También podría gustarte
- Ejercicios de Inglés BásicoDocumento2 páginasEjercicios de Inglés BásicoKathyAguinzacaLeónAún no hay calificaciones
- Dinamo/Alternador/BateriaDocumento3 páginasDinamo/Alternador/BateriaKathyAguinzacaLeónAún no hay calificaciones
- Influencia Del Contenido de Azufre en El CombustibleDocumento1 páginaInfluencia Del Contenido de Azufre en El CombustibleKathyAguinzacaLeónAún no hay calificaciones
- Curva Típica de Emisión de Gases en Función de LambdaDocumento1 páginaCurva Típica de Emisión de Gases en Función de LambdaKathyAguinzacaLeónAún no hay calificaciones
- Materiales Compuestos de Matriz PoliméricaDocumento5 páginasMateriales Compuestos de Matriz PoliméricaKathyAguinzacaLeónAún no hay calificaciones
- Máquinas Eléctricas MóvilesDocumento1 páginaMáquinas Eléctricas MóvilesKathyAguinzacaLeónAún no hay calificaciones
- Aspectos Claves de La Atención Al ClienteDocumento2 páginasAspectos Claves de La Atención Al ClienteKathyAguinzacaLeónAún no hay calificaciones
- Técnicas para Mejorar La Expresión OralDocumento2 páginasTécnicas para Mejorar La Expresión OralKathyAguinzacaLeónAún no hay calificaciones
- Sistemas CristalinosDocumento2 páginasSistemas CristalinosKathyAguinzacaLeónAún no hay calificaciones
- Fuerza de Corte y Potencia de CorteDocumento2 páginasFuerza de Corte y Potencia de CorteKathyAguinzacaLeónAún no hay calificaciones
- Micro MetroDocumento7 páginasMicro MetroKathyAguinzacaLeónAún no hay calificaciones
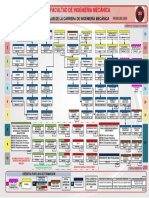
- Malla Curricular Ing Mecanica PDFDocumento1 páginaMalla Curricular Ing Mecanica PDFJr LuisaoAún no hay calificaciones
- Radiación ElectromagnéticaDocumento1 páginaRadiación ElectromagnéticaKathyAguinzacaLeónAún no hay calificaciones
- Propiedades de Las Operaciones Binarias de Los Numeros RealesDocumento2 páginasPropiedades de Las Operaciones Binarias de Los Numeros RealesAlejandroo2797Aún no hay calificaciones
- Energía eólica: historia, ventajas y situación actual en el PerúDocumento23 páginasEnergía eólica: historia, ventajas y situación actual en el PerúLuz UpiachihuaAún no hay calificaciones
- Extraccion de Aceite de ZapalloDocumento10 páginasExtraccion de Aceite de ZapalloKatheryne Paola Ochoa100% (1)
- Instituto Ecuatoriano de Normalización: Norma Técnica Ecuatoriana Nte Inen 873:2009Documento8 páginasInstituto Ecuatoriano de Normalización: Norma Técnica Ecuatoriana Nte Inen 873:2009Marwin PilayAún no hay calificaciones
- Horario Yachay TechDocumento30 páginasHorario Yachay TechAntonio Villagómez ChiluisaAún no hay calificaciones
- Guía N°5-La Prensa y El Periódico Carlos Mario Medrano Julio Ciclo IV Fin de SemanaDocumento8 páginasGuía N°5-La Prensa y El Periódico Carlos Mario Medrano Julio Ciclo IV Fin de SemanaNataliaAún no hay calificaciones
- Agua pura con luz solarDocumento4 páginasAgua pura con luz solar120984Aún no hay calificaciones
- Modelo de Acta de VecindadDocumento2 páginasModelo de Acta de VecindadFreyder Noreña57% (14)
- Algo Mas Que Palabras - Darlis StefanyDocumento864 páginasAlgo Mas Que Palabras - Darlis StefanyYomahira DiazAún no hay calificaciones
- ISO 9001 - 2015 de AmazonDocumento5 páginasISO 9001 - 2015 de AmazonAntonio MayoralAún no hay calificaciones
- LET-223 Primera Prueba Parcial (1PP-202)Documento4 páginasLET-223 Primera Prueba Parcial (1PP-202)joel25% (4)
- Entorno Natural NMDocumento17 páginasEntorno Natural NMCattalina RiffoAún no hay calificaciones
- Región MetropolitanaDocumento19 páginasRegión MetropolitanaGutierrez ErikaAún no hay calificaciones
- HemorragiasDocumento9 páginasHemorragiasARMANDO LADEUTH MORALESAún no hay calificaciones
- Eritroenzimopatias Hereditarias PDFDocumento15 páginasEritroenzimopatias Hereditarias PDFRODOLFO ORTIZAún no hay calificaciones
- Motivacion de EfectanciaDocumento13 páginasMotivacion de EfectanciaKarhen ReyhexAún no hay calificaciones
- Farmacologia Insulinas PDFDocumento29 páginasFarmacologia Insulinas PDFJhon GomezAún no hay calificaciones
- Especialidad de Vida SilvestreDocumento4 páginasEspecialidad de Vida SilvestreDario BravoAún no hay calificaciones
- MétricasEstimaciónSoftwareDocumento135 páginasMétricasEstimaciónSoftwareFreddy Plata AntequeraAún no hay calificaciones
- Desconsuelo Al Amanecer - Alejandra AndradeDocumento374 páginasDesconsuelo Al Amanecer - Alejandra AndradeLaura GutièrrezAún no hay calificaciones
- Previo 3. Anatomía Comparada de La Rata y HumanoDocumento10 páginasPrevio 3. Anatomía Comparada de La Rata y HumanoFelipe rodriguez islas100% (1)
- Rubrica PPA evaluación proyecto participativo aula 20 puntosDocumento3 páginasRubrica PPA evaluación proyecto participativo aula 20 puntosJulian Valdez ValdezAún no hay calificaciones
- Especialidades Scouts: Deportes y actividades al aire libreDocumento55 páginasEspecialidades Scouts: Deportes y actividades al aire libreAnny SfmAún no hay calificaciones
- Efecto Invernadero123Documento6 páginasEfecto Invernadero123Bryan Leal100% (1)
- Gestion de AlmacenesDocumento41 páginasGestion de AlmacenesEdgar Santillan TrigosoAún no hay calificaciones
- CesareaDocumento4 páginasCesareaChristina WilliamsAún no hay calificaciones
- Planificación docente para Prácticas del Lenguaje en PrimarioDocumento175 páginasPlanificación docente para Prácticas del Lenguaje en PrimarioMariaEugeniaEsquibel100% (2)
- Cuidados interculturales en la salud materna e infantilDocumento28 páginasCuidados interculturales en la salud materna e infantilRebeca LoyolaAún no hay calificaciones
- Examen Parcial - Seccion1Documento4 páginasExamen Parcial - Seccion1Miguel Angel Alvarado RamosAún no hay calificaciones
- Refracción de la luz con experimentos sencillosDocumento4 páginasRefracción de la luz con experimentos sencillosFernando Crespo Orellana100% (1)