También podría gustarte
- Introducción a las enseñanzas de Grigori GrabovoiDocumento42 páginasIntroducción a las enseñanzas de Grigori GrabovoiNavtej92% (12)
- Abs BendixDocumento90 páginasAbs BendixGerente Chilpancingo100% (1)
- Ebook - Calcular Parámetros de CorteDocumento13 páginasEbook - Calcular Parámetros de CorteOscar Alejandro Guerrero SanchezAún no hay calificaciones
- UML TareaDocumento2 páginasUML TareaPedro Antonio Orellana Cortez0% (1)
- Arquitectura de SoftwareDocumento73 páginasArquitectura de SoftwareFran Mascarell100% (1)
- Balotario Normas de TransitoDocumento29 páginasBalotario Normas de TransitoCesesol Brevetes Peru75% (4)
- Calculo Vigas Puente BPR 38m 3 Vigas PDFDocumento41 páginasCalculo Vigas Puente BPR 38m 3 Vigas PDFarmis26169Aún no hay calificaciones
- Competencias DirectivasDocumento1 páginaCompetencias DirectivasPedro Antonio Orellana CortezAún no hay calificaciones
- Pipelines and PlatformsDocumento4 páginasPipelines and PlatformsPedro Antonio Orellana CortezAún no hay calificaciones
- Cultura Organizacional y Clima LaboralDocumento1 páginaCultura Organizacional y Clima LaboralPedro Antonio Orellana CortezAún no hay calificaciones
- Datos de AlcanceDocumento1 páginaDatos de AlcancePedro Antonio Orellana CortezAún no hay calificaciones
- Módulos Del ProyectoDocumento4 páginasMódulos Del ProyectoPedro Antonio Orellana CortezAún no hay calificaciones
- Estrategia MKTDocumento2 páginasEstrategia MKTPedro Antonio Orellana CortezAún no hay calificaciones
- Miller - Norman AdamiDocumento18 páginasMiller - Norman AdamiPedro Antonio Orellana CortezAún no hay calificaciones
- Herramientas para La Gestión de Proyectos de TIDocumento37 páginasHerramientas para La Gestión de Proyectos de TIPedro Antonio Orellana CortezAún no hay calificaciones
- CAD2SHAPE CaracteristicasDocumento1 páginaCAD2SHAPE CaracteristicasPedro Antonio Orellana CortezAún no hay calificaciones
- Herramientas para La Gestión de Proyectos de TIDocumento37 páginasHerramientas para La Gestión de Proyectos de TIPedro Antonio Orellana CortezAún no hay calificaciones
- ProyectoRubik ImpactoDocumento7 páginasProyectoRubik ImpactoPedro Antonio Orellana CortezAún no hay calificaciones
- Ejemplo EDTDocumento3 páginasEjemplo EDTPedro Antonio Orellana CortezAún no hay calificaciones
- Inop PDFDocumento10 páginasInop PDFAritos TotisAún no hay calificaciones
- MandarinInn EjercicioDocumento2 páginasMandarinInn EjercicioPedro Antonio Orellana CortezAún no hay calificaciones
- ProyectoRubik ImpactoDocumento7 páginasProyectoRubik ImpactoPedro Antonio Orellana CortezAún no hay calificaciones
- Método para Generar Casos de Prueba Funcional en El Desarrollo de SoftwareDocumento8 páginasMétodo para Generar Casos de Prueba Funcional en El Desarrollo de SoftwareFernando GrilleAún no hay calificaciones
- Laive MemoriaDocumento4 páginasLaive MemoriaPedro Antonio Orellana CortezAún no hay calificaciones
- Claves Marketing Contend I oDocumento6 páginasClaves Marketing Contend I oSonia PatinoAún no hay calificaciones
- Esquema Del Informe y PaperDocumento1 páginaEsquema Del Informe y PaperPaolo MirandaAún no hay calificaciones
- Infografia Isla Basura PacificoDocumento1 páginaInfografia Isla Basura PacificoJudithAún no hay calificaciones
- Articulo Cientifico Revision CriticaDocumento31 páginasArticulo Cientifico Revision CriticaGerardo TorresAún no hay calificaciones
- Modelo Matriz Competencias Capacidades e Indicadores Del Las Area de Ciencia Tecnología y Ambiente RM NDocumento13 páginasModelo Matriz Competencias Capacidades e Indicadores Del Las Area de Ciencia Tecnología y Ambiente RM NSam JinesAún no hay calificaciones
- Formulas Rotación de Cuerpos RígidosDocumento11 páginasFormulas Rotación de Cuerpos RígidosOtoniel RuizAún no hay calificaciones
- Semana 12 Biologia 9Documento4 páginasSemana 12 Biologia 9diana ochoaAún no hay calificaciones
- Forma polar y exponencial de números complejosDocumento2 páginasForma polar y exponencial de números complejosluxz0Aún no hay calificaciones
- 4ta ClaseDocumento4 páginas4ta ClaseAndrea Katerine Berrocal SanchezAún no hay calificaciones
- Rubrica Informe AciDocumento3 páginasRubrica Informe AcigommmoAún no hay calificaciones
- Ejercicios de peso específico y presión hidrostáticaDocumento2 páginasEjercicios de peso específico y presión hidrostáticaEduardo Arturo PAJARES DIAZ100% (2)
- Ensayo de Educacion No ConvencionalDocumento7 páginasEnsayo de Educacion No ConvencionalCARLIS DEL VALLE ROJAS RODRIGUEZAún no hay calificaciones
- Trabajo de Bocatoma Cumbaza Obras HidraulicasDocumento15 páginasTrabajo de Bocatoma Cumbaza Obras HidraulicasLUISAún no hay calificaciones
- HACCP en planta de embutidosDocumento41 páginasHACCP en planta de embutidosPepe Espinoza AzamarAún no hay calificaciones
- AUTOMATIZACIONDocumento4 páginasAUTOMATIZACIONJuan Carlos TidoniAún no hay calificaciones
- PAE promueve mejoras a través de un videoDocumento15 páginasPAE promueve mejoras a través de un videoDenisse VividorAún no hay calificaciones
- Taller de Diseño Arquitectonico 6Documento3 páginasTaller de Diseño Arquitectonico 6PaulEnriqueAguilarMendozaAún no hay calificaciones
- Agricultura EcológicaDocumento10 páginasAgricultura EcológicaDannyAún no hay calificaciones
- Test de DIDC Diagnóstico Integral de Dominancia Cerebral de GardiéDocumento6 páginasTest de DIDC Diagnóstico Integral de Dominancia Cerebral de Gardiémario buelvas100% (1)
- Distribución física nacional de ColantaDocumento18 páginasDistribución física nacional de ColantaEdison PerezAún no hay calificaciones
- Microeconomia PDFDocumento14 páginasMicroeconomia PDF08daniosorio08Aún no hay calificaciones
- El Talento de MRDocumento3 páginasEl Talento de MRDaniela O'BrienAún no hay calificaciones
- Evaluación de QuimicaDocumento2 páginasEvaluación de QuimicaDiego IriarteAún no hay calificaciones
- Microeconomía: El monopolio y la competenciaDocumento6 páginasMicroeconomía: El monopolio y la competenciasaray herreraAún no hay calificaciones
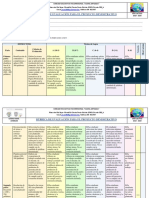
- Rúbrica de evaluación para proyecto demostrativoDocumento5 páginasRúbrica de evaluación para proyecto demostrativoAndrewAndy100% (2)
- Análisis Crítico de La Noción de PersonalidadDocumento14 páginasAnálisis Crítico de La Noción de Personalidadrbmblas7290Aún no hay calificaciones