También podría gustarte
- Informe Refrendado, Tronzado, Roscado y ConidadDocumento28 páginasInforme Refrendado, Tronzado, Roscado y ConidadGladys Xiomara CcapaAún no hay calificaciones
- Especificaciones Torno UratsaDocumento2 páginasEspecificaciones Torno UratsaMauri RangelAún no hay calificaciones
- Manual de TornoDocumento182 páginasManual de Tornomarciano1980Aún no hay calificaciones
- Refrentado Agujero Cilindraro Taladrado PDFDocumento109 páginasRefrentado Agujero Cilindraro Taladrado PDFCRISTIAN ALEXANDER SALDANA GARZONAún no hay calificaciones
- 5.1.tolerancias DimensionalesDocumento32 páginas5.1.tolerancias DimensionalesToni G.Aún no hay calificaciones
- Tet-300 Tema 13 Torneado Excentrico II 22Documento30 páginasTet-300 Tema 13 Torneado Excentrico II 22JUAN CARLOS BALBOA VARGASAún no hay calificaciones
- Apuntes Fresadora AlumnosDocumento62 páginasApuntes Fresadora AlumnosEdu CcAún no hay calificaciones
- Fresadora UniversalDocumento9 páginasFresadora UniversalruedacesarAún no hay calificaciones
- Ficha Matricula Version 5Documento179 páginasFicha Matricula Version 5Julian UrquijoAún no hay calificaciones
- CNC FresaDocumento11 páginasCNC FresaJean Alexandre Quispe FloresAún no hay calificaciones
- Mantenimiento Torno CNCDocumento213 páginasMantenimiento Torno CNCmelbyfajardoAún no hay calificaciones
- Soldadoras Miller Mexico Catalogo General 2013Documento104 páginasSoldadoras Miller Mexico Catalogo General 20138075cat33% (3)
- Aceros ColladoDocumento32 páginasAceros ColladoPedro PerezAún no hay calificaciones
- Neo32-2005 Tornos y Fresadoras PDFDocumento36 páginasNeo32-2005 Tornos y Fresadoras PDFKevin MaxAún no hay calificaciones
- Manual AutopropulsadaDocumento3 páginasManual Autopropulsadaamgelec123Aún no hay calificaciones
- Roscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Documento9 páginasRoscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Gilberto GarciaAún no hay calificaciones
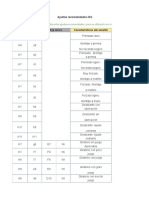
- Ajustes ISO para mecánicaDocumento4 páginasAjustes ISO para mecánicaEdortaMorenoAranburuAún no hay calificaciones
- El Torno 2016Documento108 páginasEl Torno 2016Sebastian VelardeAún no hay calificaciones
- Rectificadora y AfiladoraDocumento13 páginasRectificadora y AfiladoraLukas Sebastián Moncada JeldesAún no hay calificaciones
- Corte Por Plasma de Alta Definicion PDFDocumento77 páginasCorte Por Plasma de Alta Definicion PDFDaniel Ona SaezAún no hay calificaciones
- Sistema Cadena-CatarinaDocumento57 páginasSistema Cadena-CatarinaLuissy D. Viloria G.Aún no hay calificaciones
- Modulo Basico Metalmecanico Torno 8Documento139 páginasModulo Basico Metalmecanico Torno 8seba3210Aún no hay calificaciones
- Maquinas-Herramientas. TrabajoDocumento22 páginasMaquinas-Herramientas. TrabajoYuly Vidal100% (1)
- Laboratorio Metro Reloj FinalDocumento21 páginasLaboratorio Metro Reloj FinalGinaGonzalesPulidoAún no hay calificaciones
- Ejecución de Procesos de Mecanizado Conformado y MontajeDocumento6 páginasEjecución de Procesos de Mecanizado Conformado y MontajeAnderson Stiven Baron MarinAún no hay calificaciones
- TFM - Marin Valencia, Alberto PDFDocumento100 páginasTFM - Marin Valencia, Alberto PDFdavid fajardoAún no hay calificaciones
- Fichas TecnicasDocumento4 páginasFichas TecnicasjoseAún no hay calificaciones
- La evolución histórica del torno mecánicoDocumento82 páginasLa evolución histórica del torno mecánicoDeiby AvilaAún no hay calificaciones
- Fabricacion de Winche para Arrastre de Mina GDocumento57 páginasFabricacion de Winche para Arrastre de Mina GHenry MuchaAún no hay calificaciones
- Kennametal PDFDocumento198 páginasKennametal PDFIng Johaan Llanz100% (1)
- EL TORNO (Imprimir)Documento18 páginasEL TORNO (Imprimir)jhezabel belmonteAún no hay calificaciones
- MAV Mecanizado Alta VelocidadDocumento55 páginasMAV Mecanizado Alta Velocidadtrick69Aún no hay calificaciones
- 2-Engranajes Ingedgar12 Full.Documento245 páginas2-Engranajes Ingedgar12 Full.Edgar GonzalezAún no hay calificaciones
- Trabajo Sobre La FresadoraDocumento19 páginasTrabajo Sobre La FresadoraCarmen Castilla OrozcoAún no hay calificaciones
- 4846 Modulo Torno 2 PDFDocumento95 páginas4846 Modulo Torno 2 PDFWilmar Andres Chaparro Riano100% (1)
- Amef Afiladora Ar5-EDocumento4 páginasAmef Afiladora Ar5-EClaudia Patricia Roncancio Peña100% (1)
- EXPO-AJUSTES y TOLERANCIASDocumento20 páginasEXPO-AJUSTES y TOLERANCIASRony LopezAún no hay calificaciones
- Catalogo AlecopDocumento39 páginasCatalogo AlecopproycalAún no hay calificaciones
- Manual de Operacion CNC Fresadora FinaalDocumento47 páginasManual de Operacion CNC Fresadora FinaalAlbertoCruzMoguelAún no hay calificaciones
- 9403-19 TALLERES Máquinas FresadorasDocumento28 páginas9403-19 TALLERES Máquinas FresadorasItzel FernandezAún no hay calificaciones
- Unidades 1 6 Curso Aprendizaje Automotriz Mecanico PatioDocumento91 páginasUnidades 1 6 Curso Aprendizaje Automotriz Mecanico PatioARANAún no hay calificaciones
- Cabezal Divisor y Mesa GiratoriaDocumento9 páginasCabezal Divisor y Mesa GiratoriaLópez Márquez Maya ValentinaAún no hay calificaciones
- Poleas y ConosDocumento12 páginasPoleas y ConosvictoryanezAún no hay calificaciones
- Stirling EngineDocumento166 páginasStirling EngineDavid HerediaAún no hay calificaciones
- Cascada 7Documento8 páginasCascada 7luisAún no hay calificaciones
- Ordenes de Trabajo Accionamientos Por Correas 1 PDFDocumento40 páginasOrdenes de Trabajo Accionamientos Por Correas 1 PDFpipe torresAún no hay calificaciones
- Tipos Arranque Motocompresores MonofasicosDocumento6 páginasTipos Arranque Motocompresores MonofasicosdrespetoAún no hay calificaciones
- Aplicación de Rod en BombasDocumento32 páginasAplicación de Rod en Bombaslubricacion100% (1)
- Seleccionar diámetro de árbol de transmisiónDocumento84 páginasSeleccionar diámetro de árbol de transmisiónRotsen Altuve0% (1)
- Instituto Politecnico Nacional FresadoraDocumento56 páginasInstituto Politecnico Nacional FresadoraLuis Alberto Castillo Cabrera100% (1)
- No Solo CanonesDocumento240 páginasNo Solo CanonesArbey Guzman100% (1)
- TornoDocumento32 páginasTornoAdrian RegueraAún no hay calificaciones
- Mediciones Parte 1Documento26 páginasMediciones Parte 1William GasparAún no hay calificaciones
- Normas de Trabajo en TornosDocumento36 páginasNormas de Trabajo en TornoscamilacomAún no hay calificaciones
- $RZVWZQMDocumento5 páginas$RZVWZQMEdwin GuzmánAún no hay calificaciones
- Torno mecánico: Definición y partesDocumento17 páginasTorno mecánico: Definición y partesricardogeAún no hay calificaciones
- 100 Preguntas Sobre Torno2 1Documento15 páginas100 Preguntas Sobre Torno2 1Victor Javier ZavaletaAún no hay calificaciones
- Insumo Torno Grado 2016Documento15 páginasInsumo Torno Grado 2016Sebastian ManriqueAún no hay calificaciones
- Normas de TornosDocumento34 páginasNormas de TornosEmmanuel Andres Gutierrez PincheiraAún no hay calificaciones
- Torneado avanzado: partes, funciones y seguridad en el torno mecánicoDocumento10 páginasTorneado avanzado: partes, funciones y seguridad en el torno mecánicoAlberto JimenezAún no hay calificaciones
- Diagnostico de Seguridad y Salud en El TrabajoDocumento166 páginasDiagnostico de Seguridad y Salud en El TrabajoJose Adrian Reyes Torres0% (1)
- Check List Nom 001 StpsDocumento4 páginasCheck List Nom 001 StpsJose Adrian Reyes TorresAún no hay calificaciones
- Neumoconiosis y Enfermedades Broncopulmonares Producidas Por Aspiración de Polvos y Humos de Origen AnimalDocumento10 páginasNeumoconiosis y Enfermedades Broncopulmonares Producidas Por Aspiración de Polvos y Humos de Origen AnimalJose Adrian Reyes TorresAún no hay calificaciones
- Amenaza de BombaDocumento1 páginaAmenaza de BombaJose Adrian Reyes TorresAún no hay calificaciones
- Implementación de medidas de seguridad industrialDocumento4 páginasImplementación de medidas de seguridad industrialJose Adrian Reyes TorresAún no hay calificaciones
- Diagnostico de Seguridad y Salud en El TrabajoDocumento166 páginasDiagnostico de Seguridad y Salud en El TrabajoJose Adrian Reyes Torres0% (1)
- Check List Nom 001 StpsDocumento4 páginasCheck List Nom 001 StpsJose Adrian Reyes TorresAún no hay calificaciones
- SgCedulaevaluacion PDFDocumento3 páginasSgCedulaevaluacion PDFJose Adrian Reyes TorresAún no hay calificaciones
- Manipulación manual de cargas: pasos para levantar una carga de forma seguraDocumento1 páginaManipulación manual de cargas: pasos para levantar una carga de forma seguraIsrael Perez100% (1)
- Concent Requis Enero2011Documento4 páginasConcent Requis Enero2011Jose Adrian Reyes TorresAún no hay calificaciones
- FS009Documento1 páginaFS009Jose Adrian Reyes TorresAún no hay calificaciones
- Evaluacion MedicaDocumento4 páginasEvaluacion MedicaJose Adrian Reyes TorresAún no hay calificaciones
- Documents - MX Triptico Pausas ActivasdocDocumento2 páginasDocuments - MX Triptico Pausas ActivasdocJose Adrian Reyes TorresAún no hay calificaciones
- TEMA2Documento48 páginasTEMA2Jose Adrian Reyes TorresAún no hay calificaciones
- Check List Nom 001 StpsDocumento4 páginasCheck List Nom 001 StpsJose Adrian Reyes TorresAún no hay calificaciones
- Tarjeta AndamiosDocumento1 páginaTarjeta AndamiosCesar Deza88% (8)
- Tesis PDFDocumento65 páginasTesis PDFJose Adrian Reyes Torres100% (1)
- 01 Inspeccion GeneralDocumento4 páginas01 Inspeccion GeneralJuan C Aguirre MAún no hay calificaciones
- Tarjeta AndamiosDocumento1 páginaTarjeta AndamiosCesar Deza88% (8)
- Formato Listado de Chequeo BotiquinDocumento9 páginasFormato Listado de Chequeo BotiquinJose Adrian Reyes TorresAún no hay calificaciones
- Alcohol PDFDocumento3 páginasAlcohol PDFJose Adrian Reyes TorresAún no hay calificaciones
- Formato de PeligrosDocumento5 páginasFormato de PeligroselbadianitaAún no hay calificaciones
- Catálogo SeguintraDocumento1 páginaCatálogo SeguintraJose Adrian Reyes TorresAún no hay calificaciones
- 1351-Annex-01-4121 Registro Local de Requerimientos Legales Que Nos Aplica Rev.17.03.2010Documento4 páginas1351-Annex-01-4121 Registro Local de Requerimientos Legales Que Nos Aplica Rev.17.03.2010Jose Adrian Reyes TorresAún no hay calificaciones
- Documents - MX Triptico Pausas ActivasdocDocumento2 páginasDocuments - MX Triptico Pausas ActivasdocJose Adrian Reyes TorresAún no hay calificaciones
- r.rh.029 - Plan de CapacitaciónDocumento31 páginasr.rh.029 - Plan de CapacitaciónlorenaAún no hay calificaciones
- Chek ListDocumento2 páginasChek ListJose Adrian Reyes TorresAún no hay calificaciones
- Instrucciones de TrabajoDocumento3 páginasInstrucciones de TrabajoJose Adrian Reyes TorresAún no hay calificaciones
- Check List para AndamiosDocumento1 páginaCheck List para AndamiosJavier P Díaz88% (16)
- Formato Identificacion de Residuo PeligrosoDocumento1 páginaFormato Identificacion de Residuo PeligrosoJose Adrian Reyes TorresAún no hay calificaciones
- Evaluacion de La Sustentabilidad Comunitaria EscDocumento5 páginasEvaluacion de La Sustentabilidad Comunitaria Escxavier ortizAún no hay calificaciones
- Manual Despiece PK42002SHDocumento284 páginasManual Despiece PK42002SHVeronica Rodriguez100% (2)
- Elaboración de una cabeza de martillo con limado, taladrado y rectificadoDocumento7 páginasElaboración de una cabeza de martillo con limado, taladrado y rectificadoFernando LahuatteAún no hay calificaciones
- BotasDocumento54 páginasBotasMeily RuedaAún no hay calificaciones
- Máquinas CNC clasificaciónDocumento7 páginasMáquinas CNC clasificaciónDYRON ARIEL LEAL CORTESAún no hay calificaciones
- Análisis de La Empresa JD DistribucionesDocumento16 páginasAnálisis de La Empresa JD DistribucionesClaudia ManriqueAún no hay calificaciones
- TL2 InstruccionesDocumento2 páginasTL2 InstruccionesbajarlibroselectroAún no hay calificaciones
- Ing Métodos 1 Semana 3 Unidad 2Documento32 páginasIng Métodos 1 Semana 3 Unidad 2Santiago IvanAún no hay calificaciones
- Volumen 02 Modulo Fresadora PDFDocumento182 páginasVolumen 02 Modulo Fresadora PDFjhonnyAún no hay calificaciones
- Normas de seguridad para máquinas herramientasDocumento4 páginasNormas de seguridad para máquinas herramientasjose mario chipana mamaniAún no hay calificaciones
- Copia de Copia de Brahian Javier Rivero Santander - GUIA PARA MEMORIAS TALLERDocumento40 páginasCopia de Copia de Brahian Javier Rivero Santander - GUIA PARA MEMORIAS TALLERjoseteran199606Aún no hay calificaciones
- PIA MetrologiaDocumento9 páginasPIA MetrologiaJL LunaAún no hay calificaciones
- Periodico Armas Mayo 2020 PDFDocumento56 páginasPeriodico Armas Mayo 2020 PDFAbuelo BaturroAún no hay calificaciones
- Trabajo Tuberia IsometricoDocumento8 páginasTrabajo Tuberia IsometricoAndre Dario FerandezAún no hay calificaciones
- Aplicación Del Modelo de KonyaDocumento16 páginasAplicación Del Modelo de KonyaMiiliithaa Laa Piola ToctoAún no hay calificaciones
- Catalogo Toybags 2024Documento148 páginasCatalogo Toybags 2024reivax272Aún no hay calificaciones
- Tolerancias en EngrangesDocumento3 páginasTolerancias en EngrangesEdgarAún no hay calificaciones
- Ciclos elementales de funcionamiento CNCDocumento130 páginasCiclos elementales de funcionamiento CNCJavier Isaac Berrocal TorresAún no hay calificaciones
- Cronograma Vance de ObraDocumento5 páginasCronograma Vance de ObraRaul SuarezAún no hay calificaciones
- Practica 3 Medida de Longitud Con El Calibrador Lab Fisica UtesaDocumento7 páginasPractica 3 Medida de Longitud Con El Calibrador Lab Fisica UtesaGoku Xd0% (1)
- Maquinas HerramientasDocumento620 páginasMaquinas Herramientasyeseth jaquelin ventura ayme100% (2)
- EJERCICIOS Motor 7,8 Y Cilindro 1,2,3Documento3 páginasEJERCICIOS Motor 7,8 Y Cilindro 1,2,3AndresAún no hay calificaciones
- Manual de Despieces: Taurulift T 307 HDocumento136 páginasManual de Despieces: Taurulift T 307 HАлексейAún no hay calificaciones
- SST Fo 24Documento3 páginasSST Fo 24janetAún no hay calificaciones
- U4 Control Numerico Por ComputadoraDocumento56 páginasU4 Control Numerico Por Computadoraedson osmar cervantes espinosaAún no hay calificaciones
- Balistica ForenseDocumento132 páginasBalistica ForenseAraira M. GonzálezAún no hay calificaciones
- 5472 SFM Ta4 GR02Documento25 páginas5472 SFM Ta4 GR02Juan Pablo ProañoAún no hay calificaciones
- Cepilladora de Codo 2 NuevoDocumento9 páginasCepilladora de Codo 2 Nuevocris aguirreAún no hay calificaciones
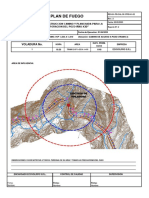
- Plan de Voladura y Plan de Fuego Ecovolpro S.R.L. #2Documento3 páginasPlan de Voladura y Plan de Fuego Ecovolpro S.R.L. #2Oscar Mehru Kisen AraozAún no hay calificaciones
- Proyecto de Ley de Armas de La Republica DominicanaDocumento73 páginasProyecto de Ley de Armas de La Republica DominicanaMiguel Angel Jimenez BlandinoAún no hay calificaciones