También podría gustarte
- FresaDocumento2 páginasFresaCarmenJuliaAún no hay calificaciones
- 455 933 1 SMDocumento18 páginas455 933 1 SMCarmenJuliaAún no hay calificaciones
- U 1.4 Aleaciones FerrosasDocumento11 páginasU 1.4 Aleaciones FerrosasCarmenJuliaAún no hay calificaciones
- 7 Aplicats ClasseDocumento57 páginas7 Aplicats ClasseLaura HervertAún no hay calificaciones
- El Papel de Las Maquinas A GASDocumento14 páginasEl Papel de Las Maquinas A GASCarmenJuliaAún no hay calificaciones
- Clasificacion Aceros AISI SAEDocumento6 páginasClasificacion Aceros AISI SAEprocesosun2010100% (3)
- Soldabilidad 20 InoxDocumento36 páginasSoldabilidad 20 InoxAgustin AlvaradoAún no hay calificaciones
- Conectores para Trabajos de TesisDocumento1 páginaConectores para Trabajos de TesisAna Carolina Montilla AzuajeAún no hay calificaciones
- Fundamentos de La Ciencia e Ingeniería de Materiales - 3ra Edición - William F. Smith PDFDocumento370 páginasFundamentos de La Ciencia e Ingeniería de Materiales - 3ra Edición - William F. Smith PDFIglesias Santana JGamalielAún no hay calificaciones
- El Convertidor ParDocumento46 páginasEl Convertidor ParAlberto0% (1)
- Conectores para Trabajos de TesisDocumento1 páginaConectores para Trabajos de TesisAna Carolina Montilla AzuajeAún no hay calificaciones
- Geologia - FiucvDocumento3 páginasGeologia - FiucvEnmaSohirettRolteMendezAún no hay calificaciones
- Turbinas A GasDocumento48 páginasTurbinas A GasCarmenJuliaAún no hay calificaciones
- Aisi Sae 4140Documento3 páginasAisi Sae 4140Pedro D'Alember Díaz CollahuachoAún no hay calificaciones
- 455 933 1 SMDocumento18 páginas455 933 1 SMCarmenJuliaAún no hay calificaciones
- FresaDocumento2 páginasFresaCarmenJuliaAún no hay calificaciones
- ManualDocumento82 páginasManualJose Jo100% (12)
- Evolución Histórica de Las Herramientas Manuales - ConstrucciónDocumento8 páginasEvolución Histórica de Las Herramientas Manuales - ConstrucciónCarmenJuliaAún no hay calificaciones
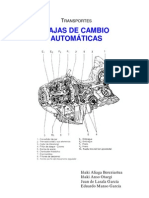
- Caja Automatica 2Documento24 páginasCaja Automatica 2agalarzag86% (7)
- Ajustes y ToleranciasDocumento84 páginasAjustes y ToleranciasAlexis Bravo100% (1)
- 727 CaDocumento27 páginas727 CaFernando Gonzales SanchezAún no hay calificaciones
- IngenieriaDocumento9 páginasIngenieriaCarmenJuliaAún no hay calificaciones
- Trabajo Fotoelasticidad PDFDocumento1 páginaTrabajo Fotoelasticidad PDFCarmenJuliaAún no hay calificaciones
- Pared Gruesa Cap 15 Pisarenko V3Documento22 páginasPared Gruesa Cap 15 Pisarenko V3CarmenJuliaAún no hay calificaciones
- Teoria de FallaDocumento11 páginasTeoria de FallaCarmenJuliaAún no hay calificaciones
- Resistencia de MaterialesDocumento43 páginasResistencia de MaterialesCarmenJuliaAún no hay calificaciones
- Resistencia de Materiales IIDocumento6 páginasResistencia de Materiales IIJulio Cesar Montoya DelgadoAún no hay calificaciones
- Velocidad PromedioDocumento1 páginaVelocidad PromedioCarmenJuliaAún no hay calificaciones
- Apuntes de Diseño de MaquinasDocumento15 páginasApuntes de Diseño de MaquinasCarmenJuliaAún no hay calificaciones
- Valorización de minerales de cobre, plomo, zinc con fórmulas, ejemplos y límites de elementosDocumento19 páginasValorización de minerales de cobre, plomo, zinc con fórmulas, ejemplos y límites de elementosJuanito Flores Isidro100% (6)
- Guia de Laboratorio Piro No 3 TostacionDocumento3 páginasGuia de Laboratorio Piro No 3 TostacionAndres Camargo100% (1)
- Presentacion, Formas Comerciales Del HierroDocumento34 páginasPresentacion, Formas Comerciales Del HierroRonniieSanchez67% (6)
- OAW. Soldeo OxiacetilénicoDocumento56 páginasOAW. Soldeo OxiacetilénicoJesus Cristian TarquiAún no hay calificaciones
- Texturas rocas ígneasDocumento4 páginasTexturas rocas ígneasJessica MhoAún no hay calificaciones
- Catal - 06 IncesaDocumento4 páginasCatal - 06 IncesaHenry ManosalvasAún no hay calificaciones
- Informe de Mineralogía ÓpticaDocumento5 páginasInforme de Mineralogía ÓpticaMiguelAún no hay calificaciones
- Valencias de los elementos químicos: Serie y reglasDocumento5 páginasValencias de los elementos químicos: Serie y reglasOrlando Cantero AmadorAún no hay calificaciones
- Catalogo Tubos InoxDocumento7 páginasCatalogo Tubos InoxRafael Paiva100% (1)
- Metales No Ferrosos y AleacionesDocumento12 páginasMetales No Ferrosos y AleacionesAldo Renato Cuzquén Tirado100% (2)
- 1.1 Proceso Tecnologico Del Hierro Primera FusionDocumento15 páginas1.1 Proceso Tecnologico Del Hierro Primera FusionAlonso BeltranAún no hay calificaciones
- Pesos Especificos Materiales de ConstrucciònDocumento4 páginasPesos Especificos Materiales de ConstrucciònErick Sanchez CordovaAún no hay calificaciones
- ProbmaDocumento9 páginasProbmaIsma-MAAún no hay calificaciones
- Alto Horno (Clase Magistral) - Autor: Ing Luis Palga CondoriDocumento99 páginasAlto Horno (Clase Magistral) - Autor: Ing Luis Palga Condoriluis palga67% (3)
- Cálculo del costo de transporte de concentrado de níquel desde la mina MinagoDocumento5 páginasCálculo del costo de transporte de concentrado de níquel desde la mina MinagoCherezade Karine Saud SotoAún no hay calificaciones
- Cañon Del Pato - Tuel #11Documento35 páginasCañon Del Pato - Tuel #11Nathan GarciaAún no hay calificaciones
- Familias de Los MetalesDocumento19 páginasFamilias de Los MetalesyjyhhghAún no hay calificaciones
- Exploración de Yacimientos Tipo SkarnDocumento3 páginasExploración de Yacimientos Tipo SkarnEskibel Mendoza RuizAún no hay calificaciones
- Informe Aquino FloresDocumento9 páginasInforme Aquino FloresMiguel David Flores PaucarAún no hay calificaciones
- Plan de Prevencion de Riesgos Laborales Talleres de SoldaduraDocumento56 páginasPlan de Prevencion de Riesgos Laborales Talleres de Soldaduraana_abvi100% (1)
- Materiales Sistemas de EscapeDocumento41 páginasMateriales Sistemas de EscapeTiago SucupiraAún no hay calificaciones
- SUPERALEACIONESDocumento28 páginasSUPERALEACIONESJohn ReyesAún no hay calificaciones
- ALEACIONESDocumento25 páginasALEACIONESHenry Xaviher Vilca Florez100% (1)
- Practica de Alka SeltzerDocumento5 páginasPractica de Alka SeltzerAdriss ARAún no hay calificaciones
- Flotacion Cobre - Plomo - ZincDocumento12 páginasFlotacion Cobre - Plomo - ZincFrancisco Rubilar100% (3)
- ELECTROLISISDocumento14 páginasELECTROLISISJheyson Antonio Bajonero RamosAún no hay calificaciones
- SaldaduraDocumento14 páginasSaldaduraEmilio Cardenas JuarezAún no hay calificaciones
- PDF Informe Quincenal Mineria Como Se Calcula El Valor de Los Concentrados de MineralesDocumento6 páginasPDF Informe Quincenal Mineria Como Se Calcula El Valor de Los Concentrados de MineralesCarlos El-fer Bravo ChaconAún no hay calificaciones
- INFRA Catalogo Informacion - TecnicaDocumento12 páginasINFRA Catalogo Informacion - TecnicaVicente Banda ZuñigaAún no hay calificaciones
- 2 Monitoreo Raura AbrDocumento32 páginas2 Monitoreo Raura AbrBryan RomeroAún no hay calificaciones