También podría gustarte
- SAG Mill Performance Boosted by Removing 30 Tons of Ball ScatsDocumento7 páginasSAG Mill Performance Boosted by Removing 30 Tons of Ball Scatsdump02Aún no hay calificaciones
- The Use of Heavy-Medium Separation in The Processing of Iron OresDocumento4 páginasThe Use of Heavy-Medium Separation in The Processing of Iron OresaghilifAún no hay calificaciones
- Optimisation of The Proeminent Hill Flotation CircuitDocumento14 páginasOptimisation of The Proeminent Hill Flotation CircuitThiago JatobáAún no hay calificaciones
- The Arrium IsaMill From Design Through Commissioning and OptimisationDocumento11 páginasThe Arrium IsaMill From Design Through Commissioning and OptimisationW ZuoAún no hay calificaciones
- SMPVR119Documento4 páginasSMPVR119ravibelavadiAún no hay calificaciones
- 065 Wolmarans PDFDocumento22 páginas065 Wolmarans PDFrodrigoalcainoAún no hay calificaciones
- Magnetic Separation in South AfricaDocumento28 páginasMagnetic Separation in South AfricaDaniel TangkauAún no hay calificaciones
- Albion Leach Reactor General DescriptionDocumento17 páginasAlbion Leach Reactor General DescriptionAhmed Mohamed RedaAún no hay calificaciones
- 10 Years of History of Antamina's Sag MillDocumento15 páginas10 Years of History of Antamina's Sag MillEdmundo Alfaro DelgadoAún no hay calificaciones
- Banisi and Farzaneh PDFDocumento9 páginasBanisi and Farzaneh PDFrodrigoalcainoAún no hay calificaciones
- Banisi and FarzanehDocumento9 páginasBanisi and FarzanehrodrigoalcainoAún no hay calificaciones
- Report On Raw Mill SectionDocumento18 páginasReport On Raw Mill SectionYhaneAún no hay calificaciones
- Grinding Mills With Dual Pinnion DrivesDocumento20 páginasGrinding Mills With Dual Pinnion Drivesjazzfan52Aún no hay calificaciones
- The Prieska Experience - Flotation Developments in Copper-Zinc SeparationDocumento9 páginasThe Prieska Experience - Flotation Developments in Copper-Zinc Separationmushava nyokaAún no hay calificaciones
- Beyond Design at Newmont Boddington GoldDocumento10 páginasBeyond Design at Newmont Boddington Goldseansara1Aún no hay calificaciones
- 043 Vertimill PDFDocumento11 páginas043 Vertimill PDFATon GarsaAún no hay calificaciones
- Fine Grinding in The Australian Mining IndustryDocumento11 páginasFine Grinding in The Australian Mining IndustryATon GarsaAún no hay calificaciones
- Cemented Rockfill PDFDocumento5 páginasCemented Rockfill PDFvins4u100% (1)
- 075 Simulation Grinding Circuit Silver Plant - TurkeyDocumento7 páginas075 Simulation Grinding Circuit Silver Plant - TurkeyEdgardo Soto HermenegildoAún no hay calificaciones
- Optimising Western Australian Magnetite Circuit DesignDocumento11 páginasOptimising Western Australian Magnetite Circuit DesignLevent ErgunAún no hay calificaciones
- Nil Waste Processing of Low Grade LimestoneDocumento9 páginasNil Waste Processing of Low Grade LimestoneravibelavadiAún no hay calificaciones
- Got It! More Info Cookie Consent Plugin For The EU Cookie Law Home Contact Disclaimer Policy PrivacyDocumento2 páginasGot It! More Info Cookie Consent Plugin For The EU Cookie Law Home Contact Disclaimer Policy PrivacyWahyudi Al Jawi LampungiAún no hay calificaciones
- Improving copper recovery through grinding mediaDocumento12 páginasImproving copper recovery through grinding mediaanruloAún no hay calificaciones
- 049InLinePressureJigPre ConcentrationPlantAtThePirquitasMine PDFDocumento15 páginas049InLinePressureJigPre ConcentrationPlantAtThePirquitasMine PDFChristine Sola MorrisonAún no hay calificaciones
- Pongkor Process Plant OverviewDocumento17 páginasPongkor Process Plant OverviewImam SidikAún no hay calificaciones
- Types and Characteristics of Grinding Equipment and Circuit FlowsheetsDocumento11 páginasTypes and Characteristics of Grinding Equipment and Circuit FlowsheetsLUIS ENRIQUE VILCA ESPINOZAAún no hay calificaciones
- GOLDEN FIRESTONE SAG MILLDocumento5 páginasGOLDEN FIRESTONE SAG MILLNovei Almane GorresAún no hay calificaciones
- Cane Shredder 3Documento3 páginasCane Shredder 3Dirajen Pullay MardayAún no hay calificaciones
- SomincorDocumento21 páginasSomincorBruno CostaAún no hay calificaciones
- Basics of Mining and Mineral ProcessingDocumento179 páginasBasics of Mining and Mineral Processingminerales&materiales100% (6)
- Ball MillsDocumento13 páginasBall MillsRodrigo GarcíaAún no hay calificaciones
- SAG mill optimization at St Ives gold mineDocumento7 páginasSAG mill optimization at St Ives gold mineClaudia I. Roque P.Aún no hay calificaciones
- The Development of Drilling and Blasting Practice at Palabora Mining Company LimitedDocumento16 páginasThe Development of Drilling and Blasting Practice at Palabora Mining Company LimitedPaul MatshonaAún no hay calificaciones
- Optimisation of PB-ZN FlotationDocumento10 páginasOptimisation of PB-ZN Flotationrajeevup2004Aún no hay calificaciones
- Ultra Fine GrindingDocumento4 páginasUltra Fine GrindingRamoutar (Ken) SeecharranAún no hay calificaciones
- Recovery of iron values from iron ore slimes using VPHGMSDocumento6 páginasRecovery of iron values from iron ore slimes using VPHGMSravibelavadiAún no hay calificaciones
- Fine Gold Recovery Sluice BoxesDocumento85 páginasFine Gold Recovery Sluice BoxesKristiana Anna83% (6)
- Cement Mill: History Materials Ground Temperature Control Ball MillsDocumento5 páginasCement Mill: History Materials Ground Temperature Control Ball MillsAli HadiAún no hay calificaciones
- Black Mountain MiningDocumento13 páginasBlack Mountain MiningnylravatAún no hay calificaciones
- Fine Grinding in A Horizontal Ball Mill: T. Partyka, D. YanDocumento7 páginasFine Grinding in A Horizontal Ball Mill: T. Partyka, D. YanManuel Leiva CerdaAún no hay calificaciones
- Beneficiation of Fine Coal by Dense Media CycloneDocumento5 páginasBeneficiation of Fine Coal by Dense Media Cyclonerajeevup2004Aún no hay calificaciones
- Jamson Flotation CellsDocumento10 páginasJamson Flotation CellsErland Yennfred Zegarra MezaAún no hay calificaciones
- OPEN PIT MINING PROBLEM CALCULATIONSDocumento3 páginasOPEN PIT MINING PROBLEM CALCULATIONSJay BahulayAún no hay calificaciones
- Fines RecoveryDocumento7 páginasFines RecoveryAniket MishraAún no hay calificaciones
- Functions of Various Departments of Rinl/VspDocumento16 páginasFunctions of Various Departments of Rinl/VspGoogle AccountAún no hay calificaciones
- Functions of Various Departments of Rinl/VspDocumento16 páginasFunctions of Various Departments of Rinl/VspdhruAún no hay calificaciones
- Sinter PlantDocumento14 páginasSinter PlantKannan ThangarajuAún no hay calificaciones
- Vibrating Mill PDFDocumento6 páginasVibrating Mill PDFPhanHathamAún no hay calificaciones
- VSP Chapter 3 ProfileDocumento18 páginasVSP Chapter 3 ProfilerajuAún no hay calificaciones
- Training Report PRASADDocumento32 páginasTraining Report PRASADshekharazad_suman85% (13)
- Processing of Solid Wastes From Mines, Mineral Processing and Metallurgical Plants, A Case StudyDocumento10 páginasProcessing of Solid Wastes From Mines, Mineral Processing and Metallurgical Plants, A Case StudyravibelavadiAún no hay calificaciones
- 082 Rapid Development at Kemi Chrome Mine PDFDocumento3 páginas082 Rapid Development at Kemi Chrome Mine PDFKenny CasillaAún no hay calificaciones
- Recovery methods at Huaron silver mineDocumento2 páginasRecovery methods at Huaron silver mineMax SalasAún no hay calificaciones
- Grinding Mills SALA Leaflet 603 E, Sweden 1973Documento8 páginasGrinding Mills SALA Leaflet 603 E, Sweden 1973Tsakalakis G. Konstantinos100% (1)
- 01V108GDocumento17 páginas01V108GAkemi LuceroAún no hay calificaciones
- Reduce The Iron Content in Egyptian Feldspar Ore of Wadi Zirib For Industrial ApplicationsDocumento10 páginasReduce The Iron Content in Egyptian Feldspar Ore of Wadi Zirib For Industrial ApplicationsSoloChicas VentasVallenarAún no hay calificaciones
- MPS Vertical Roller Mills for Slag GrindingDocumento4 páginasMPS Vertical Roller Mills for Slag Grindinglijosh_rexy1983Aún no hay calificaciones
- Versatility of Cored Wire Process For Producing Ductile IronDocumento10 páginasVersatility of Cored Wire Process For Producing Ductile IronDAún no hay calificaciones
- Paper # 013 - 10 Years of History of Antamina's Sag MillDocumento15 páginasPaper # 013 - 10 Years of History of Antamina's Sag MillrmpalmavAún no hay calificaciones
- Scientific American Supplement, No. 384, May 12, 1883De EverandScientific American Supplement, No. 384, May 12, 1883Aún no hay calificaciones
- Introducción A Los JigsDocumento13 páginasIntroducción A Los JigsPepirito GonzalesAún no hay calificaciones
- Dec OddsDocumento113 páginasDec OddsRolando Flores IngalaAún no hay calificaciones
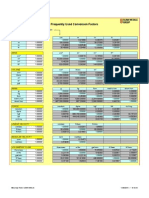
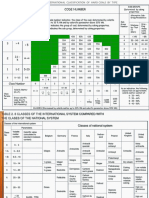
- Moly-Cop Tools Conversion Factors & ConstantsDocumento4 páginasMoly-Cop Tools Conversion Factors & ConstantsJavierMamaniVelasquezAún no hay calificaciones
- Robin Grayson Gold Recovery Method14Documento1 páginaRobin Grayson Gold Recovery Method14JavierMamaniVelasquezAún no hay calificaciones
- Duplex Jig BrochureDocumento2 páginasDuplex Jig BrochureJavierMamaniVelasquezAún no hay calificaciones
- Gekko Hardware EmailDocumento5 páginasGekko Hardware EmailJavierMamaniVelasquezAún no hay calificaciones
- Savana Mining Pan-American Mineral JigDocumento1 páginaSavana Mining Pan-American Mineral JigWyattYeagerAún no hay calificaciones
- Evalucación de Molino de BolasDocumento26 páginasEvalucación de Molino de BolasCeferino Avalos EsquivelAún no hay calificaciones
- Gold TronDocumento2 páginasGold TronJavierMamaniVelasquezAún no hay calificaciones
- About ... Moly-Cop ToolsDocumento4 páginasAbout ... Moly-Cop ToolssergiodiazsandivariAún no hay calificaciones
- About ... Moly-Cop ToolsDocumento4 páginasAbout ... Moly-Cop ToolssergiodiazsandivariAún no hay calificaciones
- Example 8: M C S: Problem DescriptionDocumento12 páginasExample 8: M C S: Problem DescriptionZoebairAún no hay calificaciones
- Evalucación de Molino de BolasDocumento26 páginasEvalucación de Molino de BolasCeferino Avalos EsquivelAún no hay calificaciones
- Design of AgitatorDocumento3 páginasDesign of AgitatorManish PatelAún no hay calificaciones
- Mohit Shivane M.tech 3rd Sem Presentation On Cement and Cement Industries in IndiaDocumento19 páginasMohit Shivane M.tech 3rd Sem Presentation On Cement and Cement Industries in IndiaMohit ShivaneAún no hay calificaciones
- Terminal Distributary Channels and Delta Front Architecture of River-Dominated Delta SystemsDocumento22 páginasTerminal Distributary Channels and Delta Front Architecture of River-Dominated Delta SystemsUche Jonathan-MetuhAún no hay calificaciones
- Derbyshire's Strategic Stone StudyDocumento20 páginasDerbyshire's Strategic Stone StudyKatya GibbAún no hay calificaciones
- HEX1 Rock Drill - Sandvik Mining & Rock Technology PDFDocumento2 páginasHEX1 Rock Drill - Sandvik Mining & Rock Technology PDFmegamAún no hay calificaciones
- Synoptic Sampling and Principal Components AnalysisDocumento20 páginasSynoptic Sampling and Principal Components AnalysisFernando TorresAún no hay calificaciones
- Reinforced Earth Retaining Wall Design and Case StudiesDocumento28 páginasReinforced Earth Retaining Wall Design and Case StudiesKumar RavishankerAún no hay calificaciones
- Incahuasi+Memoir117 Chapter23Documento24 páginasIncahuasi+Memoir117 Chapter23aristi51Aún no hay calificaciones
- Mineragraphy and Ore-DepositionDocumento272 páginasMineragraphy and Ore-DepositionJavier Roberto De AndaAún no hay calificaciones
- Parameter Kualitas BatubaraDocumento35 páginasParameter Kualitas BatubaraFadly Ridho100% (1)
- (The Handbook of Environmental Chemistry 42) Antoni Munné, Antoni Ginebreda, Narcís Prat (eds.)-Experiences from Surface Water Quality Monitoring_ The EU Water Framework Directive Implementation in th.pdfDocumento337 páginas(The Handbook of Environmental Chemistry 42) Antoni Munné, Antoni Ginebreda, Narcís Prat (eds.)-Experiences from Surface Water Quality Monitoring_ The EU Water Framework Directive Implementation in th.pdfChris JamesAún no hay calificaciones
- Carnelian and Agate Beads in The Oman PeDocumento21 páginasCarnelian and Agate Beads in The Oman PeMarekAún no hay calificaciones
- Standardization of Methods of Analysis For Heavy Metals in SedimentsDocumento7 páginasStandardization of Methods of Analysis For Heavy Metals in SedimentsRavinder MittalAún no hay calificaciones
- ENCE 647 ENCE 647 Stability of Slopes Dr. Ahmet AydilekDocumento23 páginasENCE 647 ENCE 647 Stability of Slopes Dr. Ahmet AydilekHoracioCruiseAún no hay calificaciones
- Table of Contents HansboDocumento2 páginasTable of Contents HansboWinaYulistiawatiAún no hay calificaciones
- Geotechnical Problems of Dam Sites and Their Solution With RefereDocumento7 páginasGeotechnical Problems of Dam Sites and Their Solution With RefereHabeeb ShaikAún no hay calificaciones
- Lesson Plan - ElementaryDocumento12 páginasLesson Plan - Elementaryannf38562Aún no hay calificaciones
- Military Applications GeologyDocumento54 páginasMilitary Applications GeologyjuanAún no hay calificaciones
- Geology of Los Angeles, California, United States of AmericaDocumento62 páginasGeology of Los Angeles, California, United States of AmericaVijay AnneAún no hay calificaciones
- 8 - Gustafson Et Al 2004Documento22 páginas8 - Gustafson Et Al 2004LUZ ELIDA PARICAHUA DAVILAAún no hay calificaciones
- Charts NavigationDocumento68 páginasCharts NavigationTarlan FisherAún no hay calificaciones
- Ground Vibrations from Dynamic and Rapid Compaction MethodsDocumento8 páginasGround Vibrations from Dynamic and Rapid Compaction MethodsAhmed Samir SalimAún no hay calificaciones
- Algeria and Libya Oil and Gas AssessmentDocumento79 páginasAlgeria and Libya Oil and Gas AssessmentNinou NinouAún no hay calificaciones
- Ancient Egyptians Map Oldest Known Gold Mine 19th Dynasty 1320-1200 BCDocumento2 páginasAncient Egyptians Map Oldest Known Gold Mine 19th Dynasty 1320-1200 BCGrayAún no hay calificaciones
- SM GOST 16557-78 En-Mineral PowderDocumento6 páginasSM GOST 16557-78 En-Mineral PowderSilvia Simona PapanagaAún no hay calificaciones
- Résumés Des Articles de La Conférence Internationale Sur Las Argiles PDFDocumento862 páginasRésumés Des Articles de La Conférence Internationale Sur Las Argiles PDFyassine selmaniAún no hay calificaciones
- HartmanIntroductory MiningengineeringtoliqtalqiniDocumento12 páginasHartmanIntroductory MiningengineeringtoliqtalqiniIsaac NyimbiliAún no hay calificaciones
- History of The EarthDocumento7 páginasHistory of The EarthMary JuntillaAún no hay calificaciones
- Sabkha Soil CE 498 Abdulwahab Mubarki Report 1Documento26 páginasSabkha Soil CE 498 Abdulwahab Mubarki Report 1Astrid Aubry100% (1)
- Mudstones ClasificacionDocumento17 páginasMudstones ClasificacionPatricia TorresAún no hay calificaciones
- Thesis ProbSeismHazardandGrdResponse GaneshDocumento108 páginasThesis ProbSeismHazardandGrdResponse GaneshAftab AhmadAún no hay calificaciones