También podría gustarte
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Formulas in Cooling TowerDocumento6 páginasFormulas in Cooling TowerGringoAún no hay calificaciones
- Heat and Mass Formula SheetDocumento14 páginasHeat and Mass Formula Sheetramy100% (2)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Monthly TEST PHYSICAL SCIENCE GRADE 11Documento3 páginasMonthly TEST PHYSICAL SCIENCE GRADE 11GraceEstoleCalo67% (3)
- ABA Flare of Vengeance 2022Documento5 páginasABA Flare of Vengeance 2022Nguyễn Tiến DũngAún no hay calificaciones
- Lamp Man 1977Documento3 páginasLamp Man 1977Nguyễn Tiến DũngAún no hay calificaciones
- Eric T. Bell - Numerology-Hyperion Press (1933,1979)Documento199 páginasEric T. Bell - Numerology-Hyperion Press (1933,1979)Nguyễn Tiến Dũng100% (1)
- U.S. Dairy Ingredients in Yogurt and Yogurt BeveragesDocumento20 páginasU.S. Dairy Ingredients in Yogurt and Yogurt BeveragesNguyễn Tiến DũngAún no hay calificaciones
- Advances in Polymer Technology Volume 13 issue 1 1994 [doi 10.1002_adv.1994.060130101] J. W. Teh; Alfred Rudin; John C. Keung -- A review of polyethylene–polypropylene blends and their compatibiliza.pdfDocumento23 páginasAdvances in Polymer Technology Volume 13 issue 1 1994 [doi 10.1002_adv.1994.060130101] J. W. Teh; Alfred Rudin; John C. Keung -- A review of polyethylene–polypropylene blends and their compatibiliza.pdfNguyễn Tiến DũngAún no hay calificaciones
- Process Simulation in Refineries Sampler PDFDocumento30 páginasProcess Simulation in Refineries Sampler PDFNguyễn Tiến Dũng100% (2)
- Nickel Metal Hydride BatteriesDocumento512 páginasNickel Metal Hydride BatteriesNguyễn Tiến DũngAún no hay calificaciones
- 8474L 013 ML 001 ADocumento217 páginas8474L 013 ML 001 ANguyễn Tiến Dũng0% (1)
- IELTS Reading Practice The PyramidsDocumento3 páginasIELTS Reading Practice The PyramidsHuan ChanAún no hay calificaciones
- PDF Pangolins Matching HeadingsDocumento2 páginasPDF Pangolins Matching HeadingsNguyễn Tiến DũngAún no hay calificaciones
- 8474L 060 ML 001 0Documento61 páginas8474L 060 ML 001 0Nguyễn Tiến Dũng100% (1)
- 8474L 081 ML 001 ADocumento41 páginas8474L 081 ML 001 ANguyễn Tiến Dũng100% (1)
- PS3000 Refinery OperationsDocumento23 páginasPS3000 Refinery OperationsNguyễn Tiến DũngAún no hay calificaciones
- Hydrogene Header Vacumn HeaderDocumento1 páginaHydrogene Header Vacumn HeaderNguyễn Tiến DũngAún no hay calificaciones
- G GN 180Documento34 páginasG GN 180reza329329Aún no hay calificaciones
- Heat Exchanger PerformanceDocumento31 páginasHeat Exchanger PerformanceFA AyAún no hay calificaciones
- Ol 48 3311 Tanjaya Thermo Optical Measurements Using Quantitative Phase MicrosDocumento4 páginasOl 48 3311 Tanjaya Thermo Optical Measurements Using Quantitative Phase MicrosJean-Charles CotteverteAún no hay calificaciones
- Gujarat Technological UniversityDocumento2 páginasGujarat Technological UniversityRîkèñ PâtélAún no hay calificaciones
- 10 1016@j Mineng 2020 106456Documento10 páginas10 1016@j Mineng 2020 106456faouzi rachidAún no hay calificaciones
- Sameer Khan ProjectDocumento113 páginasSameer Khan ProjectSameer KhanAún no hay calificaciones
- PH of Water: Standard Test Methods ForDocumento9 páginasPH of Water: Standard Test Methods ForFaheem SadiqAún no hay calificaciones
- Special Question BankDocumento8 páginasSpecial Question BankAKHIL HARIAún no hay calificaciones
- Co2 Generating Plants Combustion Based Unit Cbu Union Engineering Leaflet v2118 enDocumento2 páginasCo2 Generating Plants Combustion Based Unit Cbu Union Engineering Leaflet v2118 encrangelAún no hay calificaciones
- Condensation and Cloud FormationDocumento17 páginasCondensation and Cloud FormationIyah Macam100% (1)
- Mechanical Engineering Objective Mcqs With AnswersDocumento2 páginasMechanical Engineering Objective Mcqs With AnswersAdnan MaharAún no hay calificaciones
- Acid Base Equilibrium Multiple ChoiceDocumento4 páginasAcid Base Equilibrium Multiple ChoiceMarcus LeeAún no hay calificaciones
- Carbon Nanotube: Properties and ApplicationsDocumento22 páginasCarbon Nanotube: Properties and ApplicationsmanuAún no hay calificaciones
- Exam Jan 2007Documento5 páginasExam Jan 2007Sam RutherfordAún no hay calificaciones
- Physics SL Paper 2 TZ2Documento24 páginasPhysics SL Paper 2 TZ2믯차Aún no hay calificaciones
- Chemistry Sample Paper 1: All Questions Are CompulsoryDocumento8 páginasChemistry Sample Paper 1: All Questions Are CompulsoryShivam KumarAún no hay calificaciones
- Vulkanox BHT Solid - LANXESS Distribution GMBHDocumento3 páginasVulkanox BHT Solid - LANXESS Distribution GMBHEdy 7w7Aún no hay calificaciones
- Chem. SOC.: Single-Crystal Raman and Far-Infrared Spectra Tetrakis (Thiourea) - Nickel (Ii) DichlorideDocumento3 páginasChem. SOC.: Single-Crystal Raman and Far-Infrared Spectra Tetrakis (Thiourea) - Nickel (Ii) DichlorideFernandaIbarraVázquezAún no hay calificaciones
- Noo Xii Ch01 Solid StateDocumento51 páginasNoo Xii Ch01 Solid StateG boiAún no hay calificaciones
- Advaned Cooling System For Heavy VehiclesDocumento24 páginasAdvaned Cooling System For Heavy VehiclesrajdrklAún no hay calificaciones
- Daftar PustakaDocumento3 páginasDaftar PustakaNicodemus Sigit SutantoAún no hay calificaciones
- Gas Dynamics-Fanno FlowDocumento29 páginasGas Dynamics-Fanno FlowRahulAún no hay calificaciones
- Investigation of Laser-Induced PlasmaDocumento5 páginasInvestigation of Laser-Induced PlasmaAleksandar VučićAún no hay calificaciones
- PDF Q0 8 Final EIM 7 8 Module 8Documento14 páginasPDF Q0 8 Final EIM 7 8 Module 8Joy Cabug LemosneroAún no hay calificaciones
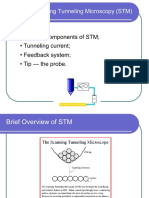
- Lecture 6 STMDocumento29 páginasLecture 6 STMROHITM RA1811002040067Aún no hay calificaciones
- Basics Compressor CalculationDocumento12 páginasBasics Compressor CalculationOthman MansoorAún no hay calificaciones
- CHE Facts - Industrial Gas Burners - July 2016Documento1 páginaCHE Facts - Industrial Gas Burners - July 2016John UrdanetaAún no hay calificaciones
















































![Advances in Polymer Technology Volume 13 issue 1 1994 [doi 10.1002_adv.1994.060130101] J. W. Teh; Alfred Rudin; John C. Keung -- A review of polyethylene–polypropylene blends and their compatibiliza.pdf](https://imgv2-1-f.scribdassets.com/img/document/413100459/149x198/b178853412/1560302507?v=1)