También podría gustarte
- TP 2 - Prensas y BalancinesDocumento27 páginasTP 2 - Prensas y BalancinesInés DoradoAún no hay calificaciones
- Temporizador Hidráulico PDFDocumento3 páginasTemporizador Hidráulico PDFIsaac OrocioAún no hay calificaciones
- Actividades UD 7Documento8 páginasActividades UD 7joseAún no hay calificaciones
- Torneado Cónico - ACABADODocumento13 páginasTorneado Cónico - ACABADOPaolita BrunoAún no hay calificaciones
- Guia de Estudios Primer ParcialDocumento4 páginasGuia de Estudios Primer ParcialEnrique MAAún no hay calificaciones
- 01 Practica Torno CNCDocumento30 páginas01 Practica Torno CNCAquino MiguelAún no hay calificaciones
- Tipos de VirutaDocumento31 páginasTipos de VirutaMiriam Trejo Martinez50% (2)
- 5 Introducción Ciclo de TaladradoDocumento17 páginas5 Introducción Ciclo de TaladradopacorradoAún no hay calificaciones
- Tecnicas de Corte y PunzonadoDocumento79 páginasTecnicas de Corte y Punzonadogeegt0% (1)
- Partes de La TroqueladoraDocumento1 páginaPartes de La TroqueladoraMax PachecoAún no hay calificaciones
- Proceso de Piston PDFDocumento12 páginasProceso de Piston PDFd_maceda100% (3)
- Tema 3. Sistemas Neumáticos y ElectroneumáticosDocumento20 páginasTema 3. Sistemas Neumáticos y ElectroneumáticosCristian Pablo García100% (1)
- Plan de maquinado de pieza de acero 4140 con torneado y fresadoDocumento8 páginasPlan de maquinado de pieza de acero 4140 con torneado y fresadobrenda adrianoAún no hay calificaciones
- Tornos desde 1950 y su evolución a través de la historiaDocumento50 páginasTornos desde 1950 y su evolución a través de la historiaFavio Royer B. MancillaAún no hay calificaciones
- Teoria de Maquinas y MecanismosDocumento12 páginasTeoria de Maquinas y MecanismosEdgar ReyesAún no hay calificaciones
- Cilindradora de Chapas MetálicasDocumento10 páginasCilindradora de Chapas MetálicasLuz JustinianoAún no hay calificaciones
- Monitoreo de Cargas en Maquinas. JUAN FELIPE URIBE C.1824420Documento4 páginasMonitoreo de Cargas en Maquinas. JUAN FELIPE URIBE C.1824420JUAN FELIPE URIBE CIFUENTESAún no hay calificaciones
- Fabricacion de Troquelado de Una Chapa MetalicaDocumento13 páginasFabricacion de Troquelado de Una Chapa Metalicamaria auora morgan diazAún no hay calificaciones
- Desbaste ConicoDocumento9 páginasDesbaste ConicoCarlos PilatasigAún no hay calificaciones
- Bandas y PoleasDocumento3 páginasBandas y PoleasGerardo Abraham BarrazaAún no hay calificaciones
- Tipos de TornosDocumento28 páginasTipos de TornosEddy MBAún no hay calificaciones
- Fuerza y Potencia de CorteDocumento7 páginasFuerza y Potencia de CorteMaria JoseAún no hay calificaciones
- Resumen MastercamDocumento15 páginasResumen Mastercam007skyline001Aún no hay calificaciones
- Generador DCDocumento3 páginasGenerador DCLuis Angel Moscote DiazAún no hay calificaciones
- Ejercicios de mecanizado: Torneado y refrentadoDocumento63 páginasEjercicios de mecanizado: Torneado y refrentadoHubert Mihaly Altamirano Aguilar0% (1)
- Calculo de Velocidades de Piston y CaudalDocumento47 páginasCalculo de Velocidades de Piston y CaudalWalter Sarango0% (1)
- Tema IvDocumento15 páginasTema IvIng. Eliézer MartínezAún no hay calificaciones
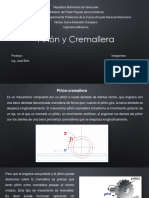
- Piñon y CremalleraDocumento12 páginasPiñon y CremalleraAlquimedes CermeñoAún no hay calificaciones
- Tabla de Velocidad de CorteDocumento5 páginasTabla de Velocidad de CorteAntonio DelgadoAún no hay calificaciones
- Biela ManivelaDocumento9 páginasBiela ManivelaJorge Loro TafuriñoAún no hay calificaciones
- Limadora de CodoDocumento6 páginasLimadora de CodoChristian Pavel Raico ChoqueAún no hay calificaciones
- Mecanizado Sin Arranque de VirutaDocumento19 páginasMecanizado Sin Arranque de VirutaHector Jose Serrano Castillejo100% (2)
- T.P. 2 ME II - Cuplas y CMG - para EntregarDocumento27 páginasT.P. 2 ME II - Cuplas y CMG - para EntregarDaniel AceitunoAún no hay calificaciones
- Turbinas FrancisDocumento14 páginasTurbinas FrancisJōnatąn Klderon100% (1)
- Informe Visita MatriceriaDocumento6 páginasInforme Visita MatriceriaNathaly VillacisAún no hay calificaciones
- Relacióndeejercicios1 (Electrónicadigital)Documento13 páginasRelacióndeejercicios1 (Electrónicadigital)Antonio Crispin RiveroAún no hay calificaciones
- Ejercicios EngranajesDocumento20 páginasEjercicios EngranajesDavid852hzAún no hay calificaciones
- 03 Ejercicios Ejes y AcoplesDocumento3 páginas03 Ejercicios Ejes y AcoplesLizbeth Fiallos AvilaAún no hay calificaciones
- Fundamentos del formado de metales y procesos de deformación volumétricaDocumento8 páginasFundamentos del formado de metales y procesos de deformación volumétricaRenzo PiccoliAún no hay calificaciones
- Etapas Del Diseno I ManufacturaDocumento16 páginasEtapas Del Diseno I ManufacturaJose Luis Chavez VillaAún no hay calificaciones
- Embragues y Frenos (Diseño Mecánico)Documento21 páginasEmbragues y Frenos (Diseño Mecánico)AlejandroAún no hay calificaciones
- 5 Practica de Torno - Taller BasicoDocumento19 páginas5 Practica de Torno - Taller BasicoXavier Mantilla Morán100% (3)
- PDF SOLIDCAM CapacidadesDocumento4 páginasPDF SOLIDCAM CapacidadesVictor M. BeasAún no hay calificaciones
- Reporte NeumaticaDocumento9 páginasReporte NeumaticaBlue Santiago100% (1)
- Tallado Engranaje HelicoidalDocumento3 páginasTallado Engranaje HelicoidalRoberto Sanchez Rodriguez100% (1)
- Practia 2 - Maqs CNCDocumento6 páginasPractia 2 - Maqs CNCedi treviñoAún no hay calificaciones
- Presentación FAIRESDocumento33 páginasPresentación FAIRESJesús Huanco AncoAún no hay calificaciones
- Cálculo de esfuerzos cortantes en ejes sometidos a torsiónDocumento3 páginasCálculo de esfuerzos cortantes en ejes sometidos a torsiónAnthonyCardenasAún no hay calificaciones
- Diseño de ResortesDocumento0 páginasDiseño de Resortesalexrgo2Aún no hay calificaciones
- MaquinadosDocumento18 páginasMaquinadosIvan Edd Hernandez SalazarAún no hay calificaciones
- Muela de RectificarDocumento7 páginasMuela de RectificarHenry Manzano TonatoAún no hay calificaciones
- Medición, verificación y tolerancias de roscas y engranesDocumento24 páginasMedición, verificación y tolerancias de roscas y engranesNeftali Aragon100% (1)
- Cálculo fuerza troquelado acero 1010 pieza D=50mm d=20mmDocumento2 páginasCálculo fuerza troquelado acero 1010 pieza D=50mm d=20mmkAún no hay calificaciones
- Principales Procesos de FabricaciónDocumento17 páginasPrincipales Procesos de FabricaciónLuis RondonAún no hay calificaciones
- Prensa Hidráulica y LaminadoraDocumento26 páginasPrensa Hidráulica y LaminadoraAnthony AndujarAún no hay calificaciones
- Tipos de PRENSASDocumento2 páginasTipos de PRENSAShugoAún no hay calificaciones
- Informe - Proyecto PrensaDocumento11 páginasInforme - Proyecto PrensaHerbert Garcia FloreroAún no hay calificaciones
- Sujeción en el Mecanizado: PrensasDocumento8 páginasSujeción en el Mecanizado: PrensasGustavo RamosAún no hay calificaciones
- Informe de MatricieriaDocumento14 páginasInforme de MatricieriaBryanMárquezAún no hay calificaciones
- Tipos de PrensaDocumento7 páginasTipos de PrensaLenin Torres PalaciosAún no hay calificaciones
- Sistemas Operativos, Apunte UBADocumento68 páginasSistemas Operativos, Apunte UBAIsabela RapettiAún no hay calificaciones
- Resumen Final de Historia MiguezDocumento47 páginasResumen Final de Historia MiguezIsabela RapettiAún no hay calificaciones
- Usa Bi Lid AdDocumento176 páginasUsa Bi Lid AdKrishna Kripa DasAún no hay calificaciones
- BaseDeDatos FIUBA PDFDocumento66 páginasBaseDeDatos FIUBA PDFIsabela RapettiAún no hay calificaciones
- FINAL MAT PreguntasDocumento5 páginasFINAL MAT PreguntasIsabela RapettiAún no hay calificaciones
- Historia del diseño industrial italiano desde los años 50Documento36 páginasHistoria del diseño industrial italiano desde los años 50Isabela RapettiAún no hay calificaciones
- Presentacion (Forja)Documento47 páginasPresentacion (Forja)Rodrigo Gómez ManriqueAún no hay calificaciones
- Introduccion Al Troquelado y Sus DerivadosDocumento14 páginasIntroduccion Al Troquelado y Sus DerivadosEduardo Aleman Reyna100% (2)
- ESFUERZOSDocumento10 páginasESFUERZOSStiven Jhonatan XDAún no hay calificaciones
- Edebe MatriceriaDocumento92 páginasEdebe Matricerianeiro_82100% (2)
- Matriz Riesgos Manufacturas JhonnarDocumento45 páginasMatriz Riesgos Manufacturas JhonnarDiana Liz Torres100% (1)
- Clases de PrensasDocumento4 páginasClases de PrensasAnaAún no hay calificaciones
- Generalidades de La TroqueladoraDocumento3 páginasGeneralidades de La TroqueladoraraulAún no hay calificaciones
- Comparacion de Procesos de Fundicion y Procesos de ManufacturaDocumento13 páginasComparacion de Procesos de Fundicion y Procesos de ManufacturaJA JB100% (1)
- CizalladoDocumento30 páginasCizalladoMoises EscobarAún no hay calificaciones
- Ventajas Proceso SiderurgicoDocumento9 páginasVentajas Proceso SiderurgicoDenixon AcostaAún no hay calificaciones
- Máquinas herramienta y equipos industrialesDocumento14 páginasMáquinas herramienta y equipos industrialessinnerone100% (2)
- Matriz de Corte-CalculosDocumento50 páginasMatriz de Corte-Calculosmecanica2000Aún no hay calificaciones
- Prensas y Troqueles PDFDocumento22 páginasPrensas y Troqueles PDFTony MarascaAún no hay calificaciones
- Alimentación, CCT 244 - 1994. Convenio ColectivoDocumento44 páginasAlimentación, CCT 244 - 1994. Convenio ColectivocardozopabloAún no hay calificaciones
- Informe Prensas y BalancinesDocumento30 páginasInforme Prensas y BalancinesInés Marengo100% (1)
- Proceso de Fabricación de Empaques de Hule para Uso Industrial PromodelDocumento17 páginasProceso de Fabricación de Empaques de Hule para Uso Industrial PromodelBandidobayAún no hay calificaciones
- TROQUELADODocumento25 páginasTROQUELADOfabriockfpAún no hay calificaciones
- PLC Guia 1Documento7 páginasPLC Guia 1Alan GonzalezAún no hay calificaciones
- Defectos del forjado y sus causasDocumento8 páginasDefectos del forjado y sus causasFélix VargasAún no hay calificaciones
- Forja PDFDocumento57 páginasForja PDFLulu Muñoz RossiAún no hay calificaciones
- Guia de ForjadoDocumento11 páginasGuia de ForjadoCarlos PeñaAún no hay calificaciones
- Forjabilidad Tecnologia 2Documento6 páginasForjabilidad Tecnologia 2celin002Aún no hay calificaciones
- NTP 067 Troqueladora y Minerva de Presión Plana (PDF, 291 Kbytes)Documento6 páginasNTP 067 Troqueladora y Minerva de Presión Plana (PDF, 291 Kbytes)juanper93Aún no hay calificaciones
- Forjaproceso de ManufacturaDocumento58 páginasForjaproceso de ManufacturaJuan DE Jesus ReyesAún no hay calificaciones
- Alimentador Peterson Roll FeedDocumento4 páginasAlimentador Peterson Roll Feedazaelg_5100% (1)
- Practica 12 TroqueladoDocumento6 páginasPractica 12 TroqueladoJose Antonio RamirezAún no hay calificaciones
- AcuñadoDocumento16 páginasAcuñadoSalvador100% (1)
- Proteccion de MaquinariasDocumento16 páginasProteccion de MaquinariasWalter WalterAún no hay calificaciones
- Guia Operadores de PrensaDocumento3 páginasGuia Operadores de Prensajohnnyrojas2180Aún no hay calificaciones
- Prensas y BalancinesDocumento15 páginasPrensas y BalancinesLucas QuairoliAún no hay calificaciones