También podría gustarte
- Representantes industriales EcuadorDocumento2 páginasRepresentantes industriales EcuadorMathiu BerrazuetaAún no hay calificaciones
- Folleto de Control Automático 2008 A. AguinagaDocumento109 páginasFolleto de Control Automático 2008 A. AguinagaMathiu BerrazuetaAún no hay calificaciones
- Efecto en La Adición de PolosDocumento7 páginasEfecto en La Adición de PolosMathiu BerrazuetaAún no hay calificaciones
- Proyecto Gas NaturalDocumento5 páginasProyecto Gas NaturalMathiu BerrazuetaAún no hay calificaciones
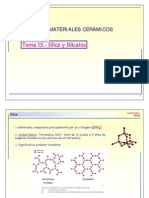
- Tema15 Silice SilicatosDocumento36 páginasTema15 Silice SilicatosYoami PerdomoAún no hay calificaciones
- Clase 7-Mejoramiento Continuo de La Calidad - Parte 2Documento49 páginasClase 7-Mejoramiento Continuo de La Calidad - Parte 2Mathiu BerrazuetaAún no hay calificaciones
- Guías Prácticas de Los Tratamientos Térmicos EPNDocumento22 páginasGuías Prácticas de Los Tratamientos Térmicos EPNRicardo GuzmánAún no hay calificaciones
- Clase 11 A - ISO 9001Documento34 páginasClase 11 A - ISO 9001Mathiu BerrazuetaAún no hay calificaciones
- Malla Carrera Ingeniería MecánicaDocumento1 páginaMalla Carrera Ingeniería MecánicaMathiu BerrazuetaAún no hay calificaciones
- Mecanismos II CambiosDocumento6 páginasMecanismos II Cambiosparanoid67Aún no hay calificaciones
- Clasificación de Electrodos PDFDocumento6 páginasClasificación de Electrodos PDFno_registrerAún no hay calificaciones
- MóduloDocumento2 páginasMóduloMathiu BerrazuetaAún no hay calificaciones
- 1 Guias de Prácticas SoldDocumento21 páginas1 Guias de Prácticas SoldMathiu BerrazuetaAún no hay calificaciones
- Lectura 2Documento7 páginasLectura 2Felipe JaimeAún no hay calificaciones
- Clase 10 - Cartas de ControlDocumento36 páginasClase 10 - Cartas de ControlMathiu BerrazuetaAún no hay calificaciones
- Especificación de Procedimiento de Soldadura (WPS) : Esculela Politecnica NacionalDocumento3 páginasEspecificación de Procedimiento de Soldadura (WPS) : Esculela Politecnica NacionalMathiu BerrazuetaAún no hay calificaciones
- Informe 1 Dinamica de Maquinas EPNDocumento4 páginasInforme 1 Dinamica de Maquinas EPNMathiu BerrazuetaAún no hay calificaciones
- CM L2 L3 H Ángulo (°) Ángulo (Rad) X (CM) : Desplazamiento vs. Ángulo de GiroDocumento3 páginasCM L2 L3 H Ángulo (°) Ángulo (Rad) X (CM) : Desplazamiento vs. Ángulo de GiroMathiu BerrazuetaAún no hay calificaciones
- Conduccion de Calor en Estado No EstacionarioDocumento49 páginasConduccion de Calor en Estado No EstacionarioMathiu BerrazuetaAún no hay calificaciones
- InformaciónDocumento4 páginasInformaciónjruizc8Aún no hay calificaciones
- Planilla Welding MapDocumento1 páginaPlanilla Welding MapMiguel PulidoAún no hay calificaciones
- Formato PreparatorioDocumento1 páginaFormato PreparatorioMathiu BerrazuetaAún no hay calificaciones
- 02 Preparatorio 2 - Tipos de CorrosiónDocumento1 página02 Preparatorio 2 - Tipos de CorrosiónMathiu BerrazuetaAún no hay calificaciones
- Deber1 Acosta Erick Gr-2Documento2 páginasDeber1 Acosta Erick Gr-2Mathiu BerrazuetaAún no hay calificaciones
- Informacion!!Documento1 páginaInformacion!!Mathiu BerrazuetaAún no hay calificaciones
- PLANIFICACIÓNDocumento3 páginasPLANIFICACIÓNMathiu BerrazuetaAún no hay calificaciones
- Formulario Transferencia de CalorDocumento2 páginasFormulario Transferencia de CalorCarlos.Trevino122595% (21)
- Informacion!!Documento1 páginaInformacion!!Mathiu BerrazuetaAún no hay calificaciones
- FormatoPreparatorio CIIDocumento2 páginasFormatoPreparatorio CIIMathiu BerrazuetaAún no hay calificaciones
- Taller A, Mechanics2Documento17 páginasTaller A, Mechanics2RicardoAlexisAún no hay calificaciones
- Hidrologia SuperficialDocumento37 páginasHidrologia SuperficialferocilloAún no hay calificaciones
- Libro de Fisicca Moderna y OndasDocumento53 páginasLibro de Fisicca Moderna y OndasAlejandra Victoria Ugarte Ramirez50% (2)
- Minerales del suelo y sus propiedadesDocumento11 páginasMinerales del suelo y sus propiedadesDanyel Nacho EstebanAún no hay calificaciones
- Reacciones QuimicasDocumento4 páginasReacciones QuimicasPatricia DazaAún no hay calificaciones
- Aisladores eléctricos poliméricos UNLCDocumento17 páginasAisladores eléctricos poliméricos UNLCKarinaHuanquiAún no hay calificaciones
- Sulfuro de HidrógenoDocumento15 páginasSulfuro de HidrógenoAnonymous 9IwTTjHzAún no hay calificaciones
- Tesis AvanceDocumento24 páginasTesis AvanceLuz Vanessa CasalloAún no hay calificaciones
- Catalogo de Productos AwasaDocumento19 páginasCatalogo de Productos AwasaQarlos MendozaAún no hay calificaciones
- Importancia ecuaciones diferenciales ingeniería civil (39Documento3 páginasImportancia ecuaciones diferenciales ingeniería civil (39Jhosep Espinoza100% (1)
- Del 7 Al 12 Mi ParteDocumento9 páginasDel 7 Al 12 Mi ParteIvar Lissner Mendoza VelayzosaAún no hay calificaciones
- Cerámicas dentales: clasificación, propiedades y aplicacionesDocumento27 páginasCerámicas dentales: clasificación, propiedades y aplicacionesRosvell MarreroAún no hay calificaciones
- Filtracion v1Documento19 páginasFiltracion v1Jesus Soberanes MaldonadoAún no hay calificaciones
- EdafologiaDocumento26 páginasEdafologiaVsquez RolandAún no hay calificaciones
- Actividades para CasaDocumento3 páginasActividades para CasaBrith Vanessa Alegre MendezAún no hay calificaciones
- Enlace Quimico, Representacion de LewisDocumento101 páginasEnlace Quimico, Representacion de LewisEdilexys GilAún no hay calificaciones
- Problemas Tema3 QDocumento4 páginasProblemas Tema3 Qignaciolangarica68Aún no hay calificaciones
- Hoja de datos de seguridad Dicarzol 50 PSDocumento7 páginasHoja de datos de seguridad Dicarzol 50 PSsoniaAún no hay calificaciones
- User Manual Acer 1.0 A ADocumento29 páginasUser Manual Acer 1.0 A AHumberto GarciaAún no hay calificaciones
- Ejemplos de Trabajo, Potencia, Energia Cinetica, Energia Gravitacional, 3 Ejercicios de Cada Una Con FormulaDocumento9 páginasEjemplos de Trabajo, Potencia, Energia Cinetica, Energia Gravitacional, 3 Ejercicios de Cada Una Con Formulaalex torrresAún no hay calificaciones
- Ficha Seguridad Pneuma 100Documento7 páginasFicha Seguridad Pneuma 100PEDRO PABLO DUQUEAún no hay calificaciones
- Estructura Proteica e Interacciones Proteína-LigandoDocumento8 páginasEstructura Proteica e Interacciones Proteína-LigandoAnthony FebresAún no hay calificaciones
- Hidrogeno Quimica Inorganica FIUBADocumento15 páginasHidrogeno Quimica Inorganica FIUBAjkasjkAún no hay calificaciones
- El origen del universo y el misterio del Big BangDocumento2 páginasEl origen del universo y el misterio del Big BangCesar MartinezAún no hay calificaciones
- PROYECTO - ANALISIS ConclusionDocumento39 páginasPROYECTO - ANALISIS ConclusionAndré SotomayorAún no hay calificaciones
- Vol18 2 2012 PDFDocumento86 páginasVol18 2 2012 PDFAlejandra BarufaldiAún no hay calificaciones
- Ejercicio de MolaridadDocumento6 páginasEjercicio de MolaridadbarlosAún no hay calificaciones
- Ensayo BombasDocumento3 páginasEnsayo BombasBrian R. RemigioAún no hay calificaciones
- Informe Quimica AmbientalDocumento21 páginasInforme Quimica AmbientalMayra Cano GomezAún no hay calificaciones
- Tipos de flujos en conductos abiertosDocumento33 páginasTipos de flujos en conductos abiertosEngineering World WorldAún no hay calificaciones