También podría gustarte
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5795)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Adhesives and SealantsDocumento8 páginasAdhesives and SealantsJosephus GallardoAún no hay calificaciones
- Attachment 5 - Valve Design Table PDFDocumento8 páginasAttachment 5 - Valve Design Table PDFbisworupmAún no hay calificaciones
- Fab Plans CatDocumento25 páginasFab Plans CatSyifa Alfiah Andini PutriAún no hay calificaciones
- 3MDyneon FKM Compounding Guide 98050413248RevCDocumento28 páginas3MDyneon FKM Compounding Guide 98050413248RevCDyaniAún no hay calificaciones
- A General Review of The Causes and Acceptance of Shape ImperfectionsDocumento6 páginasA General Review of The Causes and Acceptance of Shape ImperfectionsAnonymous vU7CuPAún no hay calificaciones
- Plant Curriculum Instructor Unit 1Documento46 páginasPlant Curriculum Instructor Unit 1ericleiva66Aún no hay calificaciones
- GRP - GRE - GRV Pipes and FittingDocumento11 páginasGRP - GRE - GRV Pipes and FittingPankajAún no hay calificaciones
- Sohar Oman CompaniesDocumento160 páginasSohar Oman CompaniesMinal Parapannawar67% (3)
- Corrosion HDBK S2Documento296 páginasCorrosion HDBK S2Aleksandra AleksicAún no hay calificaciones
- General: Hybrid PropulsionDocumento1 páginaGeneral: Hybrid PropulsionSyifa Alfiah Andini PutriAún no hay calificaciones
- NG 84Documento109 páginasNG 84Syifa Alfiah Andini PutriAún no hay calificaciones
- ANSYS15 Installation PDFDocumento9 páginasANSYS15 Installation PDFSyifa Alfiah Andini PutriAún no hay calificaciones
- AC and Refrigeration PlantsDocumento23 páginasAC and Refrigeration PlantsSyifa Alfiah Andini PutriAún no hay calificaciones
- Section 1 Principles Covering The Manufacture and Testing of MaterialsDocumento5 páginasSection 1 Principles Covering The Manufacture and Testing of MaterialsSyifa Alfiah Andini PutriAún no hay calificaciones
- Section 14 Welding of Pressure Vessels: Preliminary RemarkDocumento12 páginasSection 14 Welding of Pressure Vessels: Preliminary RemarkSyifa Alfiah Andini PutriAún no hay calificaciones
- Foreword Content Articles of The International Convention For The Safety of Life at Sea, 1974Documento12 páginasForeword Content Articles of The International Convention For The Safety of Life at Sea, 1974Syifa Alfiah Andini PutriAún no hay calificaciones
- Section 6 Overweldable Shop Primers: A. General 1. 1.2Documento3 páginasSection 6 Overweldable Shop Primers: A. General 1. 1.2Syifa Alfiah Andini PutriAún no hay calificaciones
- PC750-7 S/N 20001-UP (Overseas Version)Documento2 páginasPC750-7 S/N 20001-UP (Overseas Version)АлександрAún no hay calificaciones
- 2010 Masterformat Sample JobCost Codes + NotesDocumento11 páginas2010 Masterformat Sample JobCost Codes + NotesYay B. GicoAún no hay calificaciones
- BS 729 1971 Hot Ip Galvanized Coatings On Iron and Steel ArticlespdfDocumento15 páginasBS 729 1971 Hot Ip Galvanized Coatings On Iron and Steel ArticlespdfAvinash LalAún no hay calificaciones
- Is 2062 2011Documento17 páginasIs 2062 2011navneet SharmaAún no hay calificaciones
- Fire Resistance Ratings - ANSI/UL 263: Design No. U311Documento3 páginasFire Resistance Ratings - ANSI/UL 263: Design No. U311DavidAún no hay calificaciones
- E - Crosby Chain Grade 80 AlloyDocumento1 páginaE - Crosby Chain Grade 80 Alloyrony 2222Aún no hay calificaciones
- Nobel 2022 - CabinetDocumento10 páginasNobel 2022 - CabinetLynn ChiaAún no hay calificaciones
- Materials and Processes For Agricultural and Biosystems EngineeringDocumento11 páginasMaterials and Processes For Agricultural and Biosystems EngineeringMelanie D. Aquino BaguioAún no hay calificaciones
- ITB-KEOH-2016-009 - Section V - Annex D (Ii) - Electrical Works DrawingsDocumento29 páginasITB-KEOH-2016-009 - Section V - Annex D (Ii) - Electrical Works DrawingsSefaAún no hay calificaciones
- Comparative Analysis Between Lime and Cement Mortar in Traditional BuildingsDocumento44 páginasComparative Analysis Between Lime and Cement Mortar in Traditional BuildingsGAURAV mISHRAAún no hay calificaciones
- Effect of Aggregate Properties On Asphalt Concrete MixesDocumento18 páginasEffect of Aggregate Properties On Asphalt Concrete MixesNgabirano B. JuliusAún no hay calificaciones
- Masoneilan Catalogo 87 88 Actuador Diafragma Multi ResortesDocumento9 páginasMasoneilan Catalogo 87 88 Actuador Diafragma Multi ResortesisctomaslopezAún no hay calificaciones
- Infogramm: Remanium StarDocumento2 páginasInfogramm: Remanium StarPiAún no hay calificaciones
- SCI C Vitaulic Snap-Let Outlet Snap 11.04Documento2 páginasSCI C Vitaulic Snap-Let Outlet Snap 11.04jplutodAún no hay calificaciones
- Technical Instruction Manual: Meva Formset MfsDocumento20 páginasTechnical Instruction Manual: Meva Formset MfspablopelaAún no hay calificaciones
- Plumbing 4 ADocumento2 páginasPlumbing 4 AIvy Rafanan PascuaAún no hay calificaciones
- REO Range CatalogueDocumento8 páginasREO Range CatalogueSURAJ PratapAún no hay calificaciones
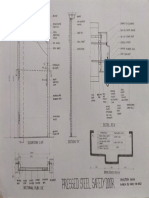
- Pressed Steel Safety DoorDocumento1 páginaPressed Steel Safety DoorAshutosh SinghAún no hay calificaciones
- Weight Room 51420 PDFDocumento6 páginasWeight Room 51420 PDFKeith HuckabayAún no hay calificaciones
- Decalit OtelDocumento2 páginasDecalit OtelCiprian MaiorAún no hay calificaciones
- Roof TestDocumento7 páginasRoof TestJoel BeyerAún no hay calificaciones
- Mod Mto 3Documento2 páginasMod Mto 3Alberto LazoAún no hay calificaciones