También podría gustarte
- Proceso Constructivo de Colocacion de Cristal en Lucernarios Del Vestibulo MunetDocumento5 páginasProceso Constructivo de Colocacion de Cristal en Lucernarios Del Vestibulo MunetJuan de Dios Rodriguez GarciaAún no hay calificaciones
- Prueba de Diagnóstico Contenidos de Tecnico en Construccion USM JMCDocumento2 páginasPrueba de Diagnóstico Contenidos de Tecnico en Construccion USM JMCkikeAún no hay calificaciones
- Informe GalpónDocumento18 páginasInforme Galpónjao3006Aún no hay calificaciones
- EETT ARQTURA Rev 0 Enviadas A Terrano 23 Mayo 2011Documento25 páginasEETT ARQTURA Rev 0 Enviadas A Terrano 23 Mayo 2011Nicolas Alejandro Orellana FuentesAún no hay calificaciones
- Cuestionario NCH 170Documento4 páginasCuestionario NCH 170ManuelAún no hay calificaciones
- Informe HormigonesDocumento12 páginasInforme HormigonesMiguel Ignacio Herrera BenitoAún no hay calificaciones
- APU - Albañilería Ladrillo Fiscal Aparejo de PanderetaDocumento1 páginaAPU - Albañilería Ladrillo Fiscal Aparejo de PanderetaEsteban VargasAún no hay calificaciones
- Lista de chequeo de producto para revoque de muroDocumento2 páginasLista de chequeo de producto para revoque de muroLuisa VelasquezAún no hay calificaciones
- Prepara tu mejor mezcla con las cantidades correctasDocumento4 páginasPrepara tu mejor mezcla con las cantidades correctasStephania CorveleynAún no hay calificaciones
- Especificaciones Tecnicas de Obra GruesaDocumento48 páginasEspecificaciones Tecnicas de Obra Gruesaarqmcelis1614100% (5)
- Guía N°01 - Cuarteo de Muestras de Áridos RevDocumento10 páginasGuía N°01 - Cuarteo de Muestras de Áridos RevCarlos DiazAún no hay calificaciones
- Nómina Contratos en EjecuciónDocumento2 páginasNómina Contratos en EjecuciónFrancisco Castro AltamiranoAún no hay calificaciones
- Ficha Tecnica Baldosas NEIRA EIRLDocumento14 páginasFicha Tecnica Baldosas NEIRA EIRLAngela Valentina100% (3)
- Check List Hormigonado: ObraDocumento1 páginaCheck List Hormigonado: ObraRonald RiverosAún no hay calificaciones
- Plano Muro Boca Con AlasDocumento1 páginaPlano Muro Boca Con AlasFelipe ÓrdenesAún no hay calificaciones
- Procedimiento FundacionesDocumento23 páginasProcedimiento FundacionesJose GarridoAún no hay calificaciones
- PlaniapuDocumento70 páginasPlaniapuEmmanuel Pincheira MartinezAún no hay calificaciones
- Disertacion CementosDocumento8 páginasDisertacion CementosJose Gonzalo Velasco AndiaAún no hay calificaciones
- YESO MAESTRO-Ficha TecnicaDocumento5 páginasYESO MAESTRO-Ficha TecnicaMarilin Jhuliana Cubillos DiazAún no hay calificaciones
- Control de MoldajeDocumento26 páginasControl de MoldajeALVARO IGNACIO SAINTJEAN PINO100% (2)
- Formato de PreparatoriaDocumento5 páginasFormato de Preparatoriakarenmerino94Aún no hay calificaciones
- Construcción de tabiquería estructuralDocumento6 páginasConstrucción de tabiquería estructuralKrlOz Sotomayor Espinoza0% (1)
- Carta Oferta Presupuesto 178Documento1 páginaCarta Oferta Presupuesto 178Elizabeth SangroniAún no hay calificaciones
- Como Quitar El Polarizado Cuando Esta de Color Morado o Con Muchas Burbujas de Viejo y TostadoDocumento3 páginasComo Quitar El Polarizado Cuando Esta de Color Morado o Con Muchas Burbujas de Viejo y TostadoflavioebravoAún no hay calificaciones
- Procedimiento hormigón cimientosDocumento7 páginasProcedimiento hormigón cimientosjorgefigueroa314Aún no hay calificaciones
- Filos - Dilataciones en RevoqueDocumento2 páginasFilos - Dilataciones en RevoqueAndrés RincónAún no hay calificaciones
- Alistado de Mortero de Sobrepiso de Espesor 5cm ESPECIFICACION TECNICADocumento2 páginasAlistado de Mortero de Sobrepiso de Espesor 5cm ESPECIFICACION TECNICADavidAlejandroBayonaMartínezAún no hay calificaciones
- Normas excavacionesDocumento7 páginasNormas excavacionesHenry OlateAún no hay calificaciones
- Informe Practica I Obra GruesaDocumento13 páginasInforme Practica I Obra GruesaRodrigo Ivan Jara BaezaAún no hay calificaciones
- Planilla Cubicacion AlbañileriaDocumento12 páginasPlanilla Cubicacion AlbañileriaCamila Avila OssaAún no hay calificaciones
- Cámara Desarenadora, Ee, Airea, SedintdrDocumento12 páginasCámara Desarenadora, Ee, Airea, SedintdrAdiezm57Aún no hay calificaciones
- Cartillas de ControlDocumento12 páginasCartillas de Controlpaul hidalgoAún no hay calificaciones
- Rollers CortinasDocumento3 páginasRollers CortinasmiltonjesusAún no hay calificaciones
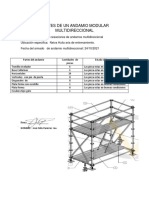
- Partes de Un Andamio Modular MultidireccionalDocumento1 páginaPartes de Un Andamio Modular MultidireccionalJOSE FELIX Ramirez50% (2)
- Master Top 1230IDocumento6 páginasMaster Top 1230Ibracilides82100% (2)
- Validación estructural residencia 3D QuitoDocumento53 páginasValidación estructural residencia 3D QuitoGabrielPantojaAún no hay calificaciones
- Ejecución Obra GruesaDocumento5 páginasEjecución Obra GruesaRodrigo VelezAún no hay calificaciones
- Lista de verificación moldaje losa-viga-muroDocumento2 páginasLista de verificación moldaje losa-viga-murofead984Aún no hay calificaciones
- Itemizado Sede SocialDocumento3 páginasItemizado Sede SocialcristianAún no hay calificaciones
- Proceso ConstructivoDocumento10 páginasProceso Constructivojuliocesarrq75hotmailcomAún no hay calificaciones
- Metodologia de Trabajo para Cerchas MetalicasDocumento10 páginasMetodologia de Trabajo para Cerchas Metalicasgabolobo0% (1)
- Procesos Constructivos Estructura MetalicaDocumento8 páginasProcesos Constructivos Estructura MetalicaLuz Marina Merchan ZambranoAún no hay calificaciones
- Fabricación en TallerDocumento7 páginasFabricación en TallerJose Tlaloc Mendoza LibradoAún no hay calificaciones
- Estructuras MetalicasDocumento49 páginasEstructuras Metalicasrolando quispeAún no hay calificaciones
- Procedimiento para Realizar Maniobras de Montaje de Estructuras MetálicasDocumento11 páginasProcedimiento para Realizar Maniobras de Montaje de Estructuras MetálicasRafae Leonardo Penagos CruzAún no hay calificaciones
- Fases de Ejecución de Estructuras Metálicas en TallerDocumento5 páginasFases de Ejecución de Estructuras Metálicas en TallerCristhian RubioAún no hay calificaciones
- Farelo Mancilla Juan Carlos Investigacion de Fabricacion y MontajeDocumento15 páginasFarelo Mancilla Juan Carlos Investigacion de Fabricacion y MontajeJuan Carlos Farelo MancillaAún no hay calificaciones
- Ejecución de Estructuras Metálicas - Construpedia PDFDocumento6 páginasEjecución de Estructuras Metálicas - Construpedia PDFGedalías MartínezAún no hay calificaciones
- Proceso Constructivo de La Estructura Metálica para Cubiertas.Documento5 páginasProceso Constructivo de La Estructura Metálica para Cubiertas.DAVID TRIANAAún no hay calificaciones
- Consejos de Un Experto para El Montaje de EstructurasDocumento19 páginasConsejos de Un Experto para El Montaje de EstructurasFelipe Díaz FloresAún no hay calificaciones
- Descripción GeneralDocumento7 páginasDescripción GeneralAlejandro PachecoAún no hay calificaciones
- 5277.CO.P.01-Rev.A - Prefa y Montaje de CañeriaDocumento10 páginas5277.CO.P.01-Rev.A - Prefa y Montaje de CañeriaFranco SarcoAún no hay calificaciones
- Fabricacion y MontajeDocumento13 páginasFabricacion y MontajeDeybet Alvarado100% (1)
- Proceso Constructivo de Edificaciones de AceroDocumento20 páginasProceso Constructivo de Edificaciones de AceroKeren BautistaAún no hay calificaciones
- Acero Estructural-5CVG3Documento23 páginasAcero Estructural-5CVG3CRISTHIAN CHAVARRIA LARIOSAún no hay calificaciones
- ESPECIFICACIONES Tecnicas Estructura Metalica IIDocumento7 páginasESPECIFICACIONES Tecnicas Estructura Metalica IIC.A. CastilloAún no hay calificaciones
- Acero Estructural-5CVG3Documento23 páginasAcero Estructural-5CVG3CRISTHIAN CHAVARRIA LARIOSAún no hay calificaciones
- M52 R 6Documento14 páginasM52 R 6joseellargoAún no hay calificaciones
- Procedimiento de Soldadura Super EstructuraDocumento11 páginasProcedimiento de Soldadura Super EstructuraPULP123Aún no hay calificaciones
- Manual de Fabricacion en TallerDocumento22 páginasManual de Fabricacion en Tallerfelipon1985Aún no hay calificaciones
- Aprende A Tocar A Guitarra Documento Descarga BlogDocumento6 páginasAprende A Tocar A Guitarra Documento Descarga BlogJuan Daniel Velásquez PradoAún no hay calificaciones
- Bases Teóricas para Plantas de TratamientoDocumento83 páginasBases Teóricas para Plantas de TratamientoJuan Daniel Velásquez PradoAún no hay calificaciones
- Desarrollo Introduccion CapitulosDocumento97 páginasDesarrollo Introduccion CapitulosJuan Daniel Velásquez PradoAún no hay calificaciones
- Diseño de Galpones Acero y MaderaDocumento77 páginasDiseño de Galpones Acero y MaderaJuan Daniel Velásquez Prado0% (1)
- ApuDocumento11 páginasApuJuan Daniel Velásquez PradoAún no hay calificaciones
- Unidad IDocumento19 páginasUnidad IGilbert Jose ArmadaAún no hay calificaciones
- Educacion AmbientalDocumento2 páginasEducacion AmbientalJuan Daniel Velásquez PradoAún no hay calificaciones
- Conceptos Basicos de AcerosDocumento6 páginasConceptos Basicos de AcerosJuan Daniel Velásquez PradoAún no hay calificaciones
- Contabilidad ConceptosDocumento13 páginasContabilidad ConceptosJuan Daniel Velásquez PradoAún no hay calificaciones
- Asientos de Ajustes Contableasiento de AjusteDocumento2 páginasAsientos de Ajustes Contableasiento de AjusteJuan Daniel Velásquez PradoAún no hay calificaciones
- FodaDocumento7 páginasFodaJuan Daniel Velásquez PradoAún no hay calificaciones
- Re IngenieriaDocumento7 páginasRe IngenieriaJuan Daniel Velásquez PradoAún no hay calificaciones
- FodaDocumento7 páginasFodaJuan Daniel Velásquez PradoAún no hay calificaciones
- Estudios de SuelosDocumento12 páginasEstudios de SuelosJuan Daniel Velásquez PradoAún no hay calificaciones
- Obras Preliminares de UrbanismosDocumento25 páginasObras Preliminares de UrbanismosJuan Daniel Velásquez PradoAún no hay calificaciones
- Analisis de Precio UnitarioDocumento101 páginasAnalisis de Precio UnitarioJuan Daniel Velásquez Prado100% (1)
- Memoria Descriptiva de Vivienda. 61 m2 (Defintiva)Documento9 páginasMemoria Descriptiva de Vivienda. 61 m2 (Defintiva)reinaldo molinaAún no hay calificaciones
- Aditivos Del CementoDocumento3 páginasAditivos Del CementoARLET VILLANUEVA ALVAREZAún no hay calificaciones
- Robotica en ScilabDocumento30 páginasRobotica en Scilabaguilas,blancasAún no hay calificaciones
- Guia para El Plan de Mantenimiento Del MvcsDocumento65 páginasGuia para El Plan de Mantenimiento Del MvcsRonald Gamarra MoraAún no hay calificaciones
- Polinomios de Legendre ecuacionesDocumento11 páginasPolinomios de Legendre ecuacionesAlvaro Lopez0% (1)
- F35Documento15 páginasF35Naren Gonzalez VargasAún no hay calificaciones
- Mantenimiento de tableros eléctricosDocumento18 páginasMantenimiento de tableros eléctricosJunior Albitres100% (2)
- Clase I Cierre de Minas UncpDocumento43 páginasClase I Cierre de Minas Uncpclark michael inga ccenteAún no hay calificaciones
- 800-06177V4 NetAXS-123 User Guide SpanishDocumento160 páginas800-06177V4 NetAXS-123 User Guide SpanishJosé Daniel Hernández SánchezAún no hay calificaciones
- Planificacion 3 Matematica PDFDocumento3 páginasPlanificacion 3 Matematica PDFsalomeAún no hay calificaciones
- Regimen en NeutroDocumento10 páginasRegimen en Neutrodavid andres caraballoAún no hay calificaciones
- Diseño de Losas AlivianadasDocumento8 páginasDiseño de Losas AlivianadasPaul Montalvan CobosAún no hay calificaciones
- Proyecto de Estructuras Repetitivas Do WhileDocumento7 páginasProyecto de Estructuras Repetitivas Do WhileDeyvi Corage GomezAún no hay calificaciones
- Especificaciones Tecnicas CipDocumento19 páginasEspecificaciones Tecnicas CipNataly Tueros AbreguAún no hay calificaciones
- Informe de HumidificacionDocumento7 páginasInforme de HumidificacionEdwuar DiazAún no hay calificaciones
- Listado de Item 100316Documento96 páginasListado de Item 100316Alejandro LenisAún no hay calificaciones
- Ejercicios CADocumento2 páginasEjercicios CAAbel Vasquez20% (5)
- PC 1 TopografíaDocumento2 páginasPC 1 TopografíaAngela diana Bravo torresAún no hay calificaciones
- INVENTARIO ENERGIA 2019 Ermo HvcaDocumento89 páginasINVENTARIO ENERGIA 2019 Ermo HvcaSUSANAAún no hay calificaciones
- Cuestionario AntenasDocumento12 páginasCuestionario AntenasNelson David de la CruzAún no hay calificaciones
- Resumen Interrupciones LPC1768Documento18 páginasResumen Interrupciones LPC1768ericAún no hay calificaciones
- C3-T2 Describir Gráficamente Problemas en Términos de Espacios de EstadosDocumento3 páginasC3-T2 Describir Gráficamente Problemas en Términos de Espacios de EstadosLish GarciaAún no hay calificaciones
- Guia 1Documento2 páginasGuia 1jerfx stivenAún no hay calificaciones
- Diseño de Viga E.060 Dual Tipo IIDocumento9 páginasDiseño de Viga E.060 Dual Tipo IISergio Pumaricra CarrilloAún no hay calificaciones
- Horno ecológico para pollos a la brasaDocumento38 páginasHorno ecológico para pollos a la brasaBrenda Monge Flores100% (1)
- Met InvestigaciónDocumento39 páginasMet InvestigaciónJHAIR JEANPIERRE CASTAÑEDA GUERREROAún no hay calificaciones
- Empresas Registradas Pqua Mayo 5 de 2015Documento25 páginasEmpresas Registradas Pqua Mayo 5 de 2015Antonio RodriguezAún no hay calificaciones
- Informe Estructuras DomoDocumento4 páginasInforme Estructuras DomoGeovani SimbaAún no hay calificaciones
- Co Manual 40muDocumento9 páginasCo Manual 40muJhonAún no hay calificaciones
- Transformador: Pruebas de polaridad y relación de transformaciónDocumento12 páginasTransformador: Pruebas de polaridad y relación de transformaciónMiguel Angel Aldunate100% (1)