También podría gustarte
- Preliminary Aircraft Design: Lateral Handling Qualities: Paolo Teo"lattoDocumento11 páginasPreliminary Aircraft Design: Lateral Handling Qualities: Paolo Teo"lattoSyamsul Bahry HarahapAún no hay calificaciones
- Investigation of Hybrid Laminar Owcontrol (HLFC) Surfaces: T.M. Young, B. Humphreys, J.P. FieldingDocumento20 páginasInvestigation of Hybrid Laminar Owcontrol (HLFC) Surfaces: T.M. Young, B. Humphreys, J.P. FieldingSyamsul Bahry HarahapAún no hay calificaciones
- Low Speed Aircraft DesignDocumento18 páginasLow Speed Aircraft Designnavala_praAún no hay calificaciones
- Effect of pyrolysis temperature on miscanthus biochar propertiesDocumento9 páginasEffect of pyrolysis temperature on miscanthus biochar propertiesSyamsul Bahry HarahapAún no hay calificaciones
- Waste Management: Longjian Chen, Li Xing, Lujia HanDocumento6 páginasWaste Management: Longjian Chen, Li Xing, Lujia HanSyamsul Bahry HarahapAún no hay calificaciones
- 1 s2.0 S1369886900000045 Main PDFDocumento16 páginas1 s2.0 S1369886900000045 Main PDFSyamsul Bahry HarahapAún no hay calificaciones
- Investigation of Hybrid Laminar Owcontrol (HLFC) Surfaces: T.M. Young, B. Humphreys, J.P. FieldingDocumento20 páginasInvestigation of Hybrid Laminar Owcontrol (HLFC) Surfaces: T.M. Young, B. Humphreys, J.P. FieldingSyamsul Bahry HarahapAún no hay calificaciones
- Nitrifying Moving Bed Biofilm Reactor (MBBR) Biofilm and Biomass Response To Long Term Exposure To 1 CDocumento10 páginasNitrifying Moving Bed Biofilm Reactor (MBBR) Biofilm and Biomass Response To Long Term Exposure To 1 CSyamsul Bahry HarahapAún no hay calificaciones
- 1 s2.0 S1369886901000040 Main PDFDocumento3 páginas1 s2.0 S1369886901000040 Main PDFSyamsul Bahry HarahapAún no hay calificaciones
- Food Chemistry: Hong Liu, Fankui Zeng, Qinghuang Wang, Shiyi Ou, Lehe Tan, Fenglin GuDocumento7 páginasFood Chemistry: Hong Liu, Fankui Zeng, Qinghuang Wang, Shiyi Ou, Lehe Tan, Fenglin GuSyamsul Bahry HarahapAún no hay calificaciones
- ENERGY POSSIBILITIES FROM FOREST RESIDUES IN SPAINDocumento8 páginasENERGY POSSIBILITIES FROM FOREST RESIDUES IN SPAINSyamsul Bahry HarahapAún no hay calificaciones
- Potential CO Savings Through Biomethane Generation From Municipal Waste BiogasDocumento9 páginasPotential CO Savings Through Biomethane Generation From Municipal Waste BiogasSyamsul Bahry HarahapAún no hay calificaciones
- Not 1-S2.0-S0961953410004848-Main PDFDocumento9 páginasNot 1-S2.0-S0961953410004848-Main PDFSyamsul Bahry HarahapAún no hay calificaciones
- Pneumatic Conveying of Biomass Particles ReviewDocumento6 páginasPneumatic Conveying of Biomass Particles ReviewSyamsul Bahry HarahapAún no hay calificaciones
- Recent Advances in Biofuel Drying: Roland WimmerstedtDocumento7 páginasRecent Advances in Biofuel Drying: Roland WimmerstedtSyamsul Bahry HarahapAún no hay calificaciones
- B I Oma S S and B I o Energy Paper - 2Documento10 páginasB I Oma S S and B I o Energy Paper - 2Syamsul Bahry HarahapAún no hay calificaciones
- Recent Advances in Biofuel Drying: Roland WimmerstedtDocumento7 páginasRecent Advances in Biofuel Drying: Roland WimmerstedtSyamsul Bahry HarahapAún no hay calificaciones
- Food Chemistry: Hong Liu, Fankui Zeng, Qinghuang Wang, Shiyi Ou, Lehe Tan, Fenglin GuDocumento7 páginasFood Chemistry: Hong Liu, Fankui Zeng, Qinghuang Wang, Shiyi Ou, Lehe Tan, Fenglin GuSyamsul Bahry HarahapAún no hay calificaciones
- Pyrolysis of Biomass in A Semi-Industrial Scale Reactor: Study of The Fuel-Nitrogen Oxidation During Combustion of VolatilesDocumento8 páginasPyrolysis of Biomass in A Semi-Industrial Scale Reactor: Study of The Fuel-Nitrogen Oxidation During Combustion of VolatilesSyamsul Bahry HarahapAún no hay calificaciones
- Not 1-S2.0-S0961953410004848-Main PDFDocumento9 páginasNot 1-S2.0-S0961953410004848-Main PDFSyamsul Bahry HarahapAún no hay calificaciones
- 1 s2.0 S1364032108000063 Main PDFDocumento11 páginas1 s2.0 S1364032108000063 Main PDFSyamsul Bahry HarahapAún no hay calificaciones
- Material Paper - 1Documento5 páginasMaterial Paper - 1Syamsul Bahry HarahapAún no hay calificaciones
- 1 s2.0 S001623611200364X Main PDFDocumento6 páginas1 s2.0 S001623611200364X Main PDFSyamsul Bahry HarahapAún no hay calificaciones
- Gasifier Modification Methods for Tar ReductionDocumento16 páginasGasifier Modification Methods for Tar ReductionisttAún no hay calificaciones
- Novel Swirl Cyclone ScrubberDocumento10 páginasNovel Swirl Cyclone ScrubberSyamsul Bahry HarahapAún no hay calificaciones
- Nikoo - 2008 - Simulation of Biomass Gasification in Fluidized Bed Reactor Using ASPEN PLUSDocumento10 páginasNikoo - 2008 - Simulation of Biomass Gasification in Fluidized Bed Reactor Using ASPEN PLUSolajumokeshonubiAún no hay calificaciones
- Comparison of Different Models of Cyclone Prediction Performance ForDocumento12 páginasComparison of Different Models of Cyclone Prediction Performance ForMAG370Aún no hay calificaciones
- Bioresource TechnologyDocumento8 páginasBioresource TechnologySyamsul Bahry HarahapAún no hay calificaciones
- Combustion and Flame Paper ElsavaierDocumento12 páginasCombustion and Flame Paper ElsavaierSyamsul Bahry HarahapAún no hay calificaciones
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (119)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2099)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- DST 60 IFT MeasurementDocumento12 páginasDST 60 IFT Measurement김동완Aún no hay calificaciones
- Mineral PropertiesDocumento3 páginasMineral PropertiesAji SuhadiAún no hay calificaciones
- Encyclopedia of Surface and Colloid Science: January 2014Documento15 páginasEncyclopedia of Surface and Colloid Science: January 2014Khurelbaatar GanboldAún no hay calificaciones
- Xtreme SavE Series-R32 Inverter CatalogueDocumento6 páginasXtreme SavE Series-R32 Inverter CatalogueTQ2020Aún no hay calificaciones
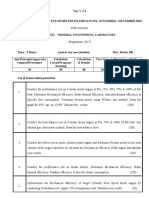
- Me8512 4Documento4 páginasMe8512 4KARTHIAún no hay calificaciones
- Pravara Rural College Pharmacy Industrial Training ReportDocumento28 páginasPravara Rural College Pharmacy Industrial Training ReportSudarshan GhogareAún no hay calificaciones
- General PHARMAKOLOGY - Загальна фармакологія - Курс лекцій - изд.2005-215 сDocumento219 páginasGeneral PHARMAKOLOGY - Загальна фармакологія - Курс лекцій - изд.2005-215 сSahil Saini100% (4)
- Experiment No. 1 (CRE II - RTD MFR (Pulse) )Documento6 páginasExperiment No. 1 (CRE II - RTD MFR (Pulse) )Prashant GiriAún no hay calificaciones
- 管径计算表Documento11 páginas管径计算表Ascend032Aún no hay calificaciones
- Genesys CASDocumento1 páginaGenesys CASMehri ImaniAún no hay calificaciones
- 2811 Jan 01MSDocumento10 páginas2811 Jan 01MSThatchani GundasamyAún no hay calificaciones
- Flyer The Adixen 2000 Series Vacuum GaugesDocumento2 páginasFlyer The Adixen 2000 Series Vacuum GaugespradungAún no hay calificaciones
- TDS CHEMCLEAR EnglishDocumento3 páginasTDS CHEMCLEAR EnglishthirdAún no hay calificaciones
- An Overview of Traditional Fish Smoking in Africa PDFDocumento20 páginasAn Overview of Traditional Fish Smoking in Africa PDFBzmania SlimnzieAún no hay calificaciones
- OzonolysisDocumento1 páginaOzonolysisThu NguyenAún no hay calificaciones
- Contineous Dyeing of Reactive DyesDocumento9 páginasContineous Dyeing of Reactive DyesMohammed Atiqul Hoque ChowdhuryAún no hay calificaciones
- C1990-EH(HC)ver 1 0英文Documento6 páginasC1990-EH(HC)ver 1 0英文顏健軒Aún no hay calificaciones
- Fundamentals of Thermodynamics SI Version: Solution Manual Chapter 4Documento147 páginasFundamentals of Thermodynamics SI Version: Solution Manual Chapter 4이노랑Aún no hay calificaciones
- Biochemical TestsDocumento2 páginasBiochemical TestsJacqueline DavisAún no hay calificaciones
- Exercise 0.5 UltrafiltrationDocumento67 páginasExercise 0.5 UltrafiltrationAntonio MoncayoAún no hay calificaciones
- Electronic Structure Calculations For Solids and Molecules: Theory and Computational MethodsDocumento387 páginasElectronic Structure Calculations For Solids and Molecules: Theory and Computational MethodsJavier Gómez100% (1)
- All About EnginesDocumento1 páginaAll About EnginesMandi BozoAún no hay calificaciones
- NANI K 46TH PASUNDAN 2021.12.01 08.36.02 DetailsDocumento4 páginasNANI K 46TH PASUNDAN 2021.12.01 08.36.02 Detailsakreditasi tarogong 2023Aún no hay calificaciones
- Air PollutionDocumento19 páginasAir PollutionMika Hakimie100% (1)
- 25X5 GI Strip - Data SheetDocumento1 página25X5 GI Strip - Data SheetSandeep VijayakumarAún no hay calificaciones
- Determination of the molecular diffusion coefficient of a species in solutionDocumento11 páginasDetermination of the molecular diffusion coefficient of a species in solutionLuis Jaime PerezAún no hay calificaciones
- UV Coating Flooring - Radtech 2003 - D. Bontinck M. IdacageDocumento6 páginasUV Coating Flooring - Radtech 2003 - D. Bontinck M. IdacageJuan Antonio Tito Esp CalAún no hay calificaciones
- Turbichem D-Dimer Test OverviewDocumento2 páginasTurbichem D-Dimer Test OverviewDharmesh PatelAún no hay calificaciones
- Bamboo CharcoalDocumento4 páginasBamboo CharcoalEva Lizwina MatinAún no hay calificaciones
- SMAW LessonDocumento8 páginasSMAW LessonOJ DogplaceAún no hay calificaciones