También podría gustarte
- TL-WPS510U V5 User Guide 1910010986 PDFDocumento73 páginasTL-WPS510U V5 User Guide 1910010986 PDFonggoimamAún no hay calificaciones
- Archer C2 User Guide PDFDocumento143 páginasArcher C2 User Guide PDFGA16DETAún no hay calificaciones
- Shift Register and Its TypesDocumento22 páginasShift Register and Its TypeschoprahridyeshAún no hay calificaciones
- Warranty PDFDocumento23 páginasWarranty PDFGA16DETAún no hay calificaciones
- DH61WW Product Guide 02 EnglishDocumento78 páginasDH61WW Product Guide 02 EnglishElio PereiraAún no hay calificaciones
- Archer C20i User Guide PDFDocumento141 páginasArcher C20i User Guide PDFGA16DETAún no hay calificaciones
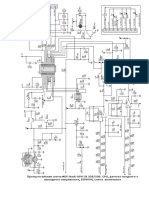
- Принципиальная схема ИБП Back-UPS CS 350/500. CPU, датчики входного и выходного напряжения, EEPROM, схема включенияDocumento4 páginasПринципиальная схема ИБП Back-UPS CS 350/500. CPU, датчики входного и выходного напряжения, EEPROM, схема включенияAndré BrunoAún no hay calificaciones
- RobotBASIC TutorialDocumento7 páginasRobotBASIC Tutorialaloksahu1Aún no hay calificaciones
- HC SR501Documento3 páginasHC SR501Đàm ThếAún no hay calificaciones
- LM35 Temperature SensorDocumento13 páginasLM35 Temperature Sensorapi-3799604100% (1)
- Simulator For ArduinoDocumento26 páginasSimulator For ArduinoNinok Rizky AmaliaAún no hay calificaciones
- Datasheet Arduino Duemilanove ATMEG328Documento448 páginasDatasheet Arduino Duemilanove ATMEG328Caio LoksAún no hay calificaciones
- Energia Solar Con ArduinoDocumento7 páginasEnergia Solar Con ArduinosalokaAún no hay calificaciones
- Dell Service ManualDocumento124 páginasDell Service Manual1224adhAún no hay calificaciones
- RobotBASIC TutorialDocumento7 páginasRobotBASIC Tutorialaloksahu1Aún no hay calificaciones
- Spring / Summer: WorkbookDocumento142 páginasSpring / Summer: WorkbookGA16DETAún no hay calificaciones
- P3015 Partlist PDFDocumento30 páginasP3015 Partlist PDFGA16DETAún no hay calificaciones
- 80+ Keyboard Shortcuts To Move Faster in Microsoft Outlook: Keystroke FunctionDocumento4 páginas80+ Keyboard Shortcuts To Move Faster in Microsoft Outlook: Keystroke FunctionUkeme OwohAún no hay calificaciones
- Sw4548e PDFDocumento152 páginasSw4548e PDFGA16DET100% (1)
- The LEGO MINDSTORMS EV3 Idea Book PDFDocumento234 páginasThe LEGO MINDSTORMS EV3 Idea Book PDFGA16DETAún no hay calificaciones
- BNET 50 Indispensable Word TipsDocumento6 páginasBNET 50 Indispensable Word TipsarniesamAún no hay calificaciones
- Topics Included: Introduction To Stepper Motors & Rotation Sequences Interfacing and Isolating Circuitry Industrial ApplicationsDocumento20 páginasTopics Included: Introduction To Stepper Motors & Rotation Sequences Interfacing and Isolating Circuitry Industrial ApplicationsGA16DETAún no hay calificaciones
- HC SR501Documento3 páginasHC SR501Đàm ThếAún no hay calificaciones
- Informacion Tecnica Deka SolarDocumento2 páginasInformacion Tecnica Deka SolarGA16DETAún no hay calificaciones
- EDOC - 001624 Technical SpecificationDocumento12 páginasEDOC - 001624 Technical SpecificationGA16DETAún no hay calificaciones
- Shimano Anleitung ST5500 EN-SI6BS0E-EN PDFDocumento1 páginaShimano Anleitung ST5500 EN-SI6BS0E-EN PDFGA16DETAún no hay calificaciones
- EDOC - 001628 FusiblesDocumento4 páginasEDOC - 001628 FusiblesGA16DETAún no hay calificaciones
- PhoenixDocumento2 páginasPhoenixGA16DETAún no hay calificaciones
- Catalogo Tecnico Powerfit S300Documento4 páginasCatalogo Tecnico Powerfit S300GA16DETAún no hay calificaciones
- Topics Included: Introduction To Stepper Motors & Rotation Sequences Interfacing and Isolating Circuitry Industrial ApplicationsDocumento20 páginasTopics Included: Introduction To Stepper Motors & Rotation Sequences Interfacing and Isolating Circuitry Industrial ApplicationsGA16DETAún no hay calificaciones
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2102)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)