También podría gustarte
- Zaludek 2020 IOP Conf. Ser. Mater. Sci. Eng. 726 012016Documento8 páginasZaludek 2020 IOP Conf. Ser. Mater. Sci. Eng. 726 012016Salagrama AbhinavAún no hay calificaciones
- Study On Mechanical and Metallurgical Properties of Glass Fibre Reinforced PMC Gear MaterialsDocumento8 páginasStudy On Mechanical and Metallurgical Properties of Glass Fibre Reinforced PMC Gear MaterialsAnanta PutraAún no hay calificaciones
- Ijciet 09 08 005Documento7 páginasIjciet 09 08 005Mykkwong WongAún no hay calificaciones
- Material Properties of Glass Fiber Reinforced Epoxy CompositesDocumento32 páginasMaterial Properties of Glass Fiber Reinforced Epoxy CompositesGhani BiruAún no hay calificaciones
- Ciardiello 2021 IOP Conf. Ser. Mater. Sci. Eng. 1038 012031Documento13 páginasCiardiello 2021 IOP Conf. Ser. Mater. Sci. Eng. 1038 012031Paulo UtargAún no hay calificaciones
- An Investigation of Weldline Strength in Injection Molded Rubber PartsDocumento8 páginasAn Investigation of Weldline Strength in Injection Molded Rubber PartsAdhi1971Aún no hay calificaciones
- Materials and Design: Bekir Sadık Ünlü, Enver Atik, Sinan KöksalDocumento5 páginasMaterials and Design: Bekir Sadık Ünlü, Enver Atik, Sinan KöksalVinay GopalAún no hay calificaciones
- Laboratory Testing of Brake Pads Made of Organic MDocumento8 páginasLaboratory Testing of Brake Pads Made of Organic M刘牛Aún no hay calificaciones
- A Taguchi Approach For Investigation of PDFDocumento19 páginasA Taguchi Approach For Investigation of PDFChandra SekharAún no hay calificaciones
- Development of Brake Pad For Automobile Using OrgaDocumento6 páginasDevelopment of Brake Pad For Automobile Using OrgaJasper JazAún no hay calificaciones
- 1 s2.0 S2468227621001435 MainDocumento9 páginas1 s2.0 S2468227621001435 MainUdayashankar SAún no hay calificaciones
- Materials Today: Proceedings: Narendra Kumar Jha, Santosh Kumar, Amit Tyagi, Dhirendra Kumar Jha, Chandra Shekhar JhaDocumento5 páginasMaterials Today: Proceedings: Narendra Kumar Jha, Santosh Kumar, Amit Tyagi, Dhirendra Kumar Jha, Chandra Shekhar JhaAhmed ismailAún no hay calificaciones
- Art 10.1007@s11029-018-9724-xDocumento10 páginasArt 10.1007@s11029-018-9724-xGrairiaAún no hay calificaciones
- 786.vibration Analysis of Hybrid Composite Leaf SpringDocumento6 páginas786.vibration Analysis of Hybrid Composite Leaf SpringAmaterasu Susanoo TsukuyomiAún no hay calificaciones
- Studies On Behavior of Carbon and Fiberglass Epoxy Composite Laminates Under Low Velocity Impact Loading Using LS-DYNADocumento12 páginasStudies On Behavior of Carbon and Fiberglass Epoxy Composite Laminates Under Low Velocity Impact Loading Using LS-DYNAAkash VineetAún no hay calificaciones
- Investigations On Mechanical and Erosive Wear Behaviour of Cenosphere Filled Carbon-Epoxy CompositesDocumento6 páginasInvestigations On Mechanical and Erosive Wear Behaviour of Cenosphere Filled Carbon-Epoxy CompositesPraful KakdeAún no hay calificaciones
- Material Today ProcDocumento10 páginasMaterial Today ProcVikasKhatkarAún no hay calificaciones
- Two-Body Abrasive Wear Behavior of Nylon 6 and Glass Fiber Reinforced (GFR) Nylon 6 CompositeDocumento8 páginasTwo-Body Abrasive Wear Behavior of Nylon 6 and Glass Fiber Reinforced (GFR) Nylon 6 CompositebalaAún no hay calificaciones
- Comparative Study Regarding Friction Coefficient For Three Epoxy ResinsDocumento5 páginasComparative Study Regarding Friction Coefficient For Three Epoxy ResinsEdgar Arturo Gomez MeiselAún no hay calificaciones
- IJSR Paper Publishing Final Report AbhishekDocumento6 páginasIJSR Paper Publishing Final Report AbhishekAbhishek.RajoleAún no hay calificaciones
- Adtya SynopsisDocumento27 páginasAdtya SynopsisCH 09 Dileep KumarAún no hay calificaciones
- Abdul Khoni 2018 IOP Conf. Ser.: Mater. Sci. Eng. 343 012014 PDFDocumento8 páginasAbdul Khoni 2018 IOP Conf. Ser.: Mater. Sci. Eng. 343 012014 PDFchandanAún no hay calificaciones
- Analysis of Friction Disc of Single Plate Clutch by Using Ansys A ReviewDocumento14 páginasAnalysis of Friction Disc of Single Plate Clutch by Using Ansys A ReviewIJRASETPublicationsAún no hay calificaciones
- Rathaur 2020 Mater. Res. Express 7 015305Documento9 páginasRathaur 2020 Mater. Res. Express 7 015305Steven Rojas CuellarAún no hay calificaciones
- Effects of Processing Parameters of Infrared Based Automated F 2023 CompositDocumento11 páginasEffects of Processing Parameters of Infrared Based Automated F 2023 CompositGUANCI ZHUAún no hay calificaciones
- Mechanical Behavior and Dynamic Mechanical Analysis Study On Nanoclay Filled Carbon-Epoxy CompositesDocumento11 páginasMechanical Behavior and Dynamic Mechanical Analysis Study On Nanoclay Filled Carbon-Epoxy CompositesKarthikeyan MurugananthanAún no hay calificaciones
- of ProjectDocumento24 páginasof ProjectamarparimiAún no hay calificaciones
- Document 2 dd4v 03052016 PDFDocumento6 páginasDocument 2 dd4v 03052016 PDFMonica BoccaAún no hay calificaciones
- Effect of Fiber Orientation on Carbon Composite Tensile StrengthDocumento6 páginasEffect of Fiber Orientation on Carbon Composite Tensile StrengthSouha BaliAún no hay calificaciones
- Docum 2Documento6 páginasDocum 2MADHESWARAN SAún no hay calificaciones
- A Statistical Analysis of Optimization of Wear Behaviour of Al-Al O Composites Using Taguchi TechniqueDocumento10 páginasA Statistical Analysis of Optimization of Wear Behaviour of Al-Al O Composites Using Taguchi TechniqueNikhil Vijay HiwaleAún no hay calificaciones
- A Research Paper of Epoxy Based Composite Material From The Natural Fiber For Manufacturing of HelmetDocumento6 páginasA Research Paper of Epoxy Based Composite Material From The Natural Fiber For Manufacturing of HelmetAnirbanAún no hay calificaciones
- MaterialsDocumento7 páginasMaterialsLune NoireAún no hay calificaciones
- Dry Sliding Wear Properties of 3d Printed Petg SCF Ommt Nanocomposites Experimentation and ModelDocumento12 páginasDry Sliding Wear Properties of 3d Printed Petg SCF Ommt Nanocomposites Experimentation and ModelVinyas MaheshAún no hay calificaciones
- 2016 - Polymer CompositesDocumento7 páginas2016 - Polymer Compositeschauhan303Aún no hay calificaciones
- Composite 2Documento11 páginasComposite 2Emad El-KashifAún no hay calificaciones
- Jayapragash 2020 IOP Conf. Ser. Mater. Sci. Eng. 912 052008Documento7 páginasJayapragash 2020 IOP Conf. Ser. Mater. Sci. Eng. 912 052008Segun TalabiAún no hay calificaciones
- Simulation Work of Fatigue Life Prediction of Rubber Automotive ComponentsDocumento7 páginasSimulation Work of Fatigue Life Prediction of Rubber Automotive Componentssonu_manjhiAún no hay calificaciones
- Tambrallimath 2020Documento5 páginasTambrallimath 2020vijay-auAún no hay calificaciones
- Evaluation of Modal Damping of Graphite/Epoxy Laminated CompositesDocumento5 páginasEvaluation of Modal Damping of Graphite/Epoxy Laminated CompositestheijesAún no hay calificaciones
- Khan 2017Documento9 páginasKhan 2017sergioAún no hay calificaciones
- Review of Automotive Brake Friction MaterialsDocumento6 páginasReview of Automotive Brake Friction MaterialsJasna GlisovicAún no hay calificaciones
- Modeling and Analysis of Spur Gear For Sugarcane Juice MachineDocumento5 páginasModeling and Analysis of Spur Gear For Sugarcane Juice MachineSafiuddin SallehAún no hay calificaciones
- 1-s2.0-S2214785322074636-mainDocumento7 páginas1-s2.0-S2214785322074636-mainjeroldscdAún no hay calificaciones
- Muhammad Athala Zakwan 1-IDocumento5 páginasMuhammad Athala Zakwan 1-Iathala zakwanAún no hay calificaciones
- Comparing The Mechanical Properties of Cyanate Ester Modified Epoxy /glass LaminatesDocumento7 páginasComparing The Mechanical Properties of Cyanate Ester Modified Epoxy /glass LaminatesAndrew NallayanAún no hay calificaciones
- Light RTM Process SetupDocumento18 páginasLight RTM Process SetupsunanthaAún no hay calificaciones
- Experimental Investigation On Impact of MWCNTS For Delamination of GFRP CompositesDocumento8 páginasExperimental Investigation On Impact of MWCNTS For Delamination of GFRP CompositesRamesh BabuAún no hay calificaciones
- Mechanical and Wear Behavior of Vinyl Ester-Carbon/cement By-Pass Dust Particulate Filled Homogeneous and Their Functionally Graded CompositesDocumento13 páginasMechanical and Wear Behavior of Vinyl Ester-Carbon/cement By-Pass Dust Particulate Filled Homogeneous and Their Functionally Graded CompositesArvind RAún no hay calificaciones
- 2021 - International Journal of Polymer Analysis and CharacterizationDocumento16 páginas2021 - International Journal of Polymer Analysis and Characterizationaryan sainAún no hay calificaciones
- Plain Bearings Made From Engineering PlasticsDocumento44 páginasPlain Bearings Made From Engineering PlasticsJani LahdelmaAún no hay calificaciones
- Wear of Sprag Clutch Wedge in Overrun State UnderDocumento17 páginasWear of Sprag Clutch Wedge in Overrun State UnderLorenzo ToccaceliAún no hay calificaciones
- A Statistical Model For Evaluating The Tribological Properties of Paper - Based Friction MaterialsDocumento7 páginasA Statistical Model For Evaluating The Tribological Properties of Paper - Based Friction MaterialsMarcoMoncayoAún no hay calificaciones
- 7 520Documento10 páginas7 520МихаилЖелтышевAún no hay calificaciones
- 10 1016@j Compositesb 2012 05 020Documento8 páginas10 1016@j Compositesb 2012 05 020najiha_tahirAún no hay calificaciones
- Optimizing The Mechanical and Microstructure Characteristics of Stir Casting and Hot-Pressed AA 7075/ZnO/ZrO2 CompositesDocumento18 páginasOptimizing The Mechanical and Microstructure Characteristics of Stir Casting and Hot-Pressed AA 7075/ZnO/ZrO2 CompositesDr. Mahesh GopalAún no hay calificaciones
- Ijaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)Documento8 páginasIjaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)IAEME PublicationAún no hay calificaciones
- Jeas 0808 109Documento5 páginasJeas 0808 109addai262Aún no hay calificaciones
- Sandeep2011 - Thermo-Mechanical Correlations To Erosion Performance of Short Carbon FibreDocumento9 páginasSandeep2011 - Thermo-Mechanical Correlations To Erosion Performance of Short Carbon FibreAnkushAún no hay calificaciones
- Friction and Wear of Polymer CompositesDe EverandFriction and Wear of Polymer CompositesCalificación: 5 de 5 estrellas5/5 (2)
- C 20 MY 3 4 SemDocumento80 páginasC 20 MY 3 4 SemMatthew SmithAún no hay calificaciones
- C 20 MTT 1 2 SemDocumento165 páginasC 20 MTT 1 2 SemMatthew SmithAún no hay calificaciones
- Time Management Conference 2019Documento28 páginasTime Management Conference 2019Matthew SmithAún no hay calificaciones
- 10 1 1 558 3354Documento12 páginas10 1 1 558 3354Matthew SmithAún no hay calificaciones
- Combustion in Si EnginesDocumento36 páginasCombustion in Si Enginesrgopi_83Aún no hay calificaciones
- Maths 3 CompressedDocumento208 páginasMaths 3 CompressedMatthew SmithAún no hay calificaciones
- Material Science - CompressedDocumento82 páginasMaterial Science - CompressedMatthew SmithAún no hay calificaciones
- Combustion PDFDocumento24 páginasCombustion PDFserkalemtAún no hay calificaciones
- Application of Taguchi Method For Optimization of Process Parameters in Improving The Surface Roughness of Lathe Facing OperationDocumento7 páginasApplication of Taguchi Method For Optimization of Process Parameters in Improving The Surface Roughness of Lathe Facing Operationwww.irjes.comAún no hay calificaciones
- 1 s2.0 S2211812814005872 MainDocumento7 páginas1 s2.0 S2211812814005872 MainMatthew SmithAún no hay calificaciones
- Influence of Interface On Epoxy/clay Nanocomposites: 1. Morphology StructureDocumento6 páginasInfluence of Interface On Epoxy/clay Nanocomposites: 1. Morphology StructureMatthew SmithAún no hay calificaciones
- Abst PHD EnotiadisDocumento2 páginasAbst PHD EnotiadisMatthew SmithAún no hay calificaciones
- 813201113306Documento10 páginas813201113306Matthew SmithAún no hay calificaciones
- 1 s2.0 S0263822315005164 MainDocumento22 páginas1 s2.0 S0263822315005164 MainMatthew SmithAún no hay calificaciones
- 6Rph6Wxglhv RQ 0hfkdqlfdo 3urshuwlhv Ri (SR (/&7%1&od/ %Dvhg3Ro/Phu 1Dqrfrpsrvlwhv 31&Documento8 páginas6Rph6Wxglhv RQ 0hfkdqlfdo 3urshuwlhv Ri (SR (/&7%1&od/ %Dvhg3Ro/Phu 1Dqrfrpsrvlwhv 31&Matthew SmithAún no hay calificaciones
- Basic Thermo 3Documento65 páginasBasic Thermo 3Matthew SmithAún no hay calificaciones
- Automobile EnginesDocumento86 páginasAutomobile EnginesMatthew SmithAún no hay calificaciones
- 1 PBDocumento8 páginas1 PBMatthew SmithAún no hay calificaciones
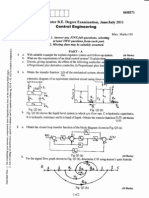
- CE June 2011Documento2 páginasCE June 2011sohan2902Aún no hay calificaciones
- FM II AssaignmentDocumento2 páginasFM II AssaignmentMatthew SmithAún no hay calificaciones
- Types of Chassis LayoutDocumento8 páginasTypes of Chassis LayoutMatthew SmithAún no hay calificaciones
- Fluid Mechanics Question Paper December 2014 January 2015Documento2 páginasFluid Mechanics Question Paper December 2014 January 2015Matthew SmithAún no hay calificaciones
- UNIVERSITY QP / QB QUESTION BANK FOR MECHANICAL ENGINEERINGDocumento25 páginasUNIVERSITY QP / QB QUESTION BANK FOR MECHANICAL ENGINEERINGMatthew SmithAún no hay calificaciones
- Automatic Transmission SystemDocumento21 páginasAutomatic Transmission SystemMamesh Mathankar100% (1)
- Front-Wheel-Drive (Transaxle and CV Joint) Fundamentals: © 2012 Delmar, Cengage LearningDocumento25 páginasFront-Wheel-Drive (Transaxle and CV Joint) Fundamentals: © 2012 Delmar, Cengage LearningMatthew SmithAún no hay calificaciones
- Automatic Transmission ApplicationsDocumento26 páginasAutomatic Transmission ApplicationsMatthew SmithAún no hay calificaciones
- 1 PBDocumento8 páginas1 PBMatthew SmithAún no hay calificaciones
- Manual and Semi-Automatic Transmission OperationDocumento3 páginasManual and Semi-Automatic Transmission OperationMatthew SmithAún no hay calificaciones
- Automatic Transmission SystemDocumento21 páginasAutomatic Transmission SystemMamesh Mathankar100% (1)
- Catalytic Reaction EngineeringDocumento48 páginasCatalytic Reaction EngineeringM Deepika100% (1)
- TDS Byk-024 enDocumento2 páginasTDS Byk-024 enHiroshi PhanAún no hay calificaciones
- 1-Pump Selection Guide by Goulds - Rev - PSG PDFDocumento24 páginas1-Pump Selection Guide by Goulds - Rev - PSG PDFMelvin MagbanuaAún no hay calificaciones
- Narayangharh-Mugling HighwayDocumento85 páginasNarayangharh-Mugling HighwayRm1262Aún no hay calificaciones
- The Environmental Geology of Mineral Dep PDFDocumento46 páginasThe Environmental Geology of Mineral Dep PDFbenwarrenallianceoliAún no hay calificaciones
- Cópia de Column-Beam Bolted Splice Calculation - ASD AISC 9th - 22-Ago-2017Documento19 páginasCópia de Column-Beam Bolted Splice Calculation - ASD AISC 9th - 22-Ago-2017cludioAún no hay calificaciones
- Resistance Wire: Properties of Major AlloysDocumento2 páginasResistance Wire: Properties of Major Alloysyasir127Aún no hay calificaciones
- Summer Internship Project On Durian Laminates PDFDocumento82 páginasSummer Internship Project On Durian Laminates PDFShubham MittalAún no hay calificaciones
- Shell Cyprina 963 PDFDocumento2 páginasShell Cyprina 963 PDFAnonymous oAbjbl4HAún no hay calificaciones
- Sae Ams 2355K - 2011 PDFDocumento16 páginasSae Ams 2355K - 2011 PDFNav TalukdarAún no hay calificaciones
- Production of Cyclohexane From BenzeneDocumento151 páginasProduction of Cyclohexane From BenzeneGerald Lim60% (5)
- Sizing (Slashing)Documento46 páginasSizing (Slashing)Nikhil Nani100% (1)
- Ceramic Uses and ProcessesDocumento22 páginasCeramic Uses and ProcessesWang Zheng FengAún no hay calificaciones
- Band Saw Arg-400-PlusDocumento10 páginasBand Saw Arg-400-PlusOccasionmachinesMetalworkingAún no hay calificaciones
- Building Construction 2. Masonry: Civil Engineering Materials and ConstructionDocumento55 páginasBuilding Construction 2. Masonry: Civil Engineering Materials and ConstructionGautam ChandraAún no hay calificaciones
- Hydrogen ProbeDocumento4 páginasHydrogen ProbemahiengAún no hay calificaciones
- Paroc Extra: Product DatasheetDocumento2 páginasParoc Extra: Product Datasheetturkertalayman1660Aún no hay calificaciones
- Composite Materials of Al 7075 TiB2 TiCDocumento3 páginasComposite Materials of Al 7075 TiB2 TiCD.T. karthickAún no hay calificaciones
- Hauzhin Samiei Activity 4Documento3 páginasHauzhin Samiei Activity 4hauzhiinAún no hay calificaciones
- Lewatit® MonoPlus M 800 2321Documento5 páginasLewatit® MonoPlus M 800 2321simontin23Aún no hay calificaciones
- Module 1 - ElectrochemistryDocumento31 páginasModule 1 - ElectrochemistryjeniferAún no hay calificaciones
- Crack Control for Concrete Slabs GuideDocumento28 páginasCrack Control for Concrete Slabs GuideChandu CKAún no hay calificaciones
- Bray Serie 35 - 36Documento6 páginasBray Serie 35 - 36Oscar Horta PolaniaAún no hay calificaciones
- Magnetically Impelled Arc Butt WeldingDocumento23 páginasMagnetically Impelled Arc Butt WeldingMutiara Monica100% (1)
- MINERALOGY Notes 2022Documento60 páginasMINERALOGY Notes 2022Kisaakye GraceAún no hay calificaciones
- Thermal Oxidation of Anhydride Cured Epoxies. 1 - Mechanistic AspectsDocumento10 páginasThermal Oxidation of Anhydride Cured Epoxies. 1 - Mechanistic AspectsIgor SilvaAún no hay calificaciones
- Dilapidation ReportDocumento19 páginasDilapidation ReportZaxx Slurpp100% (1)
- Merabet - Sonolytic and Ultrasound-Assisted Techniques For Hydrogen Production A Review Based On The Role of Ultrasound Review 2022Documento15 páginasMerabet - Sonolytic and Ultrasound-Assisted Techniques For Hydrogen Production A Review Based On The Role of Ultrasound Review 2022Michel AertsAún no hay calificaciones
- Infrared Plastic Solar CellDocumento19 páginasInfrared Plastic Solar CellAjay Mv100% (2)
- ECE OLED TechnologyDocumento22 páginasECE OLED TechnologyRavvy ChhimpaAún no hay calificaciones