También podría gustarte
- Vessel Trays and InternalsDocumento13 páginasVessel Trays and InternalsswatkoolAún no hay calificaciones
- HEI-IMS-CHEM-SOP10 Sodium Hypochlorite Plant OperationDocumento8 páginasHEI-IMS-CHEM-SOP10 Sodium Hypochlorite Plant Operationrizwan chAún no hay calificaciones
- Design and Analysis of Above-Ground Full Containment LNG Storage TanksDocumento6 páginasDesign and Analysis of Above-Ground Full Containment LNG Storage TanksrodrigoperezsimoneAún no hay calificaciones
- SP 41 05Documento14 páginasSP 41 05donyaAún no hay calificaciones
- (Chemical Injection System) - Operation and Maintenance ManualDocumento19 páginas(Chemical Injection System) - Operation and Maintenance Manualasri elektronikAún no hay calificaciones
- PP67 PE GEN 00 DOR SP Q 004 - Rev06 Piping Material ClassesDocumento45 páginasPP67 PE GEN 00 DOR SP Q 004 - Rev06 Piping Material ClassesHEINER_P100% (1)
- Technical Insulation HandbookDocumento48 páginasTechnical Insulation HandbookEduardAún no hay calificaciones
- Table-1 Scope of Work Supply (MR For ACHE)Documento6 páginasTable-1 Scope of Work Supply (MR For ACHE)Avinash ShuklaAún no hay calificaciones
- A-1-10-Specification For FRP Vessels and TanksDocumento17 páginasA-1-10-Specification For FRP Vessels and TanksbecemAún no hay calificaciones
- Piping Material Class Description SummaryDocumento22 páginasPiping Material Class Description SummaryFabio S.Aún no hay calificaciones
- NL-WI-236-04 Nozzle Loads EquipmentDocumento3 páginasNL-WI-236-04 Nozzle Loads EquipmentChirag ShahAún no hay calificaciones
- SEWA VI-D SEC - E GRP PipingDocumento18 páginasSEWA VI-D SEC - E GRP PipingManu V100% (1)
- Oisd 118Documento34 páginasOisd 118Amitava GangulyAún no hay calificaciones
- Distillation Column Tray Selection & Sizing - 1 - Separation TechnologiesDocumento18 páginasDistillation Column Tray Selection & Sizing - 1 - Separation TechnologiesOmesh Borole100% (1)
- Job Spec - Package - B224-114-80-43-SP-7204Documento11 páginasJob Spec - Package - B224-114-80-43-SP-7204Esakki muthuAún no hay calificaciones
- Reviewed Design Input for QIPP Slop Tank FabricationDocumento2 páginasReviewed Design Input for QIPP Slop Tank FabricationMathivanan AnbazhaganAún no hay calificaciones
- Engineering Design Basis (Static Equipment) (EPC-2 / EPC-3)Documento19 páginasEngineering Design Basis (Static Equipment) (EPC-2 / EPC-3)Avinash ShuklaAún no hay calificaciones
- Specification Package PlantDocumento30 páginasSpecification Package PlantPrakash Kumar KumarAún no hay calificaciones
- MineralWoolInsulation Data SheetDocumento18 páginasMineralWoolInsulation Data SheetAnonymous MB5YbaLrBEAún no hay calificaciones
- Vertical FRP Tank Spec 11 06Documento9 páginasVertical FRP Tank Spec 11 06TECH100% (1)
- Itp Jib Crane Rev.1Documento1 páginaItp Jib Crane Rev.1Roger MahilumAún no hay calificaciones
- Dry Bulk Storage Tank SpecificationDocumento7 páginasDry Bulk Storage Tank SpecificationMohamed Mostafa IbrahimAún no hay calificaciones
- Thiruppathiajan R - CVDocumento4 páginasThiruppathiajan R - CVThiruppathirajanAún no hay calificaciones
- T12026 SACM 0002 N 0 - ProposalDocumento81 páginasT12026 SACM 0002 N 0 - ProposalSubrata DasAún no hay calificaciones
- Double Wall Ammonia Storage Tank Design and Engineering DocumentsDocumento33 páginasDouble Wall Ammonia Storage Tank Design and Engineering DocumentsErol DAĞ100% (1)
- Air Dryer - Tangguh PJDocumento64 páginasAir Dryer - Tangguh PJRanu JanuarAún no hay calificaciones
- Data Sheet For Silencer PDFDocumento3 páginasData Sheet For Silencer PDFAlvin Smith0% (1)
- Tank MaterialDocumento6 páginasTank MaterialerwanAún no hay calificaciones
- OISD Standard on Process Design and Operating Philosophy for Fired Process FurnacesDocumento25 páginasOISD Standard on Process Design and Operating Philosophy for Fired Process FurnacesSanjay Patel0% (1)
- Sharing Session Piping Material - Flame ArrestorDocumento18 páginasSharing Session Piping Material - Flame ArrestorDinda Putri AmaliaAún no hay calificaciones
- Chemical Injection Skid Material RequisitionDocumento37 páginasChemical Injection Skid Material RequisitionSandeepNBabu100% (1)
- EGP3-01.16 Welding For Skids and Miscellaneous SteelDocumento10 páginasEGP3-01.16 Welding For Skids and Miscellaneous SteelMathias OnosemuodeAún no hay calificaciones
- Material and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Documento17 páginasMaterial and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Javeed A. KhanAún no hay calificaciones
- 32 Samss 002 PDFDocumento35 páginas32 Samss 002 PDFSahilAún no hay calificaciones
- N2 Regulator and Gauges DatasheetDocumento4 páginasN2 Regulator and Gauges DatasheetpavanAún no hay calificaciones
- Alpema Standerd For Brazed Aluminium Plate-Fin Heat ExchDocumento78 páginasAlpema Standerd For Brazed Aluminium Plate-Fin Heat ExchBilal NazirAún no hay calificaciones
- Engineering Group: Kuwait Oil Company (K.S.C.)Documento14 páginasEngineering Group: Kuwait Oil Company (K.S.C.)Aravindan Ganesh KumarAún no hay calificaciones
- DAB 22 Fuel Hydrant PitDocumento2 páginasDAB 22 Fuel Hydrant Pitzelda1022Aún no hay calificaciones
- Design Basis - Package - B224-999-80-43 EDB-1002Documento12 páginasDesign Basis - Package - B224-999-80-43 EDB-1002Esakki muthu100% (1)
- ELT-01-EP-TS-0005 - Specification For Manual Valve - R0Documento20 páginasELT-01-EP-TS-0005 - Specification For Manual Valve - R0jorgekarlosprAún no hay calificaciones
- Basic Engineering Design Basis For Sour Water Stripper Unit (SWS) (UNIT 08)Documento10 páginasBasic Engineering Design Basis For Sour Water Stripper Unit (SWS) (UNIT 08)mohsen ranjbarAún no hay calificaciones
- Offshore Onshore Pipeline Coatingsolutions PDFDocumento12 páginasOffshore Onshore Pipeline Coatingsolutions PDFfeghbalibAún no hay calificaciones
- STD 118Documento29 páginasSTD 118intelashok100% (1)
- Assembly Instructions For Taper JointsDocumento12 páginasAssembly Instructions For Taper JointsmohdAún no hay calificaciones
- National Oil Corporation Positive Displacement Pump SpecificationDocumento17 páginasNational Oil Corporation Positive Displacement Pump SpecificationRochdi SahliAún no hay calificaciones
- Oil and Gas Installation Layout GuidelinesDocumento27 páginasOil and Gas Installation Layout GuidelinesVivek MAún no hay calificaciones
- Technical Specification PDFDocumento101 páginasTechnical Specification PDFAsma KhanAún no hay calificaciones
- Pages From g446 0828 2810 Itp 0100 0046 Rev 05 Final Approved 2Documento4 páginasPages From g446 0828 2810 Itp 0100 0046 Rev 05 Final Approved 2Vinay YadavAún no hay calificaciones
- Application For The Static Equipment Design EngineerDocumento3 páginasApplication For The Static Equipment Design EngineerTejas ShahAún no hay calificaciones
- Dimensions, Sizes and Specification of JIS B2220 Standard Steel Flanges PDFDocumento8 páginasDimensions, Sizes and Specification of JIS B2220 Standard Steel Flanges PDFMohamad RifkiAún no hay calificaciones
- Tank Datasheet - CS-8000KL - RADocumento1 páginaTank Datasheet - CS-8000KL - RASumantrra ChattopadhyayAún no hay calificaciones
- US9260541 Methods of Catalyst ActivationDocumento22 páginasUS9260541 Methods of Catalyst ActivationyamakunAún no hay calificaciones
- SWS Process Flow DiagramDocumento1 páginaSWS Process Flow DiagramNKAún no hay calificaciones
- Nitrogen Generator Functional TestDocumento10 páginasNitrogen Generator Functional TestBudi UtomoAún no hay calificaciones
- ROCKWOOL© Technical InsulationDocumento36 páginasROCKWOOL© Technical InsulationHaytham ElsayedAún no hay calificaciones
- Index - Amendment To TBPDocumento4 páginasIndex - Amendment To TBPVineet 01Aún no hay calificaciones
- KSB Etanorm LDocumento40 páginasKSB Etanorm LhaseitoAún no hay calificaciones
- Quality Control Procedure Strcture-SSDocumento16 páginasQuality Control Procedure Strcture-SSKamran AliAún no hay calificaciones
- Structural SteelDocumento30 páginasStructural Steelnandi_scr100% (1)
- Fabrication ProcedureDocumento16 páginasFabrication ProcedureAryo WicaksonoAún no hay calificaciones
- Tunsgten - Scrap - Metal - Cutting - 13.04.17utilization of Tungsten Scrap (Tungsten Carbide Insert Tips) Generated From Metal Cutting OperationsDocumento8 páginasTunsgten - Scrap - Metal - Cutting - 13.04.17utilization of Tungsten Scrap (Tungsten Carbide Insert Tips) Generated From Metal Cutting OperationsManish PatelAún no hay calificaciones
- Utilization of Waste Dichromate SolutionDocumento8 páginasUtilization of Waste Dichromate SolutionManish PatelAún no hay calificaciones
- Utilization of Used Waste ThinnerDocumento9 páginasUtilization of Used Waste ThinnerManish PatelAún no hay calificaciones
- Utlz SpentSulphuricAcid DichloroNitroBenz SpentSodiumThioDocumento8 páginasUtlz SpentSulphuricAcid DichloroNitroBenz SpentSodiumThioManish PatelAún no hay calificaciones
- SOP for Utilization of Gasifier Slag and Spent Catalyst in Steel ProductionDocumento7 páginasSOP for Utilization of Gasifier Slag and Spent Catalyst in Steel ProductionManish PatelAún no hay calificaciones
- Online Payment Receipt: Mobile Number: Payment Date & Time: Order Id: Recharge Description: Recharge ValidityDocumento1 páginaOnline Payment Receipt: Mobile Number: Payment Date & Time: Order Id: Recharge Description: Recharge ValidityManish PatelAún no hay calificaciones
- Utilizaion Spent SolventDocumento7 páginasUtilizaion Spent SolventManish PatelAún no hay calificaciones
- Utilization of Flue Gas Cleaning Residue Generated From Steel Scrap Melting Induction Furnace, For Zinc Extraction (HW Category No. 35.1 of Sch-I)Documento9 páginasUtilization of Flue Gas Cleaning Residue Generated From Steel Scrap Melting Induction Furnace, For Zinc Extraction (HW Category No. 35.1 of Sch-I)Manish PatelAún no hay calificaciones
- SOP Guidance Steps 1-7Documento7 páginasSOP Guidance Steps 1-7Manish PatelAún no hay calificaciones
- Understand Measurement Units with the SI SystemDocumento16 páginasUnderstand Measurement Units with the SI SystemManish PatelAún no hay calificaciones
- Slow Sand Filtration System Study ReportDocumento36 páginasSlow Sand Filtration System Study ReportManish PatelAún no hay calificaciones
- Sanitary Work Check FORMDocumento33 páginasSanitary Work Check FORMManish PatelAún no hay calificaciones
- Sanitary Work Check FORMDocumento33 páginasSanitary Work Check FORMManish PatelAún no hay calificaciones
- Appendix A.2 Water TWorks Capacity ChecksDocumento8 páginasAppendix A.2 Water TWorks Capacity ChecksTuấn VũAún no hay calificaciones
- Presentation 2015 Batch Day07 1Documento3 páginasPresentation 2015 Batch Day07 1Manish PatelAún no hay calificaciones
- Lightning Protection Risk Assessment NEWDocumento6 páginasLightning Protection Risk Assessment NEWTigrillo100% (1)
- Tonnes Grams Equivalents Multiple Name SI Symbol Multiple Name Symbol Tonnes (T) Kilograms (KG)Documento2 páginasTonnes Grams Equivalents Multiple Name SI Symbol Multiple Name Symbol Tonnes (T) Kilograms (KG)Manish PatelAún no hay calificaciones
- Paper 8Documento10 páginasPaper 8Esthephani MtzAún no hay calificaciones
- Everything You Need to Know About HDPE and PP Woven SacksDocumento8 páginasEverything You Need to Know About HDPE and PP Woven Sackschaudhary1604Aún no hay calificaciones
- Biltech Aac BlocksDocumento4 páginasBiltech Aac BlocksManish PatelAún no hay calificaciones
- Quadrone I-Sight Manual BookDocumento12 páginasQuadrone I-Sight Manual BookRaul Gomez FUTCAún no hay calificaciones
- KarmaDocumento17 páginasKarmaManish PatelAún no hay calificaciones
- Plan your eventDocumento4 páginasPlan your eventonahiatusAún no hay calificaciones
- Versatile lightweight building material: Autoclaved aerated concreteDocumento12 páginasVersatile lightweight building material: Autoclaved aerated concreteManish PatelAún no hay calificaciones
- Iso 14001finalDocumento17 páginasIso 14001finalbhavesh_balasAún no hay calificaciones
- Best Practices Application of ISO 14001Documento87 páginasBest Practices Application of ISO 14001aguseserAún no hay calificaciones
- RFPDocumento10 páginasRFPManish PatelAún no hay calificaciones
- Guidelines For The Quality Assurance Plan ChecklistDocumento8 páginasGuidelines For The Quality Assurance Plan ChecklistManish PatelAún no hay calificaciones
- Electrostatic Precipitator Design CalculatorDocumento3 páginasElectrostatic Precipitator Design CalculatorManish PatelAún no hay calificaciones
- ASME Dish Head Design DimensionsDocumento1 páginaASME Dish Head Design DimensionsManish PatelAún no hay calificaciones
- ME 291 Engineering Economy: Capitalized Cost Calculation and AnalysisDocumento8 páginasME 291 Engineering Economy: Capitalized Cost Calculation and AnalysisEhsan Ur RehmanAún no hay calificaciones
- Meca Mobilite Dev PDFDocumento8 páginasMeca Mobilite Dev PDFAyoubAún no hay calificaciones
- Kia Sportage 2005Documento79 páginasKia Sportage 2005hubertocAún no hay calificaciones
- McCormick X60 Series (2011-2014) - RP67 - X60.50 Tractor Service Repair Manual PDFDocumento25 páginasMcCormick X60 Series (2011-2014) - RP67 - X60.50 Tractor Service Repair Manual PDFfjkkekmdmAún no hay calificaciones
- Aermec FCL 32-124 Technical Manual EngDocumento84 páginasAermec FCL 32-124 Technical Manual Enganon_281687165Aún no hay calificaciones
- 640 DradiatorblindDocumento2 páginas640 DradiatorblindMaxy ServiçosAún no hay calificaciones
- Heavy lifting skidding system specificationsDocumento1 páginaHeavy lifting skidding system specificationsm4l4ysiaAún no hay calificaciones
- GEO3701 Unit 3Documento94 páginasGEO3701 Unit 3Asithandile Punqunqu MpayipheliAún no hay calificaciones
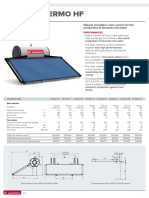
- Kairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionDocumento4 páginasKairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionFILID MADAún no hay calificaciones
- Apex Status - Issue 2 (2-01-2008)Documento22 páginasApex Status - Issue 2 (2-01-2008)BorisLundbergAún no hay calificaciones
- Maquinaria Naval Parte A-DDocumento185 páginasMaquinaria Naval Parte A-DraulbrlunaAún no hay calificaciones
- M19 GPSA TermodinámicaDocumento34 páginasM19 GPSA TermodinámicaSanchez LeilaAún no hay calificaciones
- Tractor Operator AgricultureDocumento9 páginasTractor Operator AgricultureConstantin CarpenAún no hay calificaciones
- Tpi 31 - VVKN - enDocumento13 páginasTpi 31 - VVKN - enKundzoAún no hay calificaciones
- 32 Landing GearDocumento176 páginas32 Landing GearMaria Fernanda Nuñez RuizAún no hay calificaciones
- Sa 2696 1Documento1 páginaSa 2696 1siddiq alviAún no hay calificaciones
- Exercises Marine Engineer + Internal Combustion EnginesDocumento3 páginasExercises Marine Engineer + Internal Combustion EnginesGeorge GaneaAún no hay calificaciones
- IEA A43 PR2 A16 Reference Cooling Tower EES Model CASJL PhAJL080108Documento6 páginasIEA A43 PR2 A16 Reference Cooling Tower EES Model CASJL PhAJL080108saeedalipourAún no hay calificaciones
- Rail Transportation Safety Investigation Report R21C0070Documento7 páginasRail Transportation Safety Investigation Report R21C0070CTV CalgaryAún no hay calificaciones
- 2007 08 27 KermanMomtazan KHD OFF ShoreTraining Program CementGrindingProcessDocumento84 páginas2007 08 27 KermanMomtazan KHD OFF ShoreTraining Program CementGrindingProcessAnonymous iI88Lt100% (2)
- Second Law of Thermodynamics 1Documento16 páginasSecond Law of Thermodynamics 1Lone KnightAún no hay calificaciones
- Yawei Pressbrake ManualDocumento54 páginasYawei Pressbrake ManualWayne Hoppe100% (1)
- Identification Markings for Fasteners GuideDocumento87 páginasIdentification Markings for Fasteners GuideasdfagAún no hay calificaciones
- Tank and Vessel Trace Heating Thermon Temperature Maintenance and Frost Protection HeetSheet Spec SheetDocumento2 páginasTank and Vessel Trace Heating Thermon Temperature Maintenance and Frost Protection HeetSheet Spec SheetCarlos SopasAún no hay calificaciones
- New ChangeDocumento68 páginasNew ChangeAnoop Kamla PandeyAún no hay calificaciones
- Flowfit CPA250: Technical InformationDocumento8 páginasFlowfit CPA250: Technical Informationknightfelix12Aún no hay calificaciones
- Production and Industrial EngineeringDocumento27 páginasProduction and Industrial EngineeringShivangi MishraAún no hay calificaciones
- JC GGC 2011 Catalogue Low ResDocumento52 páginasJC GGC 2011 Catalogue Low ResgaluAún no hay calificaciones
- Vickers Valve Kftg4v3kfdg4v3Documento20 páginasVickers Valve Kftg4v3kfdg4v3Siju Mon SAún no hay calificaciones
- KF Contro Ball Broch 3pc4bolt 1Documento8 páginasKF Contro Ball Broch 3pc4bolt 1M CramerAún no hay calificaciones