También podría gustarte
- Anodes in Cooling Water Exchangers PDFDocumento12 páginasAnodes in Cooling Water Exchangers PDFcbrittaivAún no hay calificaciones
- JISG3459Documento39 páginasJISG3459Son-Tuan PhamAún no hay calificaciones
- A494Documento7 páginasA494carlos ruizAún no hay calificaciones
- Bs7531 Grade y MasterDocumento1 páginaBs7531 Grade y Masterheena jainAún no hay calificaciones
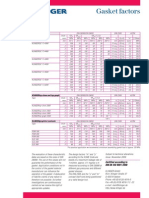
- Klinger - Gasket FactorsDocumento4 páginasKlinger - Gasket FactorsFelip PrietoAún no hay calificaciones
- Astm A193 PDFDocumento12 páginasAstm A193 PDFjoserodriguezherazoAún no hay calificaciones
- Spectacle Blind FlangeDocumento3 páginasSpectacle Blind Flangel kishoreAún no hay calificaciones
- SB - 622 PDFDocumento10 páginasSB - 622 PDFSamir ChaudharyAún no hay calificaciones
- Catalogo GASKET General Measurement TablesDocumento20 páginasCatalogo GASKET General Measurement TablescastibraAún no hay calificaciones
- Mechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesDocumento4 páginasMechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesJarek CieslakAún no hay calificaciones
- British Std. 3293-1960Documento18 páginasBritish Std. 3293-1960Ranjan KumarAún no hay calificaciones
- Steel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForDocumento5 páginasSteel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForProduction DepartmentAún no hay calificaciones
- Astm A320-A320m-99Documento8 páginasAstm A320-A320m-99NadhiraAún no hay calificaciones
- ASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsDocumento11 páginasASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsKlich77Aún no hay calificaciones
- ASTM F1545 Plastic Lined Pipe 0803 PDFDocumento6 páginasASTM F1545 Plastic Lined Pipe 0803 PDFdavi rodriguesAún no hay calificaciones
- A270Documento6 páginasA270Anonymous O39pjWAún no hay calificaciones
- Studding Outlet DimensionDocumento2 páginasStudding Outlet DimensionpandiangvAún no hay calificaciones
- Metal Jacketed Gasket Instruction ManualDocumento6 páginasMetal Jacketed Gasket Instruction ManualCalvin WongAún no hay calificaciones
- Sa 299Documento3 páginasSa 299Web LogueandoAún no hay calificaciones
- API 624 Vs ISO 15848-1Documento1 páginaAPI 624 Vs ISO 15848-1Ramesh GangwarAún no hay calificaciones
- B367Documento5 páginasB367AVINASH CHAVANAún no hay calificaciones
- Valve MaterialsDocumento9 páginasValve MaterialsVu Tung LinhAún no hay calificaciones
- BS Bolt MaterialDocumento1 páginaBS Bolt MaterialKamlesh LuharAún no hay calificaciones
- Astm A181-2001 PDFDocumento3 páginasAstm A181-2001 PDFMohammed TariqAún no hay calificaciones
- Pressure-Reducing Valves For Water Systems, ShipboardDocumento10 páginasPressure-Reducing Valves For Water Systems, Shipboardreza amiriniaAún no hay calificaciones
- Astm A 494Documento7 páginasAstm A 494Rodrigo BarrosAún no hay calificaciones
- Astm-A707 CS As LTS PDFDocumento5 páginasAstm-A707 CS As LTS PDFGoutam Kumar DebAún no hay calificaciones
- B729Documento3 páginasB729LambertWayneAún no hay calificaciones
- Astm A106 1999Documento13 páginasAstm A106 1999Rolando CastilloAún no hay calificaciones
- Specification For Carbon Steel Forgings For Piping ApplicationsDocumento10 páginasSpecification For Carbon Steel Forgings For Piping ApplicationsMauricio Esteban Fernandez RamirezAún no hay calificaciones
- ASTM Bolting Specification Temperature MDocumento2 páginasASTM Bolting Specification Temperature Mrazvan65100% (1)
- ASTM A686 T72301 W1A 9.5 Steel Plate, ASTM T72301 W1A 9.5 Tool SteelDocumento2 páginasASTM A686 T72301 W1A 9.5 Steel Plate, ASTM T72301 W1A 9.5 Tool SteelBernice JohnsonAún no hay calificaciones
- Astm A216-98Documento3 páginasAstm A216-98panap25100% (1)
- Astm A403Documento7 páginasAstm A403mtpiping2572100% (1)
- Asme b16.20 StandardsDocumento1 páginaAsme b16.20 StandardsJakir HossainAún no hay calificaciones
- Asme B36.19M-2004 PDFDocumento14 páginasAsme B36.19M-2004 PDFUlises Montao100% (1)
- Orbit Parts List and Ordering InstructionsDocumento24 páginasOrbit Parts List and Ordering Instructionskeertiraj09Aún no hay calificaciones
- BS 3601Documento3 páginasBS 3601nourlhudaAún no hay calificaciones
- Astm A216Documento3 páginasAstm A216Ruth Sarai YañezAún no hay calificaciones
- DIN 7060 Curcular Sight Glass PDFDocumento14 páginasDIN 7060 Curcular Sight Glass PDFalathekoala100% (2)
- Garlock GYLON Style 3501 - Spec Sheet - (NA) 2016-12 enDocumento1 páginaGarlock GYLON Style 3501 - Spec Sheet - (NA) 2016-12 ennmosilvaAún no hay calificaciones
- Astm B 729 - 2000 PDFDocumento2 páginasAstm B 729 - 2000 PDFLemir LopezAún no hay calificaciones
- Jis g3456 Grade STPT 410 Pipes PDFDocumento1 páginaJis g3456 Grade STPT 410 Pipes PDFMitul MehtaAún no hay calificaciones
- Delta Industrial Knife Gate ValvesDocumento28 páginasDelta Industrial Knife Gate ValvesAlin AllinAún no hay calificaciones
- Torque Values RTJ (B16.5)Documento3 páginasTorque Values RTJ (B16.5)ariyamanjulaAún no hay calificaciones
- ASTM A106 GR.B Steel TubeDocumento2 páginasASTM A106 GR.B Steel TubeSpicyAún no hay calificaciones
- PED 2014-68-EU Guidelines EN v4Documento235 páginasPED 2014-68-EU Guidelines EN v4Nav TalukdarAún no hay calificaciones
- A4-80 Stainless Steel Grade Specification - Midland Bright SteelsDocumento4 páginasA4-80 Stainless Steel Grade Specification - Midland Bright SteelsramonaghergheAún no hay calificaciones
- Ansi-Asme B16.47 A (MSS SP 44)Documento6 páginasAnsi-Asme B16.47 A (MSS SP 44)arferrafAún no hay calificaciones
- Astm F 467 - 03Documento10 páginasAstm F 467 - 03Bernardo FonsecaAún no hay calificaciones
- En 12451 1999Documento24 páginasEn 12451 1999victoraghiAún no hay calificaciones
- Es7 PDFDocumento4 páginasEs7 PDFayoungaAún no hay calificaciones
- Welding Metallurgy and Weldability of Nickel-Base AlloysDe EverandWelding Metallurgy and Weldability of Nickel-Base AlloysCalificación: 5 de 5 estrellas5/5 (1)
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionDe EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionAún no hay calificaciones
- Norsok ExtractDocumento2 páginasNorsok ExtractElliott RussellAún no hay calificaciones
- Plates - API-2W Grade 50Documento2 páginasPlates - API-2W Grade 50eduardoAún no hay calificaciones
- Toe LoadDocumento4 páginasToe Loadcheikh ahmedAún no hay calificaciones
- 13 CR Data SheetDocumento5 páginas13 CR Data SheetMartin MweembaAún no hay calificaciones
- 4130wog0913 - Rev14Documento3 páginas4130wog0913 - Rev14Quality controller100% (1)
- Srno College Code College Name Course Name University Recruit Category Specific Category Marks CutofDocumento7 páginasSrno College Code College Name Course Name University Recruit Category Specific Category Marks CutofPalkesh TrivediAún no hay calificaciones
- Astm A312 2014Documento12 páginasAstm A312 2014Palkesh TrivediAún no hay calificaciones
- Information For Visitors 2017Documento1 páginaInformation For Visitors 2017Palkesh TrivediAún no hay calificaciones
- Trimos V Manual 0815Documento36 páginasTrimos V Manual 0815Palkesh TrivediAún no hay calificaciones
- Information For Visitors 2017Documento1 páginaInformation For Visitors 2017Palkesh TrivediAún no hay calificaciones
- Lean Thinking & 21 Ways To Success LeanDocumento7 páginasLean Thinking & 21 Ways To Success LeanPalkesh TrivediAún no hay calificaciones
- ISO 9001 2015 Checklist (Marketing)Documento2 páginasISO 9001 2015 Checklist (Marketing)Palkesh Trivedi100% (15)
- Rp2-Iso9001 2015Documento38 páginasRp2-Iso9001 2015Zia MalikAún no hay calificaciones
- Information For Visitors 2017Documento1 páginaInformation For Visitors 2017Palkesh TrivediAún no hay calificaciones
- Environment AssignmentDocumento81 páginasEnvironment AssignmentPalkesh TrivediAún no hay calificaciones
- Rp2-Iso9001 2015Documento38 páginasRp2-Iso9001 2015Zia MalikAún no hay calificaciones
- Problem Solving0506Documento18 páginasProblem Solving0506Palkesh TrivediAún no hay calificaciones
- Information For Visitors 2017Documento1 páginaInformation For Visitors 2017Palkesh TrivediAún no hay calificaciones
- ISO 9001 2015 Checklist (Marketing)Documento2 páginasISO 9001 2015 Checklist (Marketing)Palkesh Trivedi100% (15)
- 5 S Implementation PDFDocumento15 páginas5 S Implementation PDFPalkesh TrivediAún no hay calificaciones
- Information BookletDocumento56 páginasInformation BookletPalkesh TrivediAún no hay calificaciones
- Audit Iso9001 2015 ChecklistDocumento23 páginasAudit Iso9001 2015 ChecklistLa Metalurgica100% (5)
- 5 S Implementation PDFDocumento15 páginas5 S Implementation PDFPalkesh TrivediAún no hay calificaciones
- Daily Prayers For AllDocumento77 páginasDaily Prayers For AllomkaseraAún no hay calificaciones
- Kalupur E-Banking - Terms and ConditionsDocumento13 páginasKalupur E-Banking - Terms and ConditionsPalkesh TrivediAún no hay calificaciones
- Sand Casting: From Wikipedia, The Free EncyclopediaDocumento13 páginasSand Casting: From Wikipedia, The Free EncyclopediaPalkesh TrivediAún no hay calificaciones
- Gravimetric MilliporeTestingDocumento7 páginasGravimetric MilliporeTestingAshokAún no hay calificaciones
- Application 45Documento8 páginasApplication 45SMBEAUTYAún no hay calificaciones
- Budget Planner - Overview / Help: InstructionsDocumento7 páginasBudget Planner - Overview / Help: InstructionsPalkesh TrivediAún no hay calificaciones
- 5SDocumento67 páginas5SAnonymous Ln4luWFd100% (3)
- Root CauseDocumento31 páginasRoot CauseJoshua JohnsonAún no hay calificaciones
- Root Cause Analysis: Quality SeriesDocumento5 páginasRoot Cause Analysis: Quality SeriesPalkesh TrivediAún no hay calificaciones
- W-P-10-01 - Design Validation TestProcedure - BALL VALVE PR2 ANNEX FDocumento6 páginasW-P-10-01 - Design Validation TestProcedure - BALL VALVE PR2 ANNEX FPalkesh TrivediAún no hay calificaciones
- 02 Accident Care IndividualDocumento20 páginas02 Accident Care IndividualPalkesh TrivediAún no hay calificaciones
- ASTM A182 Grade F51 Requirement As Per API 6A-60KDocumento8 páginasASTM A182 Grade F51 Requirement As Per API 6A-60KPalkesh TrivediAún no hay calificaciones
- AbhayTare MOS MICRO-PROJECTDocumento21 páginasAbhayTare MOS MICRO-PROJECTAsha Chuhan0% (1)
- Testing Sheets Solm12Documento18 páginasTesting Sheets Solm12abdallah mohamedAún no hay calificaciones
- Fisher Albrecht Yen Klingerman Mcnamee 1974Documento98 páginasFisher Albrecht Yen Klingerman Mcnamee 1974Eric NolascoAún no hay calificaciones
- Enio DenekoDocumento10 páginasEnio DenekoEcaterina DraghiciAún no hay calificaciones
- 1 ResatUlusay - Keynote - ICGE'20 - TunusiaDocumento11 páginas1 ResatUlusay - Keynote - ICGE'20 - TunusiaRafik SaadaAún no hay calificaciones
- Lecture 5 Heat Generation in Metal Cutting OperationsDocumento36 páginasLecture 5 Heat Generation in Metal Cutting Operationsnickokinyunyu11Aún no hay calificaciones
- Fastener Load Distribution Multiple JointsDocumento20 páginasFastener Load Distribution Multiple JointsNoor BabaAún no hay calificaciones
- Truss DesignDocumento37 páginasTruss DesignAnissah ManialaAún no hay calificaciones
- Seismic Retrofitting of Unreinforced Masonry Walls by Cable SystemDocumento15 páginasSeismic Retrofitting of Unreinforced Masonry Walls by Cable SystemDamit SuranaAún no hay calificaciones
- Glass and Plastic Window Design For Pressure Vessels GuideDocumento44 páginasGlass and Plastic Window Design For Pressure Vessels GuideDavid CavalieriAún no hay calificaciones
- FFS-1 2016 Errata 1 PDFDocumento47 páginasFFS-1 2016 Errata 1 PDFdoctAún no hay calificaciones
- 2019 CathalÓMurchúPh DDocumento314 páginas2019 CathalÓMurchúPh DBassel AlshamiAún no hay calificaciones
- Structural Design and AnalysisDocumento52 páginasStructural Design and AnalysisAmado Nawen Pongtan100% (4)
- AFES English ManualDocumento290 páginasAFES English ManualMai Kawayapanik100% (7)
- Flat Spiral SpringsDocumento2 páginasFlat Spiral SpringsBharani DaranAún no hay calificaciones
- Design Reinforced Concrete PipeDocumento24 páginasDesign Reinforced Concrete PipecruceruutgjiuroAún no hay calificaciones
- Design of Short ColumnsDocumento39 páginasDesign of Short Columnsjoni0% (1)
- Ssignment Rief: P Btec C & B E 30. A S D (5)Documento5 páginasSsignment Rief: P Btec C & B E 30. A S D (5)hafiz zain100% (1)
- ABS Grade A, B, D, E: General Product DescriptionDocumento2 páginasABS Grade A, B, D, E: General Product DescriptionzilAún no hay calificaciones
- Documents - PARKER WORLD PRESSURE FILTERS PDFDocumento5 páginasDocuments - PARKER WORLD PRESSURE FILTERS PDFBilly ZununAún no hay calificaciones
- Dike Wall and Slab Design Calculation - RevisedDocumento84 páginasDike Wall and Slab Design Calculation - RevisedRichard ChavezAún no hay calificaciones
- Anchor Stiffness FormulaDocumento24 páginasAnchor Stiffness FormulaAhsan SattarAún no hay calificaciones
- Astm E1290 PDFDocumento13 páginasAstm E1290 PDFАртем ТитовAún no hay calificaciones
- Ixef 1032Documento2 páginasIxef 1032Michele RodriquezAún no hay calificaciones
- STM 279 PDFDocumento66 páginasSTM 279 PDFadmirmujkic17Aún no hay calificaciones
- Aci 224R-1990Documento43 páginasAci 224R-1990RAJ_1978100% (2)
- Strut Tie Model - STMDocumento10 páginasStrut Tie Model - STMshish0iitrAún no hay calificaciones
- T Joint CoverDocumento3 páginasT Joint CoverJosue ToribioAún no hay calificaciones
- Snap FitsDocumento11 páginasSnap FitsVijaya KumarAún no hay calificaciones
- Metal and Metal Alloys NotesDocumento18 páginasMetal and Metal Alloys NotesKshitij SaojiAún no hay calificaciones