También podría gustarte
- Centrifugal PumpsDocumento5 páginasCentrifugal PumpsNimesh Gunasekera100% (1)
- Bell and Gossett Sump DesignDocumento8 páginasBell and Gossett Sump DesignVelpandian ManiAún no hay calificaciones
- Asse Plumbing Dictionary 6thed PDFDocumento202 páginasAsse Plumbing Dictionary 6thed PDFAbbey Guias AquinoAún no hay calificaciones
- API 610 - Why BEP Should Be Between Normal Point and Rated PointDocumento7 páginasAPI 610 - Why BEP Should Be Between Normal Point and Rated PointMuhammad ImranAún no hay calificaciones
- Thesis FinalDocumento43 páginasThesis FinalRakib KhanAún no hay calificaciones
- HydraulicsDocumento121 páginasHydraulicsSoban ReddyAún no hay calificaciones
- Midrange Pump Station Design RecommendationsDocumento8 páginasMidrange Pump Station Design Recommendationsalan toomeyAún no hay calificaciones
- b3311 722-2Documento7 páginasb3311 722-2Arnaldo BenitezAún no hay calificaciones
- MMG Wastewater ManagementDocumento376 páginasMMG Wastewater ManagementIndrasis DasAún no hay calificaciones
- Foundation Eng Part 2Documento366 páginasFoundation Eng Part 2Law Jia WeiAún no hay calificaciones
- Pump Selection, AJAX 2000Documento33 páginasPump Selection, AJAX 2000Asad Hayat WarraichAún no hay calificaciones
- Chapter (5) Pump System CurveDocumento27 páginasChapter (5) Pump System Curvekarioke mohaAún no hay calificaciones
- Andritz Product - 14Documento44 páginasAndritz Product - 14htuhnitAún no hay calificaciones
- 2,4 Pipes&PumpsDocumento226 páginas2,4 Pipes&PumpskotiramaAún no hay calificaciones
- Mechanical Component - PumpsDocumento28 páginasMechanical Component - PumpsLijo ThoamsAún no hay calificaciones
- Multistage Centrifugal PumpsDocumento18 páginasMultistage Centrifugal PumpsPrakhar VermaAún no hay calificaciones
- NPSH Calculations PDFDocumento10 páginasNPSH Calculations PDFAman MaharAún no hay calificaciones
- Automatic Water Flow ControlDocumento18 páginasAutomatic Water Flow ControlssgjmlimAún no hay calificaciones
- Passavant E&E Company Profile-4th QTRDocumento77 páginasPassavant E&E Company Profile-4th QTRSami Sawalha100% (1)
- Flygt F-Pump Series PDFDocumento8 páginasFlygt F-Pump Series PDFLungisani100% (1)
- 003 Cover StoryDocumento8 páginas003 Cover StoryVaibhav GuptaAún no hay calificaciones
- ANSI Vs APIDocumento2 páginasANSI Vs APIMohd Effiezool YaserAún no hay calificaciones
- Flow, Pumps Piping DesignDocumento42 páginasFlow, Pumps Piping DesignKvs RamakanthAún no hay calificaciones
- ITT N-Series Pump CurveDocumento8 páginasITT N-Series Pump CurvePumpdesignAún no hay calificaciones
- Process EquipmentsDocumento277 páginasProcess EquipmentsnatarajaAún no hay calificaciones
- Engineers Toolbox Nss CalculatorDocumento3 páginasEngineers Toolbox Nss CalculatorYosses Sang NahkodaAún no hay calificaciones
- Submersible+Borehole+Pumps 60+HzDocumento114 páginasSubmersible+Borehole+Pumps 60+HzNong Noc100% (1)
- NPSH Ebook-2018Documento11 páginasNPSH Ebook-2018Arnab BhattacharyaAún no hay calificaciones
- Design of Oressurized Irrigation SystemsDocumento410 páginasDesign of Oressurized Irrigation SystemsCisse TwizeyimanaAún no hay calificaciones
- Engineers Toolbox Ns Nss Calculator RevADocumento3 páginasEngineers Toolbox Ns Nss Calculator RevAZoebairAún no hay calificaciones
- Study of The Centrifugal Pump Efficiency at Throttling and Speed ControlDocumento4 páginasStudy of The Centrifugal Pump Efficiency at Throttling and Speed ControlHassan SouleymanAún no hay calificaciones
- Pump Sump-Design General PrinciplesDocumento14 páginasPump Sump-Design General Principlesspnatu0% (1)
- 5.7 Centrifugal PumpsDocumento8 páginas5.7 Centrifugal PumpsSaleem Chohan100% (1)
- TECHNICAL Layne Engineering ManualDocumento34 páginasTECHNICAL Layne Engineering ManualAnonymous CMS3dL1TAún no hay calificaciones
- Net Positive Suction Head (NPSH) Pump in Series and Parallel - Chemical EngineeringDocumento1 páginaNet Positive Suction Head (NPSH) Pump in Series and Parallel - Chemical EngineeringPavithiranAún no hay calificaciones
- Bombas Sumergibles KSBDocumento92 páginasBombas Sumergibles KSBArturPAún no hay calificaciones
- Operating Pumps in ParallelDocumento3 páginasOperating Pumps in Paralleldk4monjure100% (1)
- AgitatorsDocumento9 páginasAgitatorsB Santosh Kumar DoddalaAún no hay calificaciones
- Centrifugal PumpDocumento13 páginasCentrifugal Pumpafr5364Aún no hay calificaciones
- Pump Selection - Teluk Kabung (07.10.2015) - With CommentDocumento15 páginasPump Selection - Teluk Kabung (07.10.2015) - With CommentPriyo Jati WahyonoAún no hay calificaciones
- Two Story Apartment Water Distribution SystemDocumento36 páginasTwo Story Apartment Water Distribution SystemzaccAún no hay calificaciones
- 04 069 233final1 PDFDocumento57 páginas04 069 233final1 PDFSourav ChattopadhyayAún no hay calificaciones
- Numerical Simulation of A Centrifugal PumpDocumento22 páginasNumerical Simulation of A Centrifugal PumpShaik Nizam UddinAún no hay calificaciones
- Mathcad - 2Documento4 páginasMathcad - 2Desejo SozinandoAún no hay calificaciones
- 004 PumpsDocumento8 páginas004 PumpsHamdanAún no hay calificaciones
- Positive Displacement PumpsDocumento6 páginasPositive Displacement PumpsVignesh DuraiAún no hay calificaciones
- Pump Sizing and SelectionDocumento64 páginasPump Sizing and Selectionsushil.vgiAún no hay calificaciones
- Infiltration Gallery Yamna PDFDocumento5 páginasInfiltration Gallery Yamna PDFshamoojeeAún no hay calificaciones
- Hydraulic System AnalysisDocumento9 páginasHydraulic System AnalysisimrancenakkAún no hay calificaciones
- Double Suction Centrifugal PumpDocumento8 páginasDouble Suction Centrifugal PumpBilal WaseemAún no hay calificaciones
- Centrifugal - Pump - Hand Book PDFDocumento150 páginasCentrifugal - Pump - Hand Book PDFbarun1977100% (1)
- Camisas Refrigeracion Flowsleeves Pi-058 GB 2013-06-12Documento38 páginasCamisas Refrigeracion Flowsleeves Pi-058 GB 2013-06-12daniel2rialAún no hay calificaciones
- Pumping Control Methods and Their Impact On System EfficiencyDocumento16 páginasPumping Control Methods and Their Impact On System EfficiencyWahidHamedAún no hay calificaciones
- Cetrifugal Pumps PerformanceDocumento36 páginasCetrifugal Pumps PerformanceBrajendra Kumar100% (1)
- Correction Factors For Centrifugal Pump Water Performance Due To ViscosityDocumento5 páginasCorrection Factors For Centrifugal Pump Water Performance Due To ViscositynasirmuzaffarAún no hay calificaciones
- Someflu FP ECO-N ENDocumento2 páginasSomeflu FP ECO-N ENAnonymous r3MoX2ZMTAún no hay calificaciones
- Pump OnlineDocumento62 páginasPump OnlineAlWaleed KhalidAún no hay calificaciones
- Lesson 2 PPSDocumento6 páginasLesson 2 PPSmarpelAún no hay calificaciones
- Types of Water Pump and Applications in Power Plant.Documento6 páginasTypes of Water Pump and Applications in Power Plant.abbas bilalAún no hay calificaciones
- Boiler Feedwater Pump - WikipediaDocumento2 páginasBoiler Feedwater Pump - WikipediaJAGADEESHAún no hay calificaciones
- Espiritualidad AFPP - 2018 PDFDocumento5 páginasEspiritualidad AFPP - 2018 PDFEsteban OrellanaAún no hay calificaciones
- ME-317 Internal Combustion Engines - TurbochargingDocumento21 páginasME-317 Internal Combustion Engines - TurbochargingHamzaJavedAún no hay calificaciones
- LWT - Food Science and Technology: A A B ADocumento6 páginasLWT - Food Science and Technology: A A B ACarlos BispoAún no hay calificaciones
- Group 7 Worksheet No. 1 2Documento24 páginasGroup 7 Worksheet No. 1 2calliemozartAún no hay calificaciones
- Creamy and Thick Mushroom Soup: IngredientsDocumento8 páginasCreamy and Thick Mushroom Soup: IngredientsSheila Mae AramanAún no hay calificaciones
- 812571-006 RevB (GPC3000 Service)Documento270 páginas812571-006 RevB (GPC3000 Service)BPAún no hay calificaciones
- Technical Publication: Direction 2296441-100 Revision 06 Ge Medical Systems Lightspeed 3.X - Schematics and BoardsDocumento380 páginasTechnical Publication: Direction 2296441-100 Revision 06 Ge Medical Systems Lightspeed 3.X - Schematics and BoardsJairo Manzaneda100% (2)
- Lesson 2 Basic Osah, General Provisions, Safety Rules..Documento30 páginasLesson 2 Basic Osah, General Provisions, Safety Rules..GM VispoAún no hay calificaciones
- Exercise 8 BeveragewareDocumento9 páginasExercise 8 BeveragewareMae Cleofe G. SelisanaAún no hay calificaciones
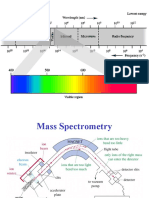
- Mass SpectrometryDocumento49 páginasMass SpectrometryUbaid ShabirAún no hay calificaciones
- Bulk-Fill Composite RestorationsDocumento9 páginasBulk-Fill Composite RestorationssusethAún no hay calificaciones
- Recommendation On The Acquisation of VitasoyDocumento8 páginasRecommendation On The Acquisation of Vitasoyapi-237162505Aún no hay calificaciones
- Keygene Strengthens Its Patent Portfolio On Keypoint Mutation BreedingDocumento1 páginaKeygene Strengthens Its Patent Portfolio On Keypoint Mutation Breedingapi-99034713Aún no hay calificaciones
- Signage Method of Statement and Risk AssessmentDocumento3 páginasSignage Method of Statement and Risk AssessmentNajmal AmanAún no hay calificaciones
- Palf PDFDocumento16 páginasPalf PDFKamal Nadh TammaAún no hay calificaciones
- Deloitte Uk Mining and Metals DecarbonizationDocumento10 páginasDeloitte Uk Mining and Metals DecarbonizationfpreuscheAún no hay calificaciones
- Biology 2 Chapter 4Documento61 páginasBiology 2 Chapter 4Malas Nak TaipAún no hay calificaciones
- Laws and Regulation Related To FoodDocumento33 páginasLaws and Regulation Related To FoodDr. Satish JangraAún no hay calificaciones
- Fomula Spreadsheet (WACC and NPV)Documento7 páginasFomula Spreadsheet (WACC and NPV)vaishusonu90Aún no hay calificaciones
- Compensation ManagementDocumento2 páginasCompensation Managementshreekumar_scdlAún no hay calificaciones
- Ground-Fault Protection - All You Need To KnowDocumento9 páginasGround-Fault Protection - All You Need To KnowCamila RubioAún no hay calificaciones
- As 2419.1-2005 Fire Hydrant Installations System Design Installation and CommissioningDocumento9 páginasAs 2419.1-2005 Fire Hydrant Installations System Design Installation and CommissioningSAI Global - APAC14% (7)
- Open Cholecystectomy ReportDocumento7 páginasOpen Cholecystectomy ReportjosephcloudAún no hay calificaciones
- 13 Lombe Mumba Ramson 2017 Knowledge Attitude and Practice of Breast Self Examination For Early Detectoin of Breast Cancer Among Women in Roan Constituency in Luanshya Copperbelt Province ZambiaDocumento9 páginas13 Lombe Mumba Ramson 2017 Knowledge Attitude and Practice of Breast Self Examination For Early Detectoin of Breast Cancer Among Women in Roan Constituency in Luanshya Copperbelt Province ZambiaArick Frendi AndriyanAún no hay calificaciones
- Userguide SW-MC V2 2015-W45 EN S034308Documento131 páginasUserguide SW-MC V2 2015-W45 EN S034308ReneAún no hay calificaciones
- Lohmann GuideDocumento9 páginasLohmann GuideRomulo Mayer FreitasAún no hay calificaciones
- Sindh Rescue 1122 Test Sample PapersDocumento12 páginasSindh Rescue 1122 Test Sample PapersMAANJONY100% (1)
- Macroscopic Physics Chemistry HW #1Documento11 páginasMacroscopic Physics Chemistry HW #1Akash ModyAún no hay calificaciones
- Multilevel Full Mock Test 5: Telegramdagi KanalDocumento20 páginasMultilevel Full Mock Test 5: Telegramdagi KanalShaxzod AxmadjonovAún no hay calificaciones