También podría gustarte
- Manufacturable Lead Free SMT ProcessDocumento4 páginasManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Sir Ecm Testing Soldering Materials SmtaDocumento4 páginasSir Ecm Testing Soldering Materials SmtaAdair NettoAún no hay calificaciones
- Study of Fluxless Soldering Using Formic Acid Vapor - IEEE Trans On Adv PKG, Nov 1999Documento10 páginasStudy of Fluxless Soldering Using Formic Acid Vapor - IEEE Trans On Adv PKG, Nov 1999pelenius100% (1)
- 8 Most Popular PCB Testing Methods During Manufacturing and AssemblyDocumento9 páginas8 Most Popular PCB Testing Methods During Manufacturing and AssemblyjackAún no hay calificaciones
- Inspecting For Galvanization-Related Cracking in Steel StructuresDocumento3 páginasInspecting For Galvanization-Related Cracking in Steel Structuress.mladinAún no hay calificaciones
- Standards For High Integrity and Structural Die CastingDocumento204 páginasStandards For High Integrity and Structural Die CastingThomas S R100% (1)
- Lead Free Wave Soldering Project: Performance of Lead Free Through-Hole Electrical InterconnectsDocumento8 páginasLead Free Wave Soldering Project: Performance of Lead Free Through-Hole Electrical InterconnectsYounes Ben Taher100% (1)
- Svetsaren Vol 54 Adding NO To The Argon or ArgonDocumento8 páginasSvetsaren Vol 54 Adding NO To The Argon or ArgonlvcuichanghuaAún no hay calificaciones
- Rams 2018Documento7 páginasRams 2018Captain25Aún no hay calificaciones
- Melt Quality Control at Aluminum Casting PlantsDocumento15 páginasMelt Quality Control at Aluminum Casting PlantsPallavi DeshmukhAún no hay calificaciones
- Controlling Copper Corrosion IEEE-MXDocumento6 páginasControlling Copper Corrosion IEEE-MXjayme.nunes77Aún no hay calificaciones
- Lead-Free SolderingDocumento15 páginasLead-Free SolderingChandra KusmayaAún no hay calificaciones
- Achieving A Successful ENIG Finished PCB Under Revision A of IPC 4552 SMTAI 2017 PaperDocumento10 páginasAchieving A Successful ENIG Finished PCB Under Revision A of IPC 4552 SMTAI 2017 Papercsyan1Aún no hay calificaciones
- A Drop-In Lead Free Solder ReplacementDocumento10 páginasA Drop-In Lead Free Solder Replacementb0i13rAún no hay calificaciones
- NDT Vs DTDocumento5 páginasNDT Vs DTMACLIN JOHN VASANTH KAún no hay calificaciones
- Uniquely Challenging: Industrial Automation ProductsDocumento4 páginasUniquely Challenging: Industrial Automation ProductsShafik AlieAún no hay calificaciones
- Corrosion On Solar StructuresDocumento2 páginasCorrosion On Solar StructuresyounAún no hay calificaciones
- A Fuzzy Multi-Attribute Approach To Select The Welding Process at High Pressure Vessel ManufacturingDocumento7 páginasA Fuzzy Multi-Attribute Approach To Select The Welding Process at High Pressure Vessel Manufacturingmario alvaradoAún no hay calificaciones
- Audible Sound-Based Intelligent Evaluation For Aluminum Alloy in Robotic Pulsed GTAW: Mechanism, Feature Selection, and Defect DetectionDocumento11 páginasAudible Sound-Based Intelligent Evaluation For Aluminum Alloy in Robotic Pulsed GTAW: Mechanism, Feature Selection, and Defect DetectionĐào Văn HưngAún no hay calificaciones
- SPS Oes PmiDocumento1 páginaSPS Oes Pmisoe min aungAún no hay calificaciones
- CastingDocumento3 páginasCastingBogdan PopescuAún no hay calificaciones
- Aim Lead Free Guide PDFDocumento60 páginasAim Lead Free Guide PDFBruno DebonnetAún no hay calificaciones
- Day3 16 Ronan WNA TM SMR CSDocumento11 páginasDay3 16 Ronan WNA TM SMR CSAníbal DI LUCHAún no hay calificaciones
- (PDF) PRACTICE QUESTIONS FOR API RP 577 Quizlet - Gustavo HC - Academia - EduDocumento4 páginas(PDF) PRACTICE QUESTIONS FOR API RP 577 Quizlet - Gustavo HC - Academia - EduKumar R100% (2)
- Casting Def MetDocumento8 páginasCasting Def MetBalakrishnan RagothamanAún no hay calificaciones
- Printed Circuit Board Assembly Test Process and Design For TestabilityDocumento6 páginasPrinted Circuit Board Assembly Test Process and Design For Testabilitymar taAún no hay calificaciones
- ASM005.002 Topical Guide # 6-WeldingDocumento13 páginasASM005.002 Topical Guide # 6-WeldingArnab GoswamiAún no hay calificaciones
- 23 PDFDocumento13 páginas23 PDFviverefeliceAún no hay calificaciones
- On-Line Lube Oil Sensing For Tomorrows EnginesDocumento8 páginasOn-Line Lube Oil Sensing For Tomorrows EnginesJango69100% (1)
- Improved Spectrometric Analysis For Positive Material Identification (PMI)Documento14 páginasImproved Spectrometric Analysis For Positive Material Identification (PMI)sumit kumarAún no hay calificaciones
- Reliability of Electrically Conductive Adhesive Joints For Surface Mount Applications A Summary of T-HLZ PDFDocumento11 páginasReliability of Electrically Conductive Adhesive Joints For Surface Mount Applications A Summary of T-HLZ PDFjulio perezAún no hay calificaciones
- Technical Monograph 39: A Reliable Base For High Nickel EquipmentDocumento8 páginasTechnical Monograph 39: A Reliable Base For High Nickel EquipmentAnkit GarachAún no hay calificaciones
- Ipc2006 10299Documento14 páginasIpc2006 10299faridAún no hay calificaciones
- Differences Between Low Voltage DobleDocumento11 páginasDifferences Between Low Voltage DobleFelipe Andres100% (1)
- Single-Sided Resistance Spot Welding For Auto Body AssemblyDocumento4 páginasSingle-Sided Resistance Spot Welding For Auto Body Assemblykadiransari19984100% (1)
- 18 STWJ Jounal Cambridge Dez1997 Versao FinalDocumento8 páginas18 STWJ Jounal Cambridge Dez1997 Versao FinalLaura R.Aún no hay calificaciones
- FFS For CO2 AbsorberDocumento12 páginasFFS For CO2 AbsorberashwaniAún no hay calificaciones
- Chlor Alkali BrochureDocumento4 páginasChlor Alkali BrochureMojtabaAún no hay calificaciones
- Process Validation-TPCAG2pvDocumento60 páginasProcess Validation-TPCAG2pvluisfbAún no hay calificaciones
- Astm B765Documento4 páginasAstm B765Purushottam Sutar100% (2)
- PBT and Kyzen Presentation-Flux-Residue-CleaningDocumento71 páginasPBT and Kyzen Presentation-Flux-Residue-Cleaningapi-342937727Aún no hay calificaciones
- Wave Solder TaguchiDocumento6 páginasWave Solder TaguchivictoreaAún no hay calificaciones
- Accelerated Weathering Testing For The 21 CenturyDocumento12 páginasAccelerated Weathering Testing For The 21 Centurynikopigni2100% (1)
- Gating Aluminum Permanent Castings PDFDocumento2 páginasGating Aluminum Permanent Castings PDFdidoAún no hay calificaciones
- Copper Dissolution Reliability SmtaDocumento11 páginasCopper Dissolution Reliability SmtaArvind KumarAún no hay calificaciones
- Directed Energy Deposition of Metals: Standard Guide ForDocumento22 páginasDirected Energy Deposition of Metals: Standard Guide ForPatrícia BAún no hay calificaciones
- The Influence of Machine Settings On Solder Faults by Design of ExperimentsDocumento5 páginasThe Influence of Machine Settings On Solder Faults by Design of Experimentsapi-3736775Aún no hay calificaciones
- Pb-Free Alloys PaperDocumento14 páginasPb-Free Alloys Paperjacp45Aún no hay calificaciones
- Galvanisation ProcessDocumento21 páginasGalvanisation ProcessAbhijit shindeAún no hay calificaciones
- Guidelines For Interpreting Ionic Contamination TestingDocumento10 páginasGuidelines For Interpreting Ionic Contamination TestingjackAún no hay calificaciones
- What Can Go Wrong in Comminution Circuit Design?: January 2009Documento8 páginasWhat Can Go Wrong in Comminution Circuit Design?: January 2009souzabaiano2Aún no hay calificaciones
- 2015 Laser-Beam-Welding-of-Tit-Add Manufd-PartsDocumento6 páginas2015 Laser-Beam-Welding-of-Tit-Add Manufd-PartsbhaskarAún no hay calificaciones
- Online Precision Measurement of Weld Indentation in Resistance Spot Welding Using Servo GunDocumento13 páginasOnline Precision Measurement of Weld Indentation in Resistance Spot Welding Using Servo GunMariano BosioAún no hay calificaciones
- Testing WeldsDocumento16 páginasTesting Weldschokrib100% (2)
- Quality & Inspection For Lead-Free Assembly: New Lead-Free Visual Inspection StandardsDocumento29 páginasQuality & Inspection For Lead-Free Assembly: New Lead-Free Visual Inspection Standardsjohn432questAún no hay calificaciones
- Lead Free Wave Soldering: Process Optimization For Simple To Highly Complex BoardsDocumento11 páginasLead Free Wave Soldering: Process Optimization For Simple To Highly Complex BoardsXuan HoangAún no hay calificaciones
- Corrosion Testing ArticleDocumento4 páginasCorrosion Testing ArticleHossam MostafaAún no hay calificaciones
- Implementation of Lead-Free Wave Soldering Process: January 2005Documento16 páginasImplementation of Lead-Free Wave Soldering Process: January 2005Josue MartinezAún no hay calificaciones
- Visual Detection Welding Defects in Dust Perception and CorrectionDocumento11 páginasVisual Detection Welding Defects in Dust Perception and CorrectionSamimAún no hay calificaciones
- Estrogen Dominance-The Silent Epidemic by DR Michael LamDocumento39 páginasEstrogen Dominance-The Silent Epidemic by DR Michael Lamsmtdrkd75% (4)
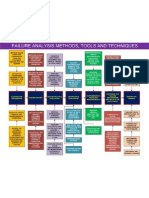
- Failure Analysis Tools, Techniques and Process FlowDocumento1 páginaFailure Analysis Tools, Techniques and Process Flowsmtdrkd100% (1)
- PCB Surface Finishes Presentation by MultekDocumento54 páginasPCB Surface Finishes Presentation by Multeksmtdrkd100% (1)
- Why Creation of Universe Is Not An AccidentDocumento48 páginasWhy Creation of Universe Is Not An AccidentsmtdrkdAún no hay calificaciones
- The Story of Spanish MossDocumento10 páginasThe Story of Spanish MosssmtdrkdAún no hay calificaciones
- SMCWP 001Documento37 páginasSMCWP 001Wandyy GonçalvesAún no hay calificaciones
- Generic Project Plan Template On ExcelDocumento3 páginasGeneric Project Plan Template On Excelsmtdrkd100% (36)
- E-Book Proof of Design DFM and Concurrent EngineeringDocumento425 páginasE-Book Proof of Design DFM and Concurrent Engineeringsmtdrkd100% (7)
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskDocumento43 páginasWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocumento4 páginasStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdAún no hay calificaciones
- Area Ratio and Stencil Thickness CalculatorDocumento6 páginasArea Ratio and Stencil Thickness Calculatorsmtdrkd100% (1)
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocumento4 páginasStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdAún no hay calificaciones
- Fantastic TripDocumento68 páginasFantastic Tripabiramikdevi100% (17)
- Lead Free Reliability Study by BoeingDocumento23 páginasLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Myths and Beliefs in Modern Electronic Assembly and Soldering TechniquesDocumento8 páginasMyths and Beliefs in Modern Electronic Assembly and Soldering TechniquessmtdrkdAún no hay calificaciones
- Carnatic Music Composition DatabaseDocumento142 páginasCarnatic Music Composition Databasesmtdrkd86% (14)
- Carnatic Music Composition DatabaseDocumento142 páginasCarnatic Music Composition Databasesmtdrkd86% (14)
- Simple Project Management Template On ExcelDocumento2 páginasSimple Project Management Template On Excelsmtdrkd100% (1)
- Andhragaaru RecipesDocumento38 páginasAndhragaaru Recipessmtdrkd100% (5)
- Dasa SahityaDocumento23 páginasDasa Sahityasmtdrkd100% (3)
- Best Practices FactoryDocumento207 páginasBest Practices FactorysmtdrkdAún no hay calificaciones
- Glycemic Index and Glycemic LoadDocumento36 páginasGlycemic Index and Glycemic LoadsmtdrkdAún no hay calificaciones
- Kadi Jokes1Documento14 páginasKadi Jokes1smtdrkd67% (3)
- Funniest QuestionsDocumento34 páginasFunniest QuestionssmtdrkdAún no hay calificaciones
- Lead Free Hand Soldering - Process and Material IssuesDocumento3 páginasLead Free Hand Soldering - Process and Material Issuessmtdrkd50% (2)
- Idli Recipes FromDocumento42 páginasIdli Recipes Fromsmtdrkd100% (6)
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Aci 522R-06 PDFDocumento25 páginasAci 522R-06 PDFaldi raimon100% (2)
- Head N Neck-MCQsDocumento57 páginasHead N Neck-MCQsbhargavi pasagadaAún no hay calificaciones
- Ora Laboratory Manual: Section 1 Section 1Documento36 páginasOra Laboratory Manual: Section 1 Section 1Ahmed IsmailAún no hay calificaciones
- 3rd Stage ComplicationsDocumento84 páginas3rd Stage ComplicationsDream100% (1)
- Human Eye 5Documento7 páginasHuman Eye 5NanditaAún no hay calificaciones
- ZW250-7 BROCHURE LowresDocumento12 páginasZW250-7 BROCHURE Lowresbjrock123Aún no hay calificaciones
- Syllabi: The Institution of Engineers, Sri LankaDocumento107 páginasSyllabi: The Institution of Engineers, Sri LankaAmal Priyashantha Perera100% (2)
- A Study On Customer Satisfaction With After Sales Services at BLUE STAR Air ConditionerDocumento99 páginasA Study On Customer Satisfaction With After Sales Services at BLUE STAR Air ConditionerVinay KashyapAún no hay calificaciones
- Unemployment in IndiaDocumento9 páginasUnemployment in IndiaKhushiAún no hay calificaciones
- Product Specifications: MB3F-PSA4-19DEDocumento2 páginasProduct Specifications: MB3F-PSA4-19DEВадим ЧеховскийAún no hay calificaciones
- Third Quarter Pre-Test Mathematics 7 Directions: RDocumento4 páginasThird Quarter Pre-Test Mathematics 7 Directions: RAhron RivasAún no hay calificaciones
- Cho Gsas - Harvard 0084L 11462Documento503 páginasCho Gsas - Harvard 0084L 11462Claudemiro costaAún no hay calificaciones
- The Royal Commonwealth Society of Malaysia: Function MenuDocumento3 páginasThe Royal Commonwealth Society of Malaysia: Function MenuMynak KrishnaAún no hay calificaciones
- Introduction: Science and Environment: Brgy - Pampang, Angeles City, PhilippinesDocumento65 páginasIntroduction: Science and Environment: Brgy - Pampang, Angeles City, PhilippinesLance AustriaAún no hay calificaciones
- Air Force To 32-1-101 Army TM 9 243 Navy m6290 Aj Man 1010 Marine Corp TM 10209 101 Technical Manual Use and Care of Hand Tools and Measuring Tools 14Documento310 páginasAir Force To 32-1-101 Army TM 9 243 Navy m6290 Aj Man 1010 Marine Corp TM 10209 101 Technical Manual Use and Care of Hand Tools and Measuring Tools 14Michael SmallAún no hay calificaciones
- Advanced Aesthetics: The Definitive Guide For Building A Ripped and Muscular PhysiqueDocumento73 páginasAdvanced Aesthetics: The Definitive Guide For Building A Ripped and Muscular PhysiqueRoger murilloAún no hay calificaciones
- Equipment in The NICUDocumento7 páginasEquipment in The NICUGheDine PeracionAún no hay calificaciones
- Module 02 Connect Hardware Peripherals EndaleDocumento49 páginasModule 02 Connect Hardware Peripherals EndaleSoli Mondo100% (1)
- Annie Ovenden Exibition 2017Documento19 páginasAnnie Ovenden Exibition 2017Vitaliy ChuenkoAún no hay calificaciones
- Manual de Electronica HardbookDocumento970 páginasManual de Electronica HardbookninoferAún no hay calificaciones
- Nema MG10 PDFDocumento27 páginasNema MG10 PDFManuel Antonio Santos VargasAún no hay calificaciones
- Operating Manual CSDPR-V2-200-NDocumento19 páginasOperating Manual CSDPR-V2-200-NJohnTPAún no hay calificaciones
- UntitledDocumento413 páginasUntitledjgj38j90Aún no hay calificaciones
- JDM B18C Type RDocumento6 páginasJDM B18C Type RSeenka CapuqAún no hay calificaciones
- Prakab Export 20.8.2018 UkDocumento260 páginasPrakab Export 20.8.2018 UkREN JTNAún no hay calificaciones
- Water Vapor Permeability of Polypropylene: Fusion Science and TechnologyDocumento5 páginasWater Vapor Permeability of Polypropylene: Fusion Science and TechnologyBobAún no hay calificaciones
- Biochem Acids and Bases Lab ReportDocumento4 páginasBiochem Acids and Bases Lab ReportShaina MabborangAún no hay calificaciones
- Mechanism Design: A SeriesDocumento3 páginasMechanism Design: A Seriesamirmasood kholojiniAún no hay calificaciones
- 11 - Morphology AlgorithmsDocumento60 páginas11 - Morphology AlgorithmsFahad MattooAún no hay calificaciones
- Introduction To The New 8-Bit PIC MCU Hardware Peripherals (CLC, Nco, Cog)Documento161 páginasIntroduction To The New 8-Bit PIC MCU Hardware Peripherals (CLC, Nco, Cog)Andres Bruno SaraviaAún no hay calificaciones