Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Tema 4-3 PDF
Cargado por
Anonymous Sd2WmZpApTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Tema 4-3 PDF
Cargado por
Anonymous Sd2WmZpApCopyright:
Formatos disponibles
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
Tema 4.2
ENSAYOS POR LQUIDOS
PENETRANTES
Abril 2005
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
NDICE
1. INTRODUCCIN
2. MATERIALES Y EQUIPOS
2.1. Lquidos penetrantes
2.1.1. Propiedades fsicas de los lquidos penetrantes.
2.1.2. Tipos de lquidos penetrantes.
2.2. Eliminadores
2.2.1. Caso de penetrantes eliminables con agua.
2.2.2. Caso de penetrantes post-emulsionables.
2.2.3. Caso de penetrantes eliminables con disolventes.
2.3. Reveladores
2.3.1. Propiedades de los reveladores.
2.3.2. Tipos de reveladores.
2.4. Equipos e instalaciones
3. PROCESO DE INSPECCIN
3.1. Preparacin de superficies
3.2. Aplicacin del penetrante
3.2.1. Eleccin del penetrante.
3.2.2. Aplicacin del penetrante.
3.2.3. Tiempos de penetracin.
3.3. Aplicacin del emulsificador.
3.4. Eliminacin del exceso de penetrante
3.5. Secado
3.6. Aplicacin del revelador
3.7. Observacin.
3.8. Interpretacin de indicaciones
3.8.1. Introduccin.
3.8.2. Aspecto de las indicaciones.
3.8.3. Indicaciones falsas.
4. CRITERIOS DE ACEPTACIN SEGN LA NORMA UNE-EN 1289.
4.1. Generalidades.
4.2. Evaluacin de las indicaciones.
4.3. Indicaciones agrupadas.
4.4. Eliminacin de imperfecciones.
ANEXO A
Etapas principales del ensayo de lquidos penetrantes.
ANEXO B
Productos de ensayo.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -1-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
1.- INTRODUCCIN
El examen por lquidos penetrantes es un mtodo de ensayo no destructivo, mediante el cual es posible
detectar discontinuidades abiertas a la superficie, en materiales slidos no porosos.
Bsicamente el ensayo consta de las siguientes etapas:
Se aplica un lquido sobre la superficie de la muestra previamente limpiada que penetra por
capilaridad en las discontinuidades o grietas.
Se elimina el exceso de lquido penetrante y
Se aplica un revelador que extrae el lquido contenido en las discontinuidades que emerge a la
superficie y puede ser observado.
De lo anterior se desprende la importancia de las propiedades del lquido penetrante, tales como
viscosidad, poder humectante,... para la realizacin del ensayo.
Adems el ensayo se ver muy influenciado por las propiedades de la superficie, tanto en lo referente a
su estado de limpieza, rugosidad,... como en lo referente al material que la constituye.
2.- MATERIALES Y EQUIPOS
2.1.- Lquidos Penetrantes.
2.1.1.- Propiedades fsicas de los lquidos penetrantes.
Cohesin. Consiste en la capacidad que presentan las partculas de una determinada sustancia en
ser atradas por otras partculas vecinas. Las fueras de atraccin varan considerablemente
dependiendo del estado en que se encuentre la materia as como de la existencia de polaridad en
las molculas.
Viscosidad. Afecta de dos formas distintas:
o
Lquidos de alta viscosidad
Requiere mayor tiempo de penetracin.
Requiere mayor tiempo de escurrido.
Lquidos de baja viscosidad
Escurren rpidamente Riesgo de formar capas de
espesor insuficiente
Riesgo de arrastrar el lquido del interior de las
discontinuidades durante la eliminacin del exceso de
penetrante.
En general se utilizarn lquidos con una viscosidad intermedia.
La viscosidad de un fluido vara considerablemente con la temperatura, lo cual obliga a definir unos
lmites trmicos en la aplicacin del ensayo.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -2-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
Tensin superficial y poder humectante. Ambas propiedades determinan la facultad de
penetracin de un lquido penetrante. Sin embargo, se ha de tener en cuenta que mientras la
tensin superficial es una caracterstica propia del lquido, el poder humectante depende tambin de
la sustancia sobre cuya superficie se aplique el lquido.
El poder humectante se define por medio del ngulo de contacto entre la gota lquida y la superficie
del material, de forma que cuanto menor sea este ngulo, mayor es el poder humectante.
Interesa que los lquidos penetrantes tengan un poder humectante lo ms alto posible.
Ejemplo: El agua presenta un ngulo de contacto de unos 100. Mediante la adicin de pequeas
cantidades de un agente tensoactivo se puede reducir considerablemente el anterior ngulo de
forma que la mezcla presente unas buenas propiedades de penetrabilidad.
Volatilidad. Interesa que el lquido presente la menor volatilidad posible para garantizar la
estabilidad de la forma lquida.
Unido al concepto de volatilidad se encuentra el problema de la posibilidad de combustin, de forma
que cuanto ms voltil sea el lquido, mayor es el riesgo de que esta se produzca. Hay que tener en
consideracin que habitualmente los lquidos penetrantes estn formados por una base
hidrocarburada.
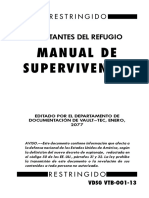
Capilaridad. Consiste en la capacidad que presenta un fluido para ascender a travs de un
conducto de forma natural. La figura 1 muestra como vara este fenmeno en funcin del dimetro
del capilar.
FIGURA 1. CAPILARIDAD EN AGUA.
Inercia qumica. El penetrante debe ser inerte y no corrosivo con respecto a los materiales a
inspeccionar y los depsitos de almacenaje y uso.
Ejemplo: Riesgo de corrosin en superficies de aluminio cuando se utiliza un penetrante
autoemulsionable si ste se contamina con agua, debido al carcter alcalino del emulsificador.
Toxicidad, olor e irritabilidad de la piel. Parece evidente que el lquido penetrante deba ser lo
ms inocuo posible para el personal que lo est manejando. Se ha comprobado que ciertos
penetrantes fluorescentes pueden presentar carcter carcingeno.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -3-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
2.1.2.- Tipos de lquidos penetrantes.
Los lquido penetrantes se clasifican conforme se indica en la figura 1.
Clasificacin
Propiedades
pticas
Modo de eliminacin
Lavable con agua
Coloreados
Penetrantes
Post-emulsionables
Fluorescentes
Eliminables con disolvente
FIGURA 2
CLASIFICACIN DE LOS LQUIDOS PENETRANTES
Como puede observarse de la figura 2, los lquidos penetrantes pueden clasificarse en funcin de dos
criterios distintos:
En funcin de sus propiedades pticas:
Penetrantes coloreados. Contienen una mezcla de pigmentos y colorantes rojos, resultando
observables con luz natural, razn por la cual son interesantes en sus aplicaciones a la inspeccin a
pie de obra. Suelen emplear eliminadores especiales que hacen innecesaria el agua del lavado.
Penetrantes fluorescentes. Generalmente son de color amarillo. Incorporan en su composicin, un
pigmento fluorescente sensible y visible bajo iluminacin con luz negra adecuada. En general,
presentan mayor sensibilidad que los coloreados.
Atendiendo a su composicin qumica y el sistema de eliminacin del exceso de penetrante que haya
quedado por la superficie:
Penetrantes lavables con agua. Son penetrantes que se eliminan directamente con agua debido a
que en su formulacin se les ha incorporado tensoactivos o detergentes que les hace solubles en
agua. Lavando la pieza con agua, bien por inmersin o por pulverizacin, la pieza quedar limpia y
libre del exceso de penetrante. Son de uso muy cmodo y su empleo esta bastante extendido, a
pesar de su menor sensibilidad.
Penetrantes post-emulsionables. El penetrante no es por si soluble en agua y necesita una etapa
intermedia entre la penetracin y el lavado con agua. En esta etapa se aplica un agente tensoactivo
al que se denomina emulsificador.
De la unin penetrante-emulsificador resulta una mezcla que es soluble y lavable con agua.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -4-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
En este tipo de penetrantes, el tiempo de contacto penetrante-emulsificador, es crtico y debe ser el
ms corto posible ya que, si el tiempo de contacto aumenta, puede ocurrir que el emulsificador se
mezcle con el penetrante que se encuentra en el interior de la discontinuidad, lo que de producirse
dara lugar a que al lavar se extraera esta parte del penetrante y hara ineficaz el ensayo.
Penetrantes eliminables con disolvente. Estos penetrantes requieren para su eliminacin el
empleo de un disolvente especial al que se llama eliminador. Por lo general los eliminadores a base
de disolventes, son productos especiales, particularmente formulados por cada fabricante y
apropiados para eliminar sus propios penetrantes.
Al igual que en el caso anterior, el eliminador solo debe estar en contacto con el penetrante el
tiempo suficiente para eliminar el exceso del mismo, pero este tiempo debe ser el mnimo posible,
ya que si se abusa se corre el riesgo de eliminar, parte o todo, el penetrante que se encontraba en
el interior de la discontinuidad.
Generalmente, el eliminador a base de disolventes es el que se utiliza cuando el proceso se realiza
por pulverizacin con aerosol.
Finalmente conviene comentar que se pueden dar todas las combinaciones posibles de la figura 1, esto
es, tanto los penetrantes coloreados como los fluorescentes pueden ser, a su vez, lavables con agua, postemulsionables o eliminables con disolvente. Esto da lugar a las siguientes combinaciones:
Coloreados
Lavable con agua
Post-emulsionables
Eliminables con disolvente
Fluorescentes
Lavables con agua
Post-emulsionables
Eliminables con disolvente
2.2.- Eliminadores
La funcin del eliminador consiste en retirar el exceso de penetrante de la superficie sin eliminar
simultneamente el penetrante introducido en las discontinuidades. El modo de eliminacin depende del tipo
de penetrante empleado, tal y como se indica en la figura 3.
La necesidad de eliminar el exceso de penetrante se debe al hecho de que cualquier resto de penetrante
residual existente sobre la superficie originara una indicacin que no sera causada por una imperfeccin,
sino por una mala ejecucin del ensayo, lo que restara credibilidad al mismo.
NOTA: Realizacin prctica.
La limpieza de la superficie mediante eliminadores debe realizarse hasta que el especto superficial sea
brillante, como si nunca se hubiera aplicado el penetrante. Incluso en ese momento, resulta necesario
frotar la superficie con un pao limpio o un papel absorbente de forma que se pueda comprobar que el
pao o el papel no resulta manchado. Slo en ese momento se puede dar la operacin de eliminacin por
concluida.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -5-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
Tipo de penetrante
Modo de eliminacin
Lavable con agua
Agua
Hidroflico
Post-emulsionables
Emulsificador
Lipoflico
Eliminables con disolvente
Disolvente
FIGURA 3
ELIMINACIN DEL EXCESO DE PENETRANTE
Como ya se ha mencionado, el modo de eliminacin viene condicionado por el tipo de penetrante
utilizado, existiendo diferencias tanto en el agente utilizado para la limpieza como en el modo de realizacin
de la misma. Se recuerda, nuevamente, la importancia de no eliminar el penetrante que entr en las
discontinuidades, ya que esto hara que piezas defectuosas pudieran darse por correctas. De ese modo, se
tendrn los siguientes casos:
2.2.1.- Caso de penetrantes eliminables con agua.
Se eliminan con agua. La pieza puede introducirse directamente bajo el chorro de agua, sin riesgo de
eliminacin del penetrante introducido en las discontinuidades. En cualquier caso, no se podr utilizar agua
a presin.
2.2.2.- Caso de penetrantes post-emulsionables.
En el caso de penetrantes post-emulsionables, estos no son eliminables con agua, directamente. La
funcin del emulsificador es, precisamente, reaccionar con el penetrante de forma que los productos de
reaccin si se puedan eliminar. Existen dos tipos de emulsificadores: base aceite y base agua.
Los emulsificadores base aceite o lipoflicos, son una mezcla de agentes tensoactivos en aceites
que se mezclan y disuelven el penetrante, dando lugar a una emulsin cuando el agua acta sobre
esta mezcla, siendo esta emulsin eliminable por el mismo agua.
Los emulsificadores hidroflicos o base agua, son una mezcla de agentes tensoactivos e inhibidores
de corrosin, que actan por un proceso de humectacin que reduce la tensin superficial de los
aceites que contienen los penetrantes los cuales son desplazados por el eliminador acuoso y el
agua.
Normalmente, antes de aplicar el emulsificador, se realiza una limpieza previa con agua o un pao con la
intencin de eliminar la mayor parte del exceso de penetrante y disminuir el consumo posterior de
emulsificador.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -6-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
2.2.3.- Caso de penetrantes eliminables con disolventes.
Actan por su accin disolvente sobre el penetrante. Suelen ser productos especiales, particularmente
fabricados por cada fabricante y adecuados para un tipo determinado de sus propios penetrantes. Se
pueden ser clasificados en dos grandes grupos segn sean o no inflamables.
La aplicacin del disolvente debe realizarse mediante un pao impregnado con el disolvente y frotando
sobre la superficie a limpiar. En ningn caso se puede aplicar el disolvente a chorro o por inmersin ya que,
a diferencia de lo que ocurre con el agua, el disolvente arrastrara el penetrante introducido en las
imperfecciones , invalidando el ensayo.
2.3.- Reveladores
Los reveladores estn formados por polvo seco o una dispersin de una sustancia pulverulenta en un
lquido, con una gran capacidad de absorcin, capaz de extraer el penetrante retenido en la discontinuidad,
quedando manchado con el color caracterstico de dicho penetrante que se extiende a travs de l por
capilaridad.
La imagen que se hace visible, suele ser algo ms grande que el defecto real.
Los reveladores suelen ser blancos para mejorar el contraste respecto al color o la fluorescencia de los
penetrantes utilizados.
2.3.1.- Propiedades de los reveladores.
Los reveladores deben cumplir, en mayor o menor grado, con las siguientes caractersticas:
Deben ser absorbentes para asegurar un mximo en el poder secante.
Deben estar finamente divididos para conseguir una buena definicin del contorno de las
discontinuidades.
Deben tener el suficiente poder cubriente para enmascarar los colores de fondo de la muestra que
pudieran interferir.
Deben ser fcilmente aplicables dando una capa continua de espesor uniforme.
Deben ser fcilmente eliminables despus de la inspeccin y no deben contener productos nocivos
o txicos para el operador.
2.3.2.- Tipos de reveladores.
Bsicamente tenemos tres tipos de reveladores:
Reveladores secos. Deben ser ligeros, esponjosos y capaces de adherirse con facilidad a las
superficies metlicas, formando sobre ellas una capa continua, sin dar lugar a capas gruesas, ya que, el
espesor de la capa de revelado puede influir en la obtencin de indicadores que enmascararan las que
pueden producirse procedentes de las discontinuidades.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -7-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
Es importante tambin que el revelador no tenga tendencia a flotar en el aire dando lugar a nubes de
polvo que dificulten la inspeccin. Ejemplos de reveladores secos son el yeso, el talco y actualmente
otros como la slice amorfa pulverizada que son ms ligeros y proporcionan mejores resultados.
Suspensiones de polvo en agua. Presentan la ventaja de no dar lugar a la formacin de nubes de
polvo, son de fcil aplicacin y pueden llegar a cubrir zonas no accesibles al polvo seco, como
desventaja, en general, son menos sensibles y adems presentan el problema de mantenimiento de
la suspensin.
El empleo de estos reveladores acuosos presenta ciertas limitaciones a la temperatura. Necesitan un
cierto tiempo para que se evapore el agua, lo cual influye en una mayor duracin del ensayo.
Suspensiones de polvo en disolventes. En general se utilizan para los penetrantes rojos y estn
formados por un polvo blanco en suspensin en un disolvente orgnico voltil. Estos productos
suelen presentarse envasados en forma de aerosoles, lo que facilita su aplicacin por pulverizacin,
sobre la superficie a examinar.
2.4.- Equipos e instalaciones
Los equipos e instalaciones que se utilicen al realizar una inspeccin por lquidos penetrante, debern
garantizar la correcta ejecucin y control de todas las operaciones del proceso de inspeccin. Como equipos
podemos mencionar la utilizacin de lmparas que nos proporcionen la iluminacin necesaria. (tanto luz
negra para los penetrantes fluorescentes como luz blanca para los coloreados).
3.- PROCESO DE INSPECCIN
El ensayo por lquidos penetrantes aparece recogido en la Norma UNE EN 571-1: Ensayos no
destructivos. Ensayo por lquidos penetrantes. Parte 1: Principios generales.
Bsicamente el ensayo consta de las siguientes operaciones sucesivas:
Preparacin de la superficie.
Aplicacin del penetrante.
Aplicacin del emulsificador. (Cuando sea necesario)
Eliminacin del exceso de penetrante.
Aplicacin del revelador.
Observacin de la superficie.
Interpretacin de las indicaciones.
Emisin del informe.
En la figura 4 se muestra un esquema de las principales etapas necesarias para la realizacin de este
ensayo. En el anexo A se incluye un flujograma de las operaciones de acuerdo con la Norma EN 571-1.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -8-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
FIGURA 4
ETAPAS DEL ENSAYO POR LQUIDOS PENETRANTES
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -9-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
FIGURA 4 (CONTINUACIN)
ETAPAS DEL ENSAYO POR LQUIDOS PENETRANTES
3.1.- Preparacin de superficies
Todas las piezas y materiales, antes de la inspeccin por lquidos penetrantes, debern estar limpios,
secos y exentos de todo tipo de contaminacin y materiales extraos que puedan enmascarar las
discontinuidades que afloran a la superficie, producir indicaciones falsas, irrelevantes o interferir en el
proceso de inspeccin.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -10-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
En el caso de la soldadura, esta contaminacin puede proceder de xidos, cascarillas, escorias,... y en
procesos de fabricacin, de lubricantes, taladrinas, aceites protectores, abrasivos, virutas, calaminas de
tratamientos trmicos, etc.
En caso de presencia de capas superficiales, tales como capas de pintura, recubrimientos,... sera
necesario la eliminacin previa de las mismas. Despus de realizado el ensayo, se precisara reponer la
capa eliminada, con el consecuente incremento de los costos de operacin.
La limpieza de la superficie puede realizarse por medios mecnicos o qumicos.
La limpieza mecnica se utiliza para eliminar escorias, xidos,... y se puede llevar a cabo mediante
cepillado, chorreado,... Este proceso se debe realizar de forma muy cuidadosa para evitar que la
superficie pueda sufrir deformaciones plsticas que enmascaren los defectos, tal y como se aprecia
en la figura 5.
FIGURA 5
ENMASCARAMIENTO POR DEFORMACIN MECNICA
El decapado qumico se utiliza para asegurar que se remueve cualquier sustancia que pueda
obstruir un defecto enmascarndolo.
Finalmente, despus de la limpieza y preparacin de la superficie, se procede a un secado de la misma.
Este secado final es importante porque la presencia de lquidos en las imperfecciones impedir la posterior
entrada del penetrante. Por tanto resulta esencial que el limpiador utilizado sea lo suficiente voltil como
para asegurar que no permanezcan restos en el interior de las discontinuidades.
3.2.- Aplicacin del penetrante.
En primer lugar se deber elegir el penetrante adecuado en cada caso concreto de inspeccin. Las
principales ventajas y limitaciones de los penetrantes se recogen en la tabla 1.
3.2.1.- Eleccin del penetrante
A la vista de los datos expuestos en la tabla se deduce:
Los penetrantes fluorescentes post-emulsionables son los que presentan mayor sensibilidad y su
aplicacin permite detectar pequeas discontinuidades y requiere un tiempo corto de penetracin,
sin embargo la aplicacin del emulsificador alarga el tiempo de ensayo. Es el sistema ideal para
ensayos de gran produccin.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -11-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
Los penetrantes fluorescentes lavables con agua, aunque menos sensibles que los anteriores,
resultan ms econmicos, siendo su sensibilidad suficiente para una gran parte de las
discontinuidades, no es adecuado para discontinuidades poco profundas. Su mayor inconveniente
es que un lavado excesivo puede disminuir la sensibilidad.
Ambos sistemas presentan como desventaja la necesidad de tener que emplear una cmara oscura,
dotada de luz negra para la observacin.
Los penetrantes fluorescentes eliminables con disolventes, emplean un procedimiento que se puede
equiparar al seguido por los post-emulsionables. Est particularmente recomendado para la
inspeccin por zonas y en aquellos casos en que no puede ser utilizado el agua. Es ms sensible
que el penetrante fluorescente lavable con agua.
El sistema ms simple y de aplicacin ms rpida es el de los penetrantes coloreados lavables con
agua. Sin embargo es el sistema menos sensible.
El sistema que resulta ms indicado para su utilizacin en instalaciones porttiles, (inspecciones a
pie de obra) es el de los penetrantes coloreados eliminables con disolventes. El sistema es muy
sensible para pequeas discontinuidades aunque las indicaciones son menos visibles que las
obtenidas con penetrantes fluorescentes. Un inconveniente importante es su aplicacin en
superficies rugosas.
Por ltimo los penetrantes coloreados post-emulsionables, presentan mayor sensibilidad que sus
equivalentes eliminables directamente con agua, pero la aplicacin del emulsificador encarece el
proceso.
VENTAJAS Y LIMITACIONES EN EL EMPLEO DE LQUIDOS PENETRANTES
PENETRANTE FLUORESCENTE AUTOEMULSIONABLE
VENTAJAS
LIMITACIONES
La fluorescencia le proporciona una muy buena El lavado excesivo puede disminuir la sensibilidad.
visibilidad.
El anodizado puede afectar su sensibilidad.
Se puede lavar directamente con agua.
El cromado puede afectar su sensibilidad.
Se puede utilizar en superficies rugosas.
No es adecuado para discontinuidades de poca
profundidad.
Gran economa de tiempo en el proceso.
Bueno para una amplia gama de discontinuidades.
Precisa de cmara oscura, dotada de luz negra, para
la observacin
TABLA 1 VENTAJAS Y LIMITACIONES EN EL EMPLEO DE LOS LQUIDOS PENETRANTES
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -12-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
PENETRANTE FLUORESCENTE POSTEMULSIONABLE
VENTAJAS
LIMITACIONES
La fluorescencia le proporciona una muy buena No es lavable directamente con agua.
visibilidad.
La aplicacin del emulsificador alarga el tiempo del
Tiene alta sensibilidad para discontinuidades ensayo.
pequeas.
Precisa de cmara oscura, dotada de luz negra, para
Puede detectar discontinuidades abiertas y de poca la observacin.
profundidad.
Difcil de aplicar en productos rugosos.
Tiempo de penetracin corto.
A veces se hace difcil el lavado en zonas
inaccesibles.
Puede utilizarse en piezas cromadas o anodizadas.
Suele ser inflamable.
VENTAJAS Y LIMITACIONES EN EL EMPLEO DE LQUIDOS PENETRANTES
PENETRANTE COLOREADO
VENTAJAS
LIMITACIONES
Se puede emplear en equipos porttiles.
Suele ser inflamable.
No es necesaria luz negra para su observacin.
Las indicaciones son menos visibles que las
obtenidas con penetrantes fluorescentes.
Puede emplearse en piezas en las que no est
Difcil de aplicar en piezas rugosas, tales como
permitido el uso de agua para su lavado.
piezas moldeadas en arena.
Puede utilizarse sobre piezas anodizadas.
Es muy sensible para pequeas discontinuidades.
TABLA 1
VENTAJAS Y LIMITACIONES EN EL EMPLEO DE LOS LQUIDOS PENETRANTES (CONTINUACIN)
3.2.2. Aplicacin del penetrante
Para la aplicacin del penetrante se tendrn en cuenta las siguientes consideraciones:
El penetrante podr ser aplicado por inmersin, con brocha o pulverizacin.
El tiempo de penetracin es crtico.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -13-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
El penetrante deber aplicarse a temperaturas entre 10C y 50C, segn Norma EN 571-1.
3.2.3.- Tiempos de penetracin
En todos los sistemas y sea cual sea el tipo de penetrante que se utilice, el tiempo necesario para una
correcta penetracin depende fundamentalmente del tipo de discontinuidad, del propio penetrante, de la
temperatura de la pieza y del material de que est constituida.
Este tiempo suele oscilar entre 5 y 60 minutos, si bien se aconseja tener en consideracin los tiempos de
penetracin recomendados por el fabricante. En cualquier caso debera ser igual al tiempo utilizado para
determinar la sensibilidad del ensayo, de acuerdo con EN 571-1.
3.3.- Aplicacin del emulsificador.
Como ya se ha comentado, la funcin del emulsificador es la de permitir la eliminacin del exceso de
lquido penetrante mediante el lavado con agua de la superficie. Su aplicacin slo es precisa cuando se
trabaja con penetrantes post-emulsionables. En estas condiciones, dejando transcurrir el tiempo apropiado,
parte del penetrante, el exceso, habr reaccionado con el emulsificador y otra parte, que queda atrapado en
las discontinuidades, permanecer inalterado. Tras proceder a la limpieza con agua, slo la parte que haya
reaccionado ser eliminada.
Como consecuencia de lo anterior, el tiempo de emulsificacin resulta crucial para el resultado del
ensayo:
No debe sobrepasarse para evitar emulsificar el penetrante introducido en los posibles defectos.
Inmediatamente tras dicho tiempo es preciso lavar la superficie con agua.
No debe ser inferior ya que dejara restos no eliminables que restaran sensibilidad y contraste al
ensayo.
De lo anterior se puede concluir que controlando adecuadamente el tiempo de emulsificacin, se controla
la cantidad de penetrante eliminable y como consecuencia la sensibilidad del ensayo, por ello este tipo de
penetrantes permiten una sensibilidad mayor. Para conseguir sta se realizan varias pruebas con distintos
tiempos de emulsificacin sobre probetas con defectos de tamao conocido hasta adecuar el tiempo.
La aplicacin del emulsificador no debe realizarse mediante brochas debido a que las cerdas pueden
arrastrar el penetrante que se haya introducido en grietas poco profundas.
3.4.- Eliminacin del exceso de lquido penetrante.
El objetivo consiste en eliminar el lquido que no ha penetrado en las discontinuidades, de manera que en
la observacin final haya suficiente contraste de las posibles indicaciones sobre el fondo limpio.
Se lleva a cabo de diversas formas segn el carcter del lquido penetrante:
Penetrantes lavables con agua. El exceso de penetrante puede ser eliminado por lavado con
agua, bien por inmersin de la pieza o pulverizando con agua sobre ella. El tiempo de lavado
depender del estado de rugosidad de la superficie, si bien, de una forma general, se puede decir
que vara entre 15 segundos y 2 minutos.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -14-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
Penetrantes post-emulsionables. El emulsificador puede ser aplicado por pulverizacin o
inmersin, emplendose uno u otro sistema segn sea el tamao de la pieza. Como ya hemos dicho
antes el tiempo de emulsificacin s es crtico, estando muy influenciado por el estado de la
superficie y el tipo de discontinuidad que se busca. Este tiempo puede variar entre pocos segundos
y algunos minutos. Despus de la emulsificacin, la mezcla de penetrante ms emulsificador debe
ser eliminada con agua empleando el procedimiento descrito para los penetrantes lavables con
agua.
Penetrantes eliminables con disolvente. En este caso el exceso de penetrante debe ser
eliminado lo ms rpidamente posible. La eliminacin o limpieza se har frotando la superficie con
trapos impregnados con el disolvente y repitiendo la operacin hasta la total eliminacin del
penetrante pero teniendo la precaucin de no extraer el penetrante de las discontinuidades. La
limpieza de la superficie con chorro de disolvente, esta prohibida.
En la eliminacin del exceso de penetrante hay que evitar arrastrar el lquido atrapado en los posibles
defectos, por lo que esta etapa debe realizarse con sumo cuidado.
3.5.- Secado
Salvo en el caso de utilizacin de un revelador e base de agua, la superficie examinada debe secarse tan
rpidamente como sea posible despus de la eliminacin del exceso de penetrante, utilizando uno de los
siguientes mtodos:
Secado con un trapo limpio, seco y libre de hilos o pelusa.
Evaporacin a temperatura ambiente despus del lavado con agua caliente.
Evaporacin a elevada temperatura, por ejemplo con corrientes de aire caliente con temperaturas
entre 80C y 105C y no sobrepasando la temperatura de la superficie por encima de 52C.
Evaporacin por circulacin de aire forzado.
Por combinacin de cualquiera de los anteriores mtodos.
En funcin del revelador que vaya a utilizarse:
Si el revelador es acuoso, podr aplicarse sobre las superficies hmedas o despus de haber sido
secadas con aire caliente pero no con trapos.
Cuando se hayan empleado penetrantes lavables con agua o post-emulsionables, la superficie se
secar con trapos limpios o con corrientes de aire caliente con temperaturas entre 80C y 105C y
no sobrepasando la temperatura de la superficie por encima de 52C.
Cuando se empleen penetrantes eliminables con disolventes, la superficies se podrn secar por
evaporacin normal con trapos o con corrientes de aire.
En el secado de la superficie es muy importante tener en consideracin que el penetrante introducido
dentro de las imperfecciones no debe secarse. Si esto sucediera, no sera posible extraerlo en la fase de
revelado y el resultado sera errneo. Si llegara a ocurrir, no bastara con volver a humedecer la superficies,
sino que sera preciso comenzar el ensayo de nuevo mediante la limpieza total de la superficie.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -15-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
3.6.- Aplicacin del revelador
El revelador se aplicar tan pronto como sea posible, una vez que el exceso de penetrante haya sido
eliminado de la superficie a examinar. Pueden emplearse tanto reveladores secos como hmedos para
penetrantes fluorescentes, y solamente reveladores hmedos para penetracin coloreados.
Reveladores secos. Podrn aplicarse con brocha, con pulverizador manual, con pistola en cmara
de pulverizacin o por inmersin.
Reveladores hmedos. Constituidos por una solucin o una suspensin de un polvo en agua o en
un disolvente voltil, pueden ser aplicados por inmersin, con brocha o por pulverizacin, de forma
que se obtenga una capa delgada sobre la superficie a inspeccionar. Se aplicarn normalmente por
pulverizacin. En primer lugar se debe seleccionar el revelador adecuado
El espesor de la capa de revelador, debe ser tal que la pelcula seca que resulta de la evaporacin del
vehculo acuoso o no acuoso en el que va dispersado el polvo, debe de ser de espesor uniforme.
El espesor de la capa de revelador resulta fundamental para la sensibilidad del ensayo. Si este espesor
es demasiado grueso, se produce un enmascaramiento de las grietas ms finas, figura 6c. Por el contrario,
si el espesor es demasiado fino, cualquier resto de penetrante podra dar lugar a la aparicin de una
indicacin falsa, figura 6a.
Cuando el espesor no es uniforme, se pueden producir ambas situaciones de forma aleatoria.
FIGURA 6
INFLUENCIA DEL ESPESOR DE LA CAPA DE REVELADOR
Aunque el tiempo de revelado no suele ser crtico, un exceso del mismo puede dar lugar a una
difuminacin de las indicaciones. Vase apartado 3.7.
3.7.- Observacin.
La observacin se puede realizar a simple vista con luz natural si se trata de penetrantes coloreados o
bajo luz negra, en el caso de que se hayan empleado penetrantes fluorescentes.
Cualquiera que sea el tipo de penetrante empleado, la indicacin a que da lugar es consecuencia de una
discontinuidad que aflora a la superficie del objeto y seala su situacin, ponindose de manifiesto por el
contraste de color o fluorescencia sobre el fondo del revelador, de las cantidades de penetrante extradas y
retenidas en la capa del revelador.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -16-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
Las indicaciones se producen al ascender el penetrante por capilaridad desde el interior de la grieta. En
un comienzo, la imperfeccin genera una indicacin que reproduce fielmente la forma de la imperfeccin. A
medida que pasa el tiempo, el penetrante expulsado se difunde a travs del revelador, perdindose la
referencia de la geometra original. Como consecuencia de ello, la observacin debe realizarse en distintos
momentos. Normalmente se recomienda realizar esta observacin, inmediatamente tras la aplicacin del
revelador, al cabo de cinco minutos y al cabo de veinte minutos.
3.8.- Interpretacin de las indicaciones.
3.8.1.- Introduccin.
Normalmente, las indicaciones obtenidas por lquidos penetrantes no permiten cuantificar
adecuadamente las dimensiones de la imperfeccin que las ha generado. El verdadero tamao y tipo de la
discontinuidad no es fcil de evaluar si el penetrante se difunde excesivamente en el revelador.
En consecuencia, una buena prctica, tal y como se comentado, consiste en observar la superficie
durante la aplicacin del revelador con el fin de detectar la naturaleza de cualquier indicacin que tienda a
dispersarse o extenderse demasiado, dando lugar a que la indicacin aparezca difusa.
Si la superficie a examinar es demasiado extensa, la observacin podr hacerse por zonas.
Dependiendo del penetrante utilizado puede ser necesario recurrir a distintos instrumentos para la
interpretacin, as pues:
Penetrantes coloreados. La indicacin de la discontinuidad se manifiesta por el contraste de color,
generalmente rojo, sobre el fondo blanco de la capa ms o menos uniforme del revelador. Para
alcanzar una mayor sensibilidad, la inspeccin deber hacerse bajo una iluminacin adecuada.
Penetrantes fluorescentes. El mecanismo de formacin de la indicacin, esencialmente, es el
mismo que el expuesto anteriormente con la nica diferencia de que la observacin deber
realizarse iluminando la superficie a examinar con luz negra filtrada.
En la evaluacin de las discontinuidades se tendrn en cuenta las siguientes consideraciones.
Todas las indicaciones sern evaluadas de acuerdo con los criterios de aceptacin establecidos por
la normativa aplicable.
Cualquier discontinuidad abierta a la superficie dar lugar a una indicacin. Sin embargo,
irregularidades en las condiciones superficiales pueden dar lugar a falsas indicaciones.
En el caso de producirse amplias o extensas zonas con coloracin o fluorescencia, las cuales
pueden enmascarar las indicaciones de las discontinuidades, el examen no ser aceptable y
debern ser limpiadas y examinadas de nuevo.
Los lquidos penetrantes no pueden detectar inclusiones, segregaciones, presencias de materiales
extraos, o cualquier otra heterogeneidad a menos que exista una abertura asociada al defecto.
Un caso particular en el examen por lquidos penetrantes es la deteccin de fugas en tubos, bridas,
soldaduras y otros elementos de recipientes a presin donde la estanqueidad es el problema principal. En
estos casos, el lquido penetrante se aplica por uno de los lados y el revelador por el otro, y la aparicin de
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -17-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
indicaciones pone de evidencia discontinuidades pasantes, demostrando, sin lugar a dudas, que el
recipiente no podr ser empleado sin reparaciones en trabajos a presin.
3.8.2.- Aspecto de las indicaciones.
Las indicaciones pueden presentar cualquiera de las formas siguientes:
Indicaciones lineales continuas. Son las indicaciones tpicas procedentes de grietas (tales como
grietas de fatiga, grietas de contraccin en piezas moldeadas o en uniones soldadas, grietas de
temple, grietas de corrosin bajo tensiones,... Naturalmente pueden presentar ramificaciones.
Indicaciones lineales intermitentes. Suelen presentarse en pliegues de forja parcialmente
soldados, en faltas de fusin en uniones soldadas. Algunos tipos de grieta, tales como las de
corrosin bajo tensin suelen dar origen a indicaciones de este tipo.
Indicaciones redondeadas. Suelen aparecer en productos moldeados como consecuencia de
rechupes o sopladuras internas ms o menos grandes que afloran a la superficie a travs de
pequeas aberturas.
Indicaciones puntiformes agrupadas o dispersas. Se corresponden con zonas de porosidad del
material o bien zonas con presencia de microrrechupes.
Indicaciones difusas. Pueden deberse a microrrechupes, si bien existe la posibilidad de que sean
causadas por la propia rugosidad de la pieza.
Adems, en funcin del aspectos de los bordes de la indicacin, se puede asimilar las indicaciones con
bordes ntidos con discontinuidades estrechas que retienen poco penetrante. Por el contrario,
discontinuidades difusas hacen pensar en cavidades ms grandes.
Existen otros elementos de juicio para interpretar las indicaciones como son:
Brillo y extensin de la indicacin. La intensidad de la fluorescencia o del color de la indicacin
estn en relacin directa con el volumen de la discontinuidad. Lo mismo puede decirse de la
extensin de la indicacin.
Tiempo necesario para que aparezca la indicacin. Es inversamente proporcional al volumen de la
discontinuidad. As, las discontinuidades grandes aparecen rpidamente, mientras que habr que
dejar actuar al revelador un cierto tiempo para que vayan apareciendo las ms pequeas. En este
caso influyen otras consideraciones como son la temperatura de la pieza, caractersticas del
proceso,...
Persistencia de la indicacin. Es un buen indicio para estimar el tamao de una discontinuidad. Si la
indicacin reaparece despus de eliminar el revelador y volver a aplicarlo, es evidente que exista
un remanente de lquido penetrante. La intensidad y extensin de esta nueva indicacin puede dar
la medida del volumen de la discontinuidad.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -18-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
3.8.3.- Indicaciones falsas.
Son aquellas indicaciones que no se corresponden con discontinuidades reales de la pieza. La aparicin
de estas puede estar originadas por tres causas diferentes:
Lavado defectuoso de las piezas. Es la causa ms frecuente.
Manipulacin poco cuidadosa. Por ejemplo si el revelador aparece contaminado con el penetrante.
Geometra y construccin de la pieza, que permita retener el penetrante durante la eliminacin del
exceso del mismo,...
4.- CRITERIOS DE ACEPTACIN SEGN LA NORMA UNE - EN 1289.
4.1.- Generalidades.
La anchura de la superficie de ensayo debe incluir el metal de soldeo y la zona adyacente del metal base
hasta una distancia de 10 mm de cada lado.
En general, las indicaciones obtenidas por el ensayo de lquidos penetrantes no representan la misma
forma y medida que la imperfeccin que es la causa de la indicacin. Para los fines de esta norma, debera
evaluarse la medida de la indicacin por relacin con los valores indicados en la tabla 1.
Los niveles de aceptacin fijados para las indicaciones lineales son los correspondientes al nivel de
evaluacin. Las indicaciones de dimensiones inferiores no deben tenerse en cuenta. Normalmente, las
indicaciones aceptables no deben registrarse.
Puede utilizarse un esmerilado local para mejorar la clasificacin de toda o parte de la superficie a
ensayar cuando sea necesario trabajar con un nivel de deteccin superior que el previsto por el estado de la
superficie de la soldadura, segn la tabla 1.
Los niveles de aceptacin para las soldaduras de materiales metlicos estn indicados en la tabla 1.
Nivel de aceptacin1)
Tipo de indicacin
1
l2
l4
l8
d4
d6
d8
Indicacin lineal
l = longitud de la indicacin
Indicacin no lineal
d = Medida del eje mayor
1)
Los niveles de aceptacin 2 y 3 pueden especificarse con un sufijo X que significa que todas las
indicaciones lineales detectadas deben evaluarse con el nivel 1. No obstante, la probabilidad de
deteccin de indicaciones ms pequeas que las correspondientes al nivel de aceptacin original
puede ser pequea.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -19-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
4.2.- Evaluacin de las indicaciones.
La evaluacin inicial debe efectuarse como se indica en la Norma 571-1 y la evaluacin final de la
dimensin de la indicacin debe realizarse despus de que el tiempo mnimo de desarrollo indicado ha
transcurrido y antes de que la indicacin haya decado hasta el punto de no representar el origen de la
imperfeccin.
4.3.- Indicaciones agrupadas.
Cuando dos indicaciones adyacentes estn separadas por una distancia inferior a la mayor dimensin de
la ms pequea de las dos indicaciones, deben tratarse como si fuera una sola indicacin continua.
Las indicaciones agrupadas deben evaluarse de acuerdo con una norma de aplicacin.
4.4.- Eliminacin de imperfecciones.
Cuando la especificacin del producto lo permita, puede efectuarse un esmerilado local para reducir o
eliminar las imperfecciones que son el origen de las indicaciones inaceptables. Todas los zonas as tratadas
deben someterse a un nuevo ensayo con el mismo producto penetrante y la misma tcnica.
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -20-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
ANEXO A (Normativo)
Secar
Aplicar un penetrante
post-emulsificable y
dejar el tiempo de
contacto necesario.
Aplicar un penetrante
lavable con agua y dejar el
tiempo de contacto
necesario
Agua y disolvente
UNE-EN 571-1
Preparacin y limpieza previas
ETAPAS PRINCIPALES
DEL ENSAYO DE
LQUIDOS PENETRANTES
Aplicar un penetrante
eliminable con disolvente y
dejar el tiempo de contacto
necesario
Aplicar el eliminador de
disolvente con un trapo.
Lavar con agua
Aclarar por
pulverizacin de
agua
Aplicar un emulsificador
Lipoflico y dejar el tiempo
de contacto necesario
Aplicar un emulsificador
hidroflico y dejar el tiempo
de contacto necesario
Limpiar con un trapo
Dejar secar
Lavar con agua
Lavar con agua
Verificar la eliminacin del exceso de penetrante
Secar
Secar
Aplicar un revelador
hidrosoluble
Aplicar un revelador lquido
no acuoso
Secar
Secar
Duracin de revelado
Inspeccionar
Limpiar
Proteger si es necesario
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -21-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
ANEXO B
Penetrante
Tipo
I
Denominacin
Penetrante
fluorescente
II
UNE-EN 571-1
PRODUCTOS DE ENSAYO
Eliminador del exceso de
penetrante
Mtodo
Denominacin
Revelador
Forma
Denominacin
Agua
Seco
Emulsificador lipoflico;
Soluble en agua
1. Emulsificador
base aceite
2. Aclarado con
agua corriente
III
Penetrante coloreado
Penetrante mixto
(fluorescente y
coloreado)
Disolvente
(lquido)
Suspensin en agua
Emulsificador hidroflico;
1. Pre-aclarado
opcional (agua);
2. Emulsificante
(disuelto en
agua);
3. Aclarado final
(agua)
Base-disolvente
(hmedo no acuso)
Agua y disolvente
Soluble en agua,
suspensin en agua o
base disolvente para
aplicaciones
especiales(por ejemplo
revelador pelable)
Ejemplo de designacin.
EN 571-1-IAa-2:
Norma de aplicacin: EN 571-1.
I: Penetrante fluorescente.
A: Eliminacin del exceso de penetrante por medio de agua.
a: Revelador seco.
2: Sensibilidad del sistema de nivel 2 (de acuerdo con el prEN 571-3).
-CURSO DE FORMACIN DE INSPECTOR INTERNACIONAL DE SOLDADURA A NIVEL COMPLETO-
Tema 4.3 -22-
También podría gustarte
- Práctica 4 - Maquinas Eléctricas I - FIMEDocumento7 páginasPráctica 4 - Maquinas Eléctricas I - FIMERoy100% (1)
- Programa Mecanica de FluidosDocumento2 páginasPrograma Mecanica de FluidosKeven Andres OspinaAún no hay calificaciones
- 1er Examen - Analisis - Circuitos y Dispositivos 2021-1Documento2 páginas1er Examen - Analisis - Circuitos y Dispositivos 2021-1Juan Sebastian Lopez RiosAún no hay calificaciones
- Catalogo PhonexDocumento280 páginasCatalogo PhonexFredy AriasAún no hay calificaciones
- Modelos de Predicicion de Vida AnaquelDocumento50 páginasModelos de Predicicion de Vida AnaquelAbner Obregon100% (3)
- BencimidazolesDocumento3 páginasBencimidazolesJose Cardenas Vazquez100% (1)
- 3.3. Factores Que Afectan Al Rendimiento FotosintéticoDocumento2 páginas3.3. Factores Que Afectan Al Rendimiento FotosintéticoJavier ZRAún no hay calificaciones
- Analisis FRTDocumento6 páginasAnalisis FRTyeisonAún no hay calificaciones
- NTC407Documento5 páginasNTC407carlosprieto36Aún no hay calificaciones
- MRUDocumento9 páginasMRUToño RamirezAún no hay calificaciones
- Fractura MecanicaDocumento36 páginasFractura Mecanicaauro01Aún no hay calificaciones
- Practicas TermodinamicaDocumento74 páginasPracticas TermodinamicaEdu choquecotaAún no hay calificaciones
- Kits Antiderrame de LaboratoriosDocumento21 páginasKits Antiderrame de LaboratoriosLesly Judith Yaipen GonzalesAún no hay calificaciones
- Tablas para Gases Ideales (Libro de Cengel) PDFDocumento17 páginasTablas para Gases Ideales (Libro de Cengel) PDFPilar MayaAún no hay calificaciones
- Magnetismo Tarea 1Documento2 páginasMagnetismo Tarea 1Diana ColoradoAún no hay calificaciones
- Info 4 Coeficiente de Dilatacion LinealDocumento11 páginasInfo 4 Coeficiente de Dilatacion LinealkatykoralyAún no hay calificaciones
- UntitledDocumento7 páginasUntitledAndrea GalindoAún no hay calificaciones
- Investigación2 Shirley CoyagoDocumento3 páginasInvestigación2 Shirley CoyagoShirley CoyagoAún no hay calificaciones
- Rehabilitación de pistas y veredas en HuacllánDocumento37 páginasRehabilitación de pistas y veredas en HuacllánMiguel Trinidad Alvarado100% (1)
- Origen de la vida: teorías sobre la formación de los primeros seres vivosDocumento1 páginaOrigen de la vida: teorías sobre la formación de los primeros seres vivosalexander inoñan ramirezAún no hay calificaciones
- Fallout ManualDocumento122 páginasFallout ManualAndrés Alejandro Mora FrancoAún no hay calificaciones
- Evaluación de Ciencias Naturales Del Segundo Parcial II QuimestreDocumento2 páginasEvaluación de Ciencias Naturales Del Segundo Parcial II Quimestrelenin velasqueAún no hay calificaciones
- ACTIVIDAD 12 - Pruebas Bioquimicas - 01MDocumento16 páginasACTIVIDAD 12 - Pruebas Bioquimicas - 01MMonserrat VilaAún no hay calificaciones
- Fuerzas y leyes de NewtonDocumento2 páginasFuerzas y leyes de NewtonKatherin StefaniaAún no hay calificaciones
- Informe - S4 - SG5 - Ga2 2 PDFDocumento36 páginasInforme - S4 - SG5 - Ga2 2 PDFLEONARDO ALCIDES ROMERO ZAPANAAún no hay calificaciones
- Qué Son Los Fluidos Foro B2Documento4 páginasQué Son Los Fluidos Foro B2JOEL JOSE VILLACIS NAVARRETEAún no hay calificaciones
- Práctica 02 y 03Documento12 páginasPráctica 02 y 03Mery MoralesAún no hay calificaciones
- 1 - Informe Acred. Disponib. Hidrica (Anexo VI - Superficial)Documento282 páginas1 - Informe Acred. Disponib. Hidrica (Anexo VI - Superficial)drnoxAún no hay calificaciones
- Trabajo de Investigación Equipos de Laboratorio Glenda SaltosDocumento8 páginasTrabajo de Investigación Equipos de Laboratorio Glenda SaltosLynBCAún no hay calificaciones
- Memoria de Cálculo Práctica 6Documento7 páginasMemoria de Cálculo Práctica 6caroAún no hay calificaciones