También podría gustarte
- Industria Celulosa y PapelDocumento33 páginasIndustria Celulosa y PapelJaviera Pimpoyo GillibrandAún no hay calificaciones
- Analisis de Ciclo de VidaDocumento11 páginasAnalisis de Ciclo de VidaAmy782296Aún no hay calificaciones
- Proceso reciclaje papelDocumento12 páginasProceso reciclaje papeldavid condori moraAún no hay calificaciones
- INDUSTRIA DE PULPA Y PAPEL (Diapos) PDFDocumento19 páginasINDUSTRIA DE PULPA Y PAPEL (Diapos) PDFHemylyAún no hay calificaciones
- Manufactura de Pulpa y PapelDocumento2 páginasManufactura de Pulpa y PapelYvonne Lisette Ramirez Cano100% (1)
- Industria de Pulpa y PapelDocumento23 páginasIndustria de Pulpa y PapelErick NavarroAún no hay calificaciones
- Proceso KraftDocumento19 páginasProceso KraftManuel HernandezAún no hay calificaciones
- Industria de Pulpa y Papel (Presentación)Documento42 páginasIndustria de Pulpa y Papel (Presentación)Erick NavarroAún no hay calificaciones
- La Industria de Pulpa y PapelDocumento23 páginasLa Industria de Pulpa y PapelBetzabeth AmayaAún no hay calificaciones
- Química Del PapelDocumento46 páginasQuímica Del PapelsantybarAún no hay calificaciones
- Resumen Ejecutivo Bref Pasta y PapelDocumento16 páginasResumen Ejecutivo Bref Pasta y PapelmesuchimAún no hay calificaciones
- Fabricacion PapelDocumento26 páginasFabricacion PapelThughu GhuAún no hay calificaciones
- Tecnologia de Pulpa y PapelDocumento56 páginasTecnologia de Pulpa y PapelMarcos75% (4)
- La CelulosaDocumento5 páginasLa CelulosaPablo Andrés FuentesAún no hay calificaciones
- Procesos Productivos Del PapelDocumento34 páginasProcesos Productivos Del PapelDario_Hernande_1733Aún no hay calificaciones
- Libro Completo Pulpa y PapelDocumento127 páginasLibro Completo Pulpa y PapelAlan Cereceda Escalona100% (2)
- Libro CelulosaDocumento184 páginasLibro Celulosaapi-3804766100% (1)
- Caracterizacion Del Papel RecicladoDocumento98 páginasCaracterizacion Del Papel Recicladodarkmadruk100% (2)
- Pulpa y Papel I Primera ParteDocumento17 páginasPulpa y Papel I Primera ParteSantiago PajonAún no hay calificaciones
- Tipos de PapelDocumento14 páginasTipos de PapelChristian Luis Andrade Pasion100% (1)
- Industria de La Pasta y El PapelDocumento185 páginasIndustria de La Pasta y El PapelCarlos CordovaAún no hay calificaciones
- Proyecto SSOHE-PresentacionDocumento19 páginasProyecto SSOHE-PresentacionJulian Mora Antivar60% (5)
- Propiedades Del PapelDocumento5 páginasPropiedades Del PapelDaniel AyoAún no hay calificaciones
- Tratamiento de Efluentes ExponerDocumento18 páginasTratamiento de Efluentes ExponerFabian LopezAún no hay calificaciones
- Pasteado Quimico y Calculos de La PastaDocumento31 páginasPasteado Quimico y Calculos de La PastaPaz Arraiza100% (1)
- PRESENTACION - Celulosa - TecnicaDocumento39 páginasPRESENTACION - Celulosa - TecnicaDiego Jara ArévaloAún no hay calificaciones
- Industria papelera: materias primas y procesos productivosDocumento79 páginasIndustria papelera: materias primas y procesos productivosMaria Hernandez BeltranAún no hay calificaciones
- Descripcion Operaciones CelulosaDocumento89 páginasDescripcion Operaciones CelulosaRuben Fernandez OñateAún no hay calificaciones
- PIRÓLISISDocumento14 páginasPIRÓLISISwendolint7Aún no hay calificaciones
- Destintado de FibrasDocumento10 páginasDestintado de FibrasIvana Cortés MárquezAún no hay calificaciones
- Akd, AsaDocumento12 páginasAkd, AsaEmilio TafurAún no hay calificaciones
- Tecnicas de Formacion de PapelDocumento85 páginasTecnicas de Formacion de PapelSergio SotoAún no hay calificaciones
- Informe Visita Tecnica N°3 TRUPALDocumento20 páginasInforme Visita Tecnica N°3 TRUPALCesar Saravia RodriguezAún no hay calificaciones
- Resinas de ColofoniaDocumento243 páginasResinas de ColofoniaBrenda García100% (1)
- Procesos de BlanqueoDocumento50 páginasProcesos de BlanqueoMiguel Montiel100% (1)
- Características técnicas papelDocumento3 páginasCaracterísticas técnicas papelIsidro Castillo Hernandez100% (1)
- Modelamiento Del Proceso de Secado de Papel Tissue - Planta Tagalante CMPCDocumento108 páginasModelamiento Del Proceso de Secado de Papel Tissue - Planta Tagalante CMPCivermarciovegaAún no hay calificaciones
- Clasificacion Identificacion Fibras Textiles PDFDocumento43 páginasClasificacion Identificacion Fibras Textiles PDFAlejandra RevillaAún no hay calificaciones
- Introducción Papel Elaboración Pasta PapelDocumento58 páginasIntroducción Papel Elaboración Pasta PapelPoloca AmoedoAún no hay calificaciones
- Resinas UFDocumento15 páginasResinas UFboris100% (1)
- S08s1 INDUSTRIA DEL PAPELDocumento51 páginasS08s1 INDUSTRIA DEL PAPELfrodriguezp30Aún no hay calificaciones
- Industria de La CelulosaDocumento10 páginasIndustria de La CelulosaJose Angel FernandezAún no hay calificaciones
- Fabricación de PapelDocumento40 páginasFabricación de PapelMARIA LUISA AYAVIRI ARCIENEGAAún no hay calificaciones
- Industria Papelera CompressDocumento23 páginasIndustria Papelera CompressAngel Ulises Reyes NAún no hay calificaciones
- CelulosaDocumento17 páginasCelulosaRodrigo Alfonso Pérez Cofré100% (2)
- Obtención de Pulpa de PapelDocumento11 páginasObtención de Pulpa de PapelCristian Papini100% (2)
- Humidificacion DeshumidificacionDocumento28 páginasHumidificacion DeshumidificacionLENIN GAMARRAAún no hay calificaciones
- Papel y CartonDocumento17 páginasPapel y Cartonoturaleni09olAún no hay calificaciones
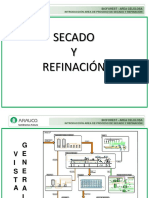
- 6.-Secado y Refinación ProfesionalesDocumento48 páginas6.-Secado y Refinación ProfesionalesMarcelo Andrés Torres Montes100% (1)
- Diagrama de Flujo PapelDocumento12 páginasDiagrama de Flujo PapelclarivethAún no hay calificaciones
- MERCK - Analisis de Agua y Alimentos - ESDocumento148 páginasMERCK - Analisis de Agua y Alimentos - ESLUZ ELENA QuirozAún no hay calificaciones
- Ingredion Portafolio Corrugado FormaciónDocumento6 páginasIngredion Portafolio Corrugado FormacióniysernaAún no hay calificaciones
- Análisis de pérdidas de fibra en la fabricación de cartulinas CMPC Planta ValdiviaDocumento69 páginasAnálisis de pérdidas de fibra en la fabricación de cartulinas CMPC Planta ValdiviaJohnny PalominoAún no hay calificaciones
- Fabricacion Pulpa de CelulosaDocumento27 páginasFabricacion Pulpa de CelulosaMinerva Rodríguez100% (1)
- AreaDocumento22 páginasAreaAnonymous yfGM1rkpWTAún no hay calificaciones
- Producción de papel a partir de cogollos de piñaDocumento32 páginasProducción de papel a partir de cogollos de piñagisegiseAún no hay calificaciones
- INTRODUCIONDocumento17 páginasINTRODUCIONSender Cora MonrroyAún no hay calificaciones
- Industria de Papel y CelulosaDocumento29 páginasIndustria de Papel y CelulosaSolMendozaAún no hay calificaciones
- 2da Practica de PulpaDocumento5 páginas2da Practica de PulpaAlbino Quispe MAún no hay calificaciones
- Materiales y servicios en tapicería. TCPF0209De EverandMateriales y servicios en tapicería. TCPF0209Calificación: 5 de 5 estrellas5/5 (1)
- EjerciciosDocumento6 páginasEjerciciosEdbergUretaCruzAún no hay calificaciones
- Ven A CristoDocumento4 páginasVen A CristoEdbergUretaCruzAún no hay calificaciones
- EspecialDocumento1 páginaEspecialEdbergUretaCruzAún no hay calificaciones
- Padre Rico Padre PobreDocumento20 páginasPadre Rico Padre PobreAnonymous vRFo9R9DcAún no hay calificaciones
- Descripción:: AC (Corriente Alterna)Documento1 páginaDescripción:: AC (Corriente Alterna)EdbergUretaCruzAún no hay calificaciones
- Manual de Mantenimiento Del TornoDocumento16 páginasManual de Mantenimiento Del TornoGeovani Flores GarciaAún no hay calificaciones
- Agua FiestasDocumento4 páginasAgua FiestasEdbergUretaCruzAún no hay calificaciones
- Pregunta 01Documento5 páginasPregunta 01EdbergUretaCruzAún no hay calificaciones
- La CNMC Recomienda A La Administración Usar Sistemas Dinámicos en Sus ComprasDocumento1 páginaLa CNMC Recomienda A La Administración Usar Sistemas Dinámicos en Sus ComprasEdbergUretaCruzAún no hay calificaciones
- La CNMC Recomienda A La Administración Usar Sistemas Dinámicos en Sus ComprasDocumento1 páginaLa CNMC Recomienda A La Administración Usar Sistemas Dinámicos en Sus ComprasEdbergUretaCruzAún no hay calificaciones
- Trabajo 4Documento11 páginasTrabajo 4EdbergUretaCruzAún no hay calificaciones
- Máquina de soldar TC-225 AC con selector de amperajeDocumento1 páginaMáquina de soldar TC-225 AC con selector de amperajeEdbergUretaCruzAún no hay calificaciones
- Tipos de VitaminasDocumento3 páginasTipos de VitaminasEdbergUretaCruzAún no hay calificaciones
- Diseño de PuestosDocumento146 páginasDiseño de PuestosEdbergUretaCruzAún no hay calificaciones
- Datos Informacion y ConocimientoDocumento18 páginasDatos Informacion y ConocimientoEdbergUretaCruzAún no hay calificaciones
- Correlativo de CostosDocumento124 páginasCorrelativo de CostosCynthia HCAún no hay calificaciones
- Moti Vaci OnDocumento7 páginasMoti Vaci OnEdbergUretaCruzAún no hay calificaciones
- Diseño de PuestosDocumento146 páginasDiseño de PuestosEdbergUretaCruzAún no hay calificaciones
- Ceramica OkDocumento35 páginasCeramica OkEdbergUretaCruzAún no hay calificaciones
- Regime TributarioDocumento7 páginasRegime TributarioEdbergUretaCruzAún no hay calificaciones
- Enfermedades OcupacionalesDocumento2 páginasEnfermedades OcupacionalesEdbergUretaCruzAún no hay calificaciones
- Medic Amen ToDocumento57 páginasMedic Amen ToEdbergUretaCruzAún no hay calificaciones
- 2.harina de PlatanoDocumento1 página2.harina de PlatanoJim Real100% (1)
- Pulpeado Químico y Mecánico de PapelesDocumento6 páginasPulpeado Químico y Mecánico de PapelesLuzana Ñañez HuarancaAún no hay calificaciones
- Proyecto Fibra DieteticaDocumento13 páginasProyecto Fibra DieteticaMaria Rosa Madrid MirandaAún no hay calificaciones
- Informe-5 FibraDocumento20 páginasInforme-5 FibraAndrea SandovalAún no hay calificaciones
- Analisis-Quimico-Proximal 22Documento14 páginasAnalisis-Quimico-Proximal 22Larissa Guerrero ReyesAún no hay calificaciones
- Jhonny Poveda Ponente 4 PDFDocumento23 páginasJhonny Poveda Ponente 4 PDFLizs Yauri RiveraAún no hay calificaciones
- Factores de forma microestructural en materialesDocumento16 páginasFactores de forma microestructural en materialesSamuelOsedaAún no hay calificaciones
- Estudio Sobre La Reduccion de Antraquinona Con Sulfuro Sodico PDFDocumento303 páginasEstudio Sobre La Reduccion de Antraquinona Con Sulfuro Sodico PDFProf. Juan Enrique Rodriguez CamacaroAún no hay calificaciones
- Envejecimiento de Licores en RobleDocumento22 páginasEnvejecimiento de Licores en RobleLuis ZapataAún no hay calificaciones
- Papel A Base de Bagazo de Caña de AzucarDocumento18 páginasPapel A Base de Bagazo de Caña de AzucarJose Diaz100% (2)
- Caracterización de Nuevas Xilanasas Bacterianas. Ingenieria de Enzimas Con La Xilanasa XynB de "Paenibacillus Barcinonensis"Documento250 páginasCaracterización de Nuevas Xilanasas Bacterianas. Ingenieria de Enzimas Con La Xilanasa XynB de "Paenibacillus Barcinonensis"Ali3n100% (8)
- Analisis ProximalDocumento12 páginasAnalisis ProximalKika TJAún no hay calificaciones
- Procesos industriales y seguridadDocumento29 páginasProcesos industriales y seguridadFelipe DelgadoAún no hay calificaciones
- TESIS Aprov de Residuos Agricolas de Banano para Obtener NanocelulosaDocumento77 páginasTESIS Aprov de Residuos Agricolas de Banano para Obtener NanocelulosaLuz Vera SilvaAún no hay calificaciones
- Van SoestDocumento5 páginasVan SoestSamuel PrietoAún no hay calificaciones
- Clase 4 FibraDocumento23 páginasClase 4 FibraantoniaAún no hay calificaciones
- Detereminacion de Fibra P6 CORREGIDODocumento11 páginasDetereminacion de Fibra P6 CORREGIDOCarlita TorricoAún no hay calificaciones
- Fabricacion Papel FinalDocumento4 páginasFabricacion Papel FinalMelissa JulioAún no hay calificaciones
- Pastas Quimicas Sulfito 2019Documento43 páginasPastas Quimicas Sulfito 2019genaro cervantes mtzAún no hay calificaciones
- Trabajo de Taller de InvestigacionDocumento19 páginasTrabajo de Taller de InvestigacionRichard Ramos RamónAún no hay calificaciones
- 14 PastacelupapelDocumento25 páginas14 PastacelupapelMar ThiesAún no hay calificaciones
- El papel como agente contaminante: análisis de variables en el destintado enzimáticoDocumento64 páginasEl papel como agente contaminante: análisis de variables en el destintado enzimáticoRodrigo Gonzalez SalazarAún no hay calificaciones
- TALLER 3 YamidDocumento5 páginasTALLER 3 YamidTania Fernanda Escobar Montes100% (1)
- Informe Lab Grupo 2Documento16 páginasInforme Lab Grupo 2Hernan Felipe Cifuentes PeñaAún no hay calificaciones
- La Quimica Del BambuDocumento31 páginasLa Quimica Del BambuElisa Del Carmen Martinez OchoaAún no hay calificaciones
- Conservacion y Restauracion de Material CulturalDocumento191 páginasConservacion y Restauracion de Material Culturalfgutiérrez_945261100% (3)
- Tema CompuestosDocumento13 páginasTema CompuestosAldahir DavilaAún no hay calificaciones
- Beneficios - Unlocked - Rubén López CervantesDocumento133 páginasBeneficios - Unlocked - Rubén López CervantesGadiel PedrazaAún no hay calificaciones
- Practica #08 Agentes Patógenos Que Atacan La Madera en PieDocumento11 páginasPractica #08 Agentes Patógenos Que Atacan La Madera en PieMARIA DEL PILAR MENDOZA GONZALESAún no hay calificaciones
- Qca - Forest 05 (Lignina)Documento26 páginasQca - Forest 05 (Lignina)Max PomaAún no hay calificaciones
- Nuevo Documento de Microsoft WordDocumento3 páginasNuevo Documento de Microsoft WordJoan LopezAún no hay calificaciones