También podría gustarte
- Topical Finasteride in The Treatment of Androgenic Alopecia. Preliminary Evaluations After A 16-Month Therapy CourseDocumento4 páginasTopical Finasteride in The Treatment of Androgenic Alopecia. Preliminary Evaluations After A 16-Month Therapy Coursenobody100% (2)
- Chapter 3 The Equipment of Naturally Flowing Wells-1Documento24 páginasChapter 3 The Equipment of Naturally Flowing Wells-1stanlnleybuduka100% (1)
- Welding Metallurgy - Unit 12 - WEEK 11 PDFDocumento3 páginasWelding Metallurgy - Unit 12 - WEEK 11 PDFDilipAún no hay calificaciones
- C 06.C Wellhead DesignDocumento6 páginasC 06.C Wellhead DesignJose David Hernandez OteroAún no hay calificaciones
- 11"-5000psi Double Ram BOP ManualDocumento64 páginas11"-5000psi Double Ram BOP ManualDavid EskarousAún no hay calificaciones
- DSQ4 10M SidedoorDocumento15 páginasDSQ4 10M SidedoorДудла СтаніславAún no hay calificaciones
- Choke ParveenDocumento3 páginasChoke ParveenYM Edwin Gil BeltranAún no hay calificaciones
- M60eh44 Man 001Documento40 páginasM60eh44 Man 001Riski KurniawanAún no hay calificaciones
- Tailrod Hydraulic Gate ValveDocumento2 páginasTailrod Hydraulic Gate ValveTopoilServ100% (1)
- BPV Specification and Drawings PDFDocumento4 páginasBPV Specification and Drawings PDFParag PadoleAún no hay calificaciones
- Power Tong Gill 500Documento48 páginasPower Tong Gill 500asimAún no hay calificaciones
- CT WKM Powrseal GateDocumento28 páginasCT WKM Powrseal GatemoonanbuAún no hay calificaciones
- Chokes: Invention, Unique Design and Extraordinary CraftsmanshipDocumento20 páginasChokes: Invention, Unique Design and Extraordinary CraftsmanshipmuralisunAún no hay calificaciones
- Cameron F FC BookletDocumento4 páginasCameron F FC Booklettxlucky80Aún no hay calificaciones
- Uztel OrizontalDocumento5 páginasUztel OrizontalDorin RaduAún no hay calificaciones
- QBH Ram Bop'S: 4-1/16" 15,000 Psi WPDocumento32 páginasQBH Ram Bop'S: 4-1/16" 15,000 Psi WPjuan olarte0% (1)
- Ingram Cactus - Exact 15 Universal Slim-Hole Wellhead SystemDocumento5 páginasIngram Cactus - Exact 15 Universal Slim-Hole Wellhead SystemYougchu LuanAún no hay calificaciones
- Stripper TOT 2.50 10M DS34 TechMan1146Documento13 páginasStripper TOT 2.50 10M DS34 TechMan1146Diego OspinaAún no hay calificaciones
- DSA6 15M SidedoorDocumento14 páginasDSA6 15M SidedoorДудла Станіслав100% (1)
- 13.625 10K Double Cameron U BOP PDFDocumento2 páginas13.625 10K Double Cameron U BOP PDFAndung Suwarto100% (1)
- Tubing Gauge Paraffin Cutter.Documento1 páginaTubing Gauge Paraffin Cutter.Cesar Jara CobosAún no hay calificaciones
- Field Test Procedures Chemical Injection ValveDocumento2 páginasField Test Procedures Chemical Injection ValveHua Tien Dung100% (1)
- CT WKM Gate Saf T Seal 01 PDFDocumento36 páginasCT WKM Gate Saf T Seal 01 PDFchonubobbyAún no hay calificaciones
- HP Auto Clave FittingsDocumento1 páginaHP Auto Clave FittingsRavi Chaitanya VelamarthyAún no hay calificaciones
- Hydril Blowout Preventers Ram Seal KitsDocumento1 páginaHydril Blowout Preventers Ram Seal KitsJIN WANGAún no hay calificaciones
- FSP 28"-2000 Psi Diverter/BOP: Diverters' Simplicity Maximizes ReliabilityDocumento2 páginasFSP 28"-2000 Psi Diverter/BOP: Diverters' Simplicity Maximizes Reliabilitymehmet sait öztürkAún no hay calificaciones
- Equipment FlyerDocumento7 páginasEquipment FlyerCatalin StoicescuAún no hay calificaciones
- Blowout Preventer PDFDocumento2 páginasBlowout Preventer PDFdazaev1100% (1)
- Hydril Blowout Preventers Ram AssembliesDocumento2 páginasHydril Blowout Preventers Ram AssembliesJIN WANGAún no hay calificaciones
- CHAMP® XHP PackerDocumento2 páginasCHAMP® XHP PackerservicemenruAún no hay calificaciones
- 1522 FZ54-35U Ram BOPDocumento42 páginas1522 FZ54-35U Ram BOPAsif JalgaonkarAún no hay calificaciones
- CAMERON France S.A.S: Front SheetDocumento27 páginasCAMERON France S.A.S: Front SheetkrishnsgkAún no hay calificaciones
- Model fm4Documento25 páginasModel fm4LeandroAún no hay calificaciones
- FKQ50-2 Use R ManualDocumento56 páginasFKQ50-2 Use R ManualMuthia AstriAún no hay calificaciones
- Ds Shearing Blind Ram Tc1399Documento2 páginasDs Shearing Blind Ram Tc1399Gregory StewartAún no hay calificaciones
- 1PackerSystem PackerAccessories&tools PDFDocumento21 páginas1PackerSystem PackerAccessories&tools PDFAnand aashishAún no hay calificaciones
- Tech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopDocumento34 páginasTech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopRiski KurniawanAún no hay calificaciones
- Retsco/Demco Mud Guns: Bottom TypeDocumento1 páginaRetsco/Demco Mud Guns: Bottom TypeGregory StewartAún no hay calificaciones
- D392005428-MKT-001 6012 Bop PDFDocumento2 páginasD392005428-MKT-001 6012 Bop PDFMitul PatelAún no hay calificaciones
- Blowout Preventer (BOP) Stack API Spec 16A: Shanghai Sunry Petroleum Equipment Co., LTDDocumento4 páginasBlowout Preventer (BOP) Stack API Spec 16A: Shanghai Sunry Petroleum Equipment Co., LTDMattar NizwaAún no hay calificaciones
- H00707Documento2 páginasH00707AQUILES CARRERAAún no hay calificaciones
- H&P ARG Rig 335 Equipment List From Final WoDocumento12 páginasH&P ARG Rig 335 Equipment List From Final WoJuan Miguel Robledo100% (1)
- Texas Oil Tools: Packer Inserts & EnergizersDocumento12 páginasTexas Oil Tools: Packer Inserts & Energizersshahrol effendy rodziAún no hay calificaciones
- Janki Oil ToolsDocumento55 páginasJanki Oil ToolsInderjeet HoodaAún no hay calificaciones
- Cameron EB 555 D Rev U2 - VBR Engineering InfoDocumento6 páginasCameron EB 555 D Rev U2 - VBR Engineering InfoCanrig Ramde100% (1)
- Surface Bumper JarDocumento9 páginasSurface Bumper JarCristian PopaAún no hay calificaciones
- Ring Type Joint Gaskets Styles: R, RX, BXDocumento2 páginasRing Type Joint Gaskets Styles: R, RX, BXiswantmachooAún no hay calificaciones
- Pressure Control GroupDocumento4 páginasPressure Control GroupAbdelhamid HaramiAún no hay calificaciones
- Tech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopDocumento34 páginasTech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopPastor VelasquezAún no hay calificaciones
- Workover Bops PDFDocumento5 páginasWorkover Bops PDFBeni N SoloAún no hay calificaciones
- Engineering Report Low Force Shear Ram Test Results AXON 18-3/4" 10M Type 50Documento2 páginasEngineering Report Low Force Shear Ram Test Results AXON 18-3/4" 10M Type 50Bala KrishnanAún no hay calificaciones
- Equipment Descriptions, Operating Characteristics, and RequirementsDocumento50 páginasEquipment Descriptions, Operating Characteristics, and RequirementslcremaschiAún no hay calificaciones
- Rupture Disk FUL-FLO Sampler: HalliburtonDocumento2 páginasRupture Disk FUL-FLO Sampler: Halliburtonsaeed65Aún no hay calificaciones
- ExPro Well - Intervention - Brochure PDFDocumento20 páginasExPro Well - Intervention - Brochure PDFNaveed HasanAún no hay calificaciones
- Series 150 Overshots Supplement: Instruction Manual 1150ADocumento25 páginasSeries 150 Overshots Supplement: Instruction Manual 1150AForos IscAún no hay calificaciones
- 13.625 Inch BOP Test Sequence.Documento1 página13.625 Inch BOP Test Sequence.jsarmaAún no hay calificaciones
- Well Control EquipmentDocumento82 páginasWell Control EquipmentKhairuddin KhairuddinAún no hay calificaciones
- BOP ComponentsDocumento8 páginasBOP ComponentsrahulAún no hay calificaciones
- Blow Out Prevention SystemDocumento10 páginasBlow Out Prevention SystemABDULBASIT ALIAún no hay calificaciones
- Drilling ReportDocumento10 páginasDrilling ReportLawand RaufAún no hay calificaciones
- Chapter-1: Well ControlDocumento25 páginasChapter-1: Well ControlRama KrishnaAún no hay calificaciones
- Blowout Preventer Assembly, Pressure & Function Testing, Casing & Pipe TubingDocumento6 páginasBlowout Preventer Assembly, Pressure & Function Testing, Casing & Pipe Tubingpmd_mhAún no hay calificaciones
- Formate Brines - What's New - Siv HowardDocumento54 páginasFormate Brines - What's New - Siv HowardDavid KusumaAún no hay calificaciones
- Field Observations of Gas-Condensate Well TestingDocumento105 páginasField Observations of Gas-Condensate Well TestingDavid KusumaAún no hay calificaciones
- Slickline PerforatingDocumento2 páginasSlickline PerforatingDavid Kusuma100% (1)
- Halliburton Packer Information PDFDocumento76 páginasHalliburton Packer Information PDFrlk2806100% (4)
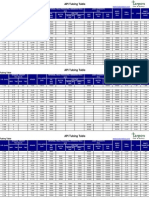
- API Tubing TableDocumento6 páginasAPI Tubing TableDavid Kusuma100% (1)
- Sgs Port Klang Ann Joo Integrated Steel 03653-03731 (79samples)Documento8 páginasSgs Port Klang Ann Joo Integrated Steel 03653-03731 (79samples)Jasni JalaludinAún no hay calificaciones
- Bul-Spent Mushroom Substrate (SMS)Documento56 páginasBul-Spent Mushroom Substrate (SMS)Manoj Patel100% (1)
- Coa CaprillycDocumento2 páginasCoa Caprillycptcahaya kemilaupratamaAún no hay calificaciones
- Assessment of Drought Tolerance in Mung Bean Cultivarslines As Depicted by The Activities of Germination Enzymes, Seedling's Antioxidative Potential and Nutrient AcquisitionDocumento33 páginasAssessment of Drought Tolerance in Mung Bean Cultivarslines As Depicted by The Activities of Germination Enzymes, Seedling's Antioxidative Potential and Nutrient AcquisitionFaisal ShehzadAún no hay calificaciones
- ISMP High Alert MedicationsDocumento1 páginaISMP High Alert MedicationsOki TursinawatyAún no hay calificaciones
- (Autex Research Journal) Analysis of Moisture Evaporation From Underwear Designed For Fire-FightersDocumento13 páginas(Autex Research Journal) Analysis of Moisture Evaporation From Underwear Designed For Fire-FightersHafez HawasAún no hay calificaciones
- 3100 P TDocumento196 páginas3100 P TTim FowlerAún no hay calificaciones
- Profil Farmakikinetik Pantoprazole InjeksiDocumento17 páginasProfil Farmakikinetik Pantoprazole InjeksitikaAún no hay calificaciones
- Service Manual: First Edition Second Printing Part No. 52709Documento440 páginasService Manual: First Edition Second Printing Part No. 52709Jhon Hever Benitez100% (1)
- STRUCTURE OF ATOMS - DoneDocumento16 páginasSTRUCTURE OF ATOMS - DoneRaghvendra ShrivastavaAún no hay calificaciones
- LDH SLDocumento4 páginasLDH SLLUIS DANIEL VAZQUEZ RAMIREZAún no hay calificaciones
- Dequest 2040, 2050 and 2060 Product SeriesDocumento9 páginasDequest 2040, 2050 and 2060 Product SeriesLê CôngAún no hay calificaciones
- IncroquatBehenylTMS 50DataSheetDocumento7 páginasIncroquatBehenylTMS 50DataSheetKirk BorromeoAún no hay calificaciones
- Advantages and Disadvantages of Hydraulic SystemsDocumento3 páginasAdvantages and Disadvantages of Hydraulic SystemsTina MilovanovićAún no hay calificaciones
- Dennis Hendershot SACHE Inherently Safer DesignDocumento87 páginasDennis Hendershot SACHE Inherently Safer Designanon-196321100% (3)
- There Are Three Main Groups of Resin:: Polyester ResinsDocumento1 páginaThere Are Three Main Groups of Resin:: Polyester ResinsmukeshAún no hay calificaciones
- Causes of Open ApicesDocumento2 páginasCauses of Open ApiceskowmudimaddineniAún no hay calificaciones
- Coordination ChemistryDocumento43 páginasCoordination ChemistryvictorAún no hay calificaciones
- Presentation On Nutmeg Oil For IPB NOV 2022Documento34 páginasPresentation On Nutmeg Oil For IPB NOV 2022KushDaiwikAún no hay calificaciones
- Catalogue Product M-Plus FilterDocumento40 páginasCatalogue Product M-Plus FilterAdrian Samuel ThenochAún no hay calificaciones
- Gold III Oxide and OxychlorideDocumento1 páginaGold III Oxide and OxychlorideAnonymous 2ZtL2IL2Aún no hay calificaciones
- B1e 004 PDFDocumento40 páginasB1e 004 PDFNguyễn Xuân ĐiệpAún no hay calificaciones
- E-Waste Management in Indian Cities-Problems and Solutions: Anand3162@yahoo - Co.inDocumento18 páginasE-Waste Management in Indian Cities-Problems and Solutions: Anand3162@yahoo - Co.inanand3162Aún no hay calificaciones
- Filter Press 1Documento7 páginasFilter Press 1lutexgadsonAún no hay calificaciones
- 20 eDocumento57 páginas20 eakanksha vermaAún no hay calificaciones
- Hot-Dip Galvanizing Vs Continuous Sheet GalvanizingDocumento2 páginasHot-Dip Galvanizing Vs Continuous Sheet GalvanizingSreedhar Patnaik.M100% (1)
- Electrical Design and Aspects of Hvac: Unit - 4: Heating Control DevicesDocumento49 páginasElectrical Design and Aspects of Hvac: Unit - 4: Heating Control DevicesRakesh MoparthiAún no hay calificaciones
- 9cbse-ATOMS AND MOLECULES-NOTES-JAN 2023 - UpdatedDocumento4 páginas9cbse-ATOMS AND MOLECULES-NOTES-JAN 2023 - UpdatedTamers artAún no hay calificaciones