for visualizing high-dimensional dataDocumento4 páginasThe hyperwall: A multiple display wall for visualizing high-dimensional dataMahendra PututAún no hay calificaciones
- Timeline of Programming Languages PDFDocumento11 páginasTimeline of Programming Languages PDFMohd Khir ZainunAún no hay calificaciones
- PJ1117CM-2 5VDocumento6 páginasPJ1117CM-2 5VАлексей ГомоновAún no hay calificaciones
- Screw ConveyorDocumento14 páginasScrew ConveyorMuhammad NuhAún no hay calificaciones
- Numerical Ability - Data Interpretation 3: 25 QuestionsDocumento6 páginasNumerical Ability - Data Interpretation 3: 25 QuestionsAvishek01Aún no hay calificaciones
- BQ Mechanical (Sirim)Documento7 páginasBQ Mechanical (Sirim)mohd farhan ariff zaitonAún no hay calificaciones
- Write Like An Academic: Designing An Online Advanced Writing Course For Postgraduate Students and ResearchersDocumento9 páginasWrite Like An Academic: Designing An Online Advanced Writing Course For Postgraduate Students and ResearchersLexi TronicsAún no hay calificaciones
- Educational Technology & Education Conferences - January To June 2016 - Clayton R WrightDocumento93 páginasEducational Technology & Education Conferences - January To June 2016 - Clayton R WrightEsperanza Román MendozaAún no hay calificaciones
- NETWORK ANALYSIS Chap.8 TWO PORT NETWORK & NETWORK FUNCTIONS PDFDocumento34 páginasNETWORK ANALYSIS Chap.8 TWO PORT NETWORK & NETWORK FUNCTIONS PDFsudarshan poojaryAún no hay calificaciones
- Primary Mathematics Book 5Documento87 páginasPrimary Mathematics Book 5joseph kunikina0% (1)
- SANY SSR180C 8 OM EN PreviewDocumento31 páginasSANY SSR180C 8 OM EN Previewzaploc.admAún no hay calificaciones
- Waukesha Engine, Dresser, Inc. - Express Limited Warranty Covering Products Used in Continuous Duty ApplicationsDocumento6 páginasWaukesha Engine, Dresser, Inc. - Express Limited Warranty Covering Products Used in Continuous Duty ApplicationsLUISA FERNANDA TORRES MANOSALVAAún no hay calificaciones