También podría gustarte
- ROK Teknik LPG Cylinder Production Line CatalogDocumento8 páginasROK Teknik LPG Cylinder Production Line CatalogROK TeknikAún no hay calificaciones
- Subsea Pipeline Technology: Radial Flow TeeDocumento1 páginaSubsea Pipeline Technology: Radial Flow TeeJuan Roberto López BetanzosAún no hay calificaciones
- IOT Module 4Documento8 páginasIOT Module 4Ravi TejaAún no hay calificaciones
- Thermodynamic DevicesDocumento6 páginasThermodynamic DevicesAmr Darwish100% (1)
- Hydro Forming of T-JOINTDocumento12 páginasHydro Forming of T-JOINTSenthamilselvi RamachandranAún no hay calificaciones
- Compact Pressure Transmitter with Flush DiaphragmDocumento4 páginasCompact Pressure Transmitter with Flush DiaphragmAndrei SpiridonAún no hay calificaciones
- Patented Boltable Clips Technical SpecificationsDocumento2 páginasPatented Boltable Clips Technical SpecificationsIrwan JoeAún no hay calificaciones
- Bend AllowanceDocumento2 páginasBend AllowancewentropremAún no hay calificaciones
- EX.1 - Valve Timing DiagramDocumento5 páginasEX.1 - Valve Timing Diagrammanojkhadka23Aún no hay calificaciones
- Unit-V (Advanced Forming Processes)Documento30 páginasUnit-V (Advanced Forming Processes)Er Vishal Divya JagadaleAún no hay calificaciones
- 01 E KOCH Presentation ABMDocumento14 páginas01 E KOCH Presentation ABMYahyaMoummouAún no hay calificaciones
- Data Sheet Instantaneous Delivery Hose Couplings 30808ADocumento2 páginasData Sheet Instantaneous Delivery Hose Couplings 30808AKin ChanAún no hay calificaciones
- Pipe Process JcoeDocumento21 páginasPipe Process JcoeValentinoAún no hay calificaciones
- 1 - 2015 Enimex Ball ValvesDocumento55 páginas1 - 2015 Enimex Ball ValvesNoytsias KostantinosAún no hay calificaciones
- Train Electric PLC 4000 for Programmable Logic ControlDocumento13 páginasTrain Electric PLC 4000 for Programmable Logic ControlAbou AyhamAún no hay calificaciones
- Gasket BrochureDocumento8 páginasGasket BrochureKumar JbsAún no hay calificaciones
- Robot HonyenDocumento36 páginasRobot HonyenVictor PATIÑOAún no hay calificaciones
- Catalog 4220 USA 4-08Documento51 páginasCatalog 4220 USA 4-08edhy_03Aún no hay calificaciones
- CNC Programming Concepts and Commonly Used G-Codes inDocumento54 páginasCNC Programming Concepts and Commonly Used G-Codes inMel ParasAún no hay calificaciones
- Cutting & Stripping MCDocumento2 páginasCutting & Stripping MCMuh TadinAún no hay calificaciones
- Dresser 3 Way ValveDocumento24 páginasDresser 3 Way ValveAmjath Pallas100% (1)
- Brochure MTFR 2017Documento4 páginasBrochure MTFR 2017MIGUEL LOPEZAún no hay calificaciones
- Mizar 6 control unit manualDocumento5 páginasMizar 6 control unit manualEric RangelAún no hay calificaciones
- Skmm4513 Cad Project Sem 1 1516Documento4 páginasSkmm4513 Cad Project Sem 1 1516Puvendran Balakrishnan100% (2)
- Lab Assignment #2 8255A INTERFACE (LED) : GreenDocumento2 páginasLab Assignment #2 8255A INTERFACE (LED) : GreenIbrahim HejabAún no hay calificaciones
- ExterDocumento22 páginasExterVISHAL ARORAAún no hay calificaciones
- He158 (A4)Documento4 páginasHe158 (A4)MUzair5Aún no hay calificaciones
- Catalogo SchulzDocumento61 páginasCatalogo SchulzIsabel PulidoAún no hay calificaciones
- Tabletop CNC Wire Bender Machine Using DXF by Generating CNC CodesDocumento4 páginasTabletop CNC Wire Bender Machine Using DXF by Generating CNC CodesPrasanna RahmaniacAún no hay calificaciones
- Pipe & Tube of NSSMCDocumento0 páginasPipe & Tube of NSSMCLim DongseopAún no hay calificaciones
- PCB EngraverDocumento2 páginasPCB EngraverFreddy Tituaña CadenaAún no hay calificaciones
- Actuationproducts: Product CatalogDocumento55 páginasActuationproducts: Product CatalogDwi Sandi Argo ArnowoAún no hay calificaciones
- Create Virtual Reality Stirling Engine ModelDocumento53 páginasCreate Virtual Reality Stirling Engine ModelMátyás AttilaAún no hay calificaciones
- Flame Hardening, Depth DiagramaDocumento2 páginasFlame Hardening, Depth Diagramacosta59dac9242Aún no hay calificaciones
- CRL/SOMACA BELT SANDER OPERATING INSTRUCTIONSDocumento14 páginasCRL/SOMACA BELT SANDER OPERATING INSTRUCTIONSLuis Elisur ArciaAún no hay calificaciones
- Bill of Materials and Engineering DrawingsDocumento1 páginaBill of Materials and Engineering DrawingsFaull JackmanAún no hay calificaciones
- Veritas Migration ProcedureDocumento17 páginasVeritas Migration ProcedureirfanbeighAún no hay calificaciones
- Mda 8086Documento3 páginasMda 8086Shuvro Chowdhury0% (1)
- En 1717sr DFFDocumento1 páginaEn 1717sr DFFIsael CJAún no hay calificaciones
- Technical Specification: 20' X 8' X 8'6" ISO 1CC TYPE Steel Dry Cargo ContainerDocumento24 páginasTechnical Specification: 20' X 8' X 8'6" ISO 1CC TYPE Steel Dry Cargo Containerhareesh13hAún no hay calificaciones
- Optibelt Product Catalog PDFDocumento172 páginasOptibelt Product Catalog PDFVanessa Pajares LanciatoAún no hay calificaciones
- Enterprise Plasma 160 HF PDFDocumento20 páginasEnterprise Plasma 160 HF PDFсергей васяновичAún no hay calificaciones
- List of Manufacturing Processes: CastingDocumento10 páginasList of Manufacturing Processes: Castingjohndesign123Aún no hay calificaciones
- CNC by SourabhDocumento7 páginasCNC by SourabhsaurabhAún no hay calificaciones
- A - General Bray InternationalDocumento16 páginasA - General Bray InternationalNestor QuevedoAún no hay calificaciones
- Is 866 1957Documento7 páginasIs 866 1957sarath6725Aún no hay calificaciones
- ff200 PDFDocumento36 páginasff200 PDFIordan Dan FfnAún no hay calificaciones
- Spring 2017 Schedule PDFDocumento40 páginasSpring 2017 Schedule PDFANAún no hay calificaciones
- QSK50-G4: EPA Tier 2 and TA Luft CompliantDocumento3 páginasQSK50-G4: EPA Tier 2 and TA Luft CompliantMehrdad saeediAún no hay calificaciones
- Innogaz Product Brochure for Electrofusion FittingsDocumento32 páginasInnogaz Product Brochure for Electrofusion Fittingsvishnu300022Aún no hay calificaciones
- Caparo Maruti Ltd. Summer Training ReportDocumento32 páginasCaparo Maruti Ltd. Summer Training Reportnishantdalal2164% (14)
- Nafems India Webinar Fem For Engineering Analysis PDFDocumento27 páginasNafems India Webinar Fem For Engineering Analysis PDFjohn_max03Aún no hay calificaciones
- Bending Tube E-TurnDocumento1 páginaBending Tube E-TurnCarlos JuniorAún no hay calificaciones
- Nfa 49 115 Grade Tu 34 1 Tubes PDFDocumento1 páginaNfa 49 115 Grade Tu 34 1 Tubes PDFMitul MehtaAún no hay calificaciones
- Suyesh Foundry Pvt. Ltd. Industrial Training PPTDocumento14 páginasSuyesh Foundry Pvt. Ltd. Industrial Training PPTप्रथमेश क्षीरसागरAún no hay calificaciones
- Koike Portabel KatalogDocumento65 páginasKoike Portabel KatalogAnonymous 4e7GNjzGWAún no hay calificaciones
- RTG & RMG: Project Record List of Noell (China)Documento7 páginasRTG & RMG: Project Record List of Noell (China)WidyaAún no hay calificaciones
- Barber Colman 7ECDocumento48 páginasBarber Colman 7ECkmpoulosAún no hay calificaciones
- Material and supplier part numbers for electronic componentsDocumento344 páginasMaterial and supplier part numbers for electronic componentschompink69000% (1)
- Pro Rod BrochureDocumento9 páginasPro Rod BrochureMIRCEA1305Aún no hay calificaciones
- HM Resistors 2012 PDFDocumento6 páginasHM Resistors 2012 PDFMohamed Diaa MortadaAún no hay calificaciones
- Ag1606909 Offer Grube Heat Treatment Service ProviderDocumento3 páginasAg1606909 Offer Grube Heat Treatment Service ProviderMohamed Diaa MortadaAún no hay calificaciones
- Small Heat Treatment Unit RW 8 1Documento1 páginaSmall Heat Treatment Unit RW 8 1Mohamed Diaa MortadaAún no hay calificaciones
- RHS 35kw FlyerDocumento6 páginasRHS 35kw FlyerMohamed Diaa MortadaAún no hay calificaciones
- Small Heat Treatment Unit RW 8 1Documento1 páginaSmall Heat Treatment Unit RW 8 1Mohamed Diaa MortadaAún no hay calificaciones
- Heat Treatment Equipment Sales and Rental GuideDocumento1 páginaHeat Treatment Equipment Sales and Rental GuideMohamed Diaa MortadaAún no hay calificaciones
- Transformers 50kvaDocumento1 páginaTransformers 50kvaMohamed Diaa MortadaAún no hay calificaciones
- Custom Induction Heating Coils for Welding and Coating ApplicationsDocumento1 páginaCustom Induction Heating Coils for Welding and Coating ApplicationsMohamed Diaa MortadaAún no hay calificaciones
- Induction Heating: With Custom-Made CoilsDocumento1 páginaInduction Heating: With Custom-Made CoilsMohamed Diaa MortadaAún no hay calificaciones
- Mark TwainDocumento13 páginasMark TwainMohamed Diaa MortadaAún no hay calificaciones
- HM FURNACES: Tailored Design for Every Heat Treatment NeedDocumento4 páginasHM FURNACES: Tailored Design for Every Heat Treatment NeedMohamed Diaa MortadaAún no hay calificaciones
- HM Resistors 2012 PDFDocumento6 páginasHM Resistors 2012 PDFMohamed Diaa MortadaAún no hay calificaciones
- Brochure PWHT PDFDocumento8 páginasBrochure PWHT PDFMohamed Diaa MortadaAún no hay calificaciones
- Aecon Nuclear BrochureDocumento16 páginasAecon Nuclear BrochureMohamed Diaa MortadaAún no hay calificaciones
- Document Pack 9ST99MJR PDFDocumento6 páginasDocument Pack 9ST99MJR PDFMohamed Diaa Mortada100% (1)
- OREAS 622 CertificateDocumento17 páginasOREAS 622 CertificatehlbiAún no hay calificaciones
- Chapter 7. Organometallic Compounds of Group I and II MetalsDocumento1 páginaChapter 7. Organometallic Compounds of Group I and II MetalsSeungju KangAún no hay calificaciones
- Boron CompoundsDocumento23 páginasBoron CompoundsjaimeAún no hay calificaciones
- Chemistry 5070 Metals Grade 11Documento77 páginasChemistry 5070 Metals Grade 11Battlefield Forever0% (1)
- A 470 - 03 Piezas ForjadasDocumento8 páginasA 470 - 03 Piezas ForjadasWILLIAM ROMEROAún no hay calificaciones
- Ingenuity - 4 - Quiz No. 2Documento16 páginasIngenuity - 4 - Quiz No. 2Jubermarc Navarro UrbanoAún no hay calificaciones
- Conductivity Sorted by Resistivity Eddy Current TechnologyDocumento14 páginasConductivity Sorted by Resistivity Eddy Current TechnologyKalai VananAún no hay calificaciones
- Introduction to Corrosion & Cooling Water TreatmentsDocumento212 páginasIntroduction to Corrosion & Cooling Water TreatmentsSameer Kimmatkar100% (2)
- Constructional Features of The FurnaceDocumento12 páginasConstructional Features of The FurnaceAbdul AuwalAún no hay calificaciones
- BS en 12878 2014 Pigments For ColoringDocumento34 páginasBS en 12878 2014 Pigments For ColoringPeter MohabAún no hay calificaciones
- RVM Nat Dry Run - Science IIIDocumento7 páginasRVM Nat Dry Run - Science IIITidal SurgesAún no hay calificaciones
- Sodium Borohydride Amides To AminesDocumento4 páginasSodium Borohydride Amides To AminesalchymystAún no hay calificaciones
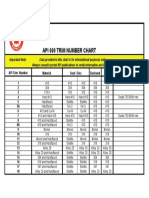
- API 600 Trim Number Chart..Documento1 páginaAPI 600 Trim Number Chart..francisco abarcaAún no hay calificaciones
- Stainless CatalogDocumento65 páginasStainless CatalogArun GuptaAún no hay calificaciones
- All About BatteryDocumento4 páginasAll About BatteryCalvin KleinAún no hay calificaciones
- Rusting of IronDocumento15 páginasRusting of IronDeepanshu Arya100% (1)
- Water Steam Chemistry OptimizationDocumento4 páginasWater Steam Chemistry OptimizationAshish ParasharAún no hay calificaciones
- Grade 10 Paper 2Documento8 páginasGrade 10 Paper 2jfkdmfmdfAún no hay calificaciones
- Kato Polyclay Projekcts - AutumnDocumento2 páginasKato Polyclay Projekcts - AutumnAlma Zorko100% (2)
- Nickel Base Alloys: WhiteDocumento31 páginasNickel Base Alloys: WhitePrasetyo Adi100% (1)
- Ancient VMS Deposits: Geographical Distribution and Major DistrictsDocumento30 páginasAncient VMS Deposits: Geographical Distribution and Major DistrictsYoyok HartoyoAún no hay calificaciones
- Plastic in ConcreteDocumento35 páginasPlastic in ConcretesujithAún no hay calificaciones
- Term Paper - Quarrying in Negros OrientalDocumento17 páginasTerm Paper - Quarrying in Negros Orientaldeziree vera cruz100% (4)
- Tiles Marbels CostDocumento16 páginasTiles Marbels CostJASH INFRA AND HOME SERVICESAún no hay calificaciones
- Horia Ciugudean-The Copper Metallurgy in The Cotofeni Cultura (Transylvania and Banat)Documento8 páginasHoria Ciugudean-The Copper Metallurgy in The Cotofeni Cultura (Transylvania and Banat)Carol TerteciAún no hay calificaciones
- Clamps PDFDocumento36 páginasClamps PDFDhim131267Aún no hay calificaciones
- Synthetic Slag For Secondary SteelmakingDocumento6 páginasSynthetic Slag For Secondary SteelmakingWaqas Ahmed100% (2)
- Chem Unit 5 Quantitative AnswersDocumento14 páginasChem Unit 5 Quantitative Answersareyouthere92Aún no hay calificaciones
- Corrosion Control PDFDocumento48 páginasCorrosion Control PDFAnkit SinghAún no hay calificaciones