También podría gustarte
- Durgapur Steel Plant's State-of-the-Art Facilities and ProductsDocumento11 páginasDurgapur Steel Plant's State-of-the-Art Facilities and ProductsSharmistha MitraAún no hay calificaciones
- Bokaro Steel Plant Overview: Processes and Departments ExplainedDocumento20 páginasBokaro Steel Plant Overview: Processes and Departments ExplainedAðitya SínghAún no hay calificaciones
- SAIL IISCO Marketing Project PDFDocumento74 páginasSAIL IISCO Marketing Project PDFABCDAún no hay calificaciones
- Steel: The Indian Steel IndustryDocumento43 páginasSteel: The Indian Steel IndustrySylvia GraceAún no hay calificaciones
- Iron and Steel Industries in IndiaDocumento13 páginasIron and Steel Industries in IndiaShyam AbhishekAún no hay calificaciones
- InsightsDocumento72 páginasInsightsArunkumar DurairajAún no hay calificaciones
- DIUPL Project TextDocumento29 páginasDIUPL Project Textca_akr0% (1)
- Ibac - Matrix Iron Foundry: Benori Knowledge SolutionsDocumento28 páginasIbac - Matrix Iron Foundry: Benori Knowledge SolutionsKanika1908Aún no hay calificaciones
- CMR Jan 13Documento7 páginasCMR Jan 13James WarrenAún no hay calificaciones
- Industry Statistics: Major Industrial Areas/ Zones in OrissaDocumento17 páginasIndustry Statistics: Major Industrial Areas/ Zones in OrissaBhavani PrasadAún no hay calificaciones
- Gujarat NRE Coke Strategy AnalysisDocumento20 páginasGujarat NRE Coke Strategy AnalysisMangesh GulkotwarAún no hay calificaciones
- What Is SteelDocumento10 páginasWhat Is SteelKristo Ver TamposAún no hay calificaciones
- Jindal Saw Process FlowDocumento2 páginasJindal Saw Process Flowvikalp shriAún no hay calificaciones
- BCCL Project ReportDocumento42 páginasBCCL Project ReportChandan Kumar Singh100% (1)
- December 2010: All Relevant Disclosures and Certifications BeginDocumento36 páginasDecember 2010: All Relevant Disclosures and Certifications Beginbryan_porterAún no hay calificaciones
- List of FiguresDocumento22 páginasList of FiguresvishalAún no hay calificaciones
- Vocational Training: Durgapur Steel PlantDocumento28 páginasVocational Training: Durgapur Steel PlantBaptu Roy100% (1)
- Major customers of state electricity boards and core industries in IndiaDocumento30 páginasMajor customers of state electricity boards and core industries in IndiaankitimtAún no hay calificaciones
- Weavers, Iron Smelters and Factory OwnersDocumento16 páginasWeavers, Iron Smelters and Factory Ownersajaysinghpratap100% (2)
- SLR English Exe - SummaryDocumento31 páginasSLR English Exe - SummarybalaasenthilAún no hay calificaciones
- How's Steel Manufactured?: Raw Materials For IronmakingDocumento6 páginasHow's Steel Manufactured?: Raw Materials For IronmakingUpendra93Aún no hay calificaciones
- Vocational Training Report at Bokaro Steel PlantDocumento34 páginasVocational Training Report at Bokaro Steel PlantRavi kumarAún no hay calificaciones
- Coal Mines in India-2014Documento3 páginasCoal Mines in India-2014iData InsightsAún no hay calificaciones
- List of MoUsDocumento24 páginasList of MoUsSrinivasa Rao VenkumahanthiAún no hay calificaciones
- Status of Sponge Iron Units in OrissaDocumento14 páginasStatus of Sponge Iron Units in OrissamaheswarreddyAún no hay calificaciones
- 12.4 Ferroalloy ProductionDocumento20 páginas12.4 Ferroalloy ProductionMuhammad Kamran BhattiAún no hay calificaciones
- AttachmentDocumento3 páginasAttachmentKaushik Kumar AushAún no hay calificaciones
- Coke Oven PDFDocumento22 páginasCoke Oven PDFPrabhanjan BeheraAún no hay calificaciones
- Steel Industries Problem by Amitab - MudgalDocumento22 páginasSteel Industries Problem by Amitab - MudgalRavinder Singh PadamAún no hay calificaciones
- JSWDocumento41 páginasJSWsushantmishra85100% (1)
- A Brief History of Coal Mining & Coal Deposits in India PDFDocumento41 páginasA Brief History of Coal Mining & Coal Deposits in India PDFSheshu BabuAún no hay calificaciones
- Major Steel and Power Projects by POSCO E&C in IndiaDocumento8 páginasMajor Steel and Power Projects by POSCO E&C in IndiaRam GuptaAún no hay calificaciones
- Bokaro An OverviewDocumento55 páginasBokaro An OverviewSunny SinhaAún no hay calificaciones
- CI FoundriesDocumento2 páginasCI Foundriesatuljadhav1Aún no hay calificaciones
- Coke OvenDocumento15 páginasCoke Ovendebashis2008Aún no hay calificaciones
- DSP Overview 10-07-2017Documento46 páginasDSP Overview 10-07-2017Binod Kumar Padhi0% (1)
- Ferroalloys 1Documento20 páginasFerroalloys 1akki018Aún no hay calificaciones
- Steel PlantDocumento21 páginasSteel PlantKaran Sagar KathuriaAún no hay calificaciones
- Indian Ferro Alloy Industry: A Review of its Development, Current Status, and Future OutlookDocumento18 páginasIndian Ferro Alloy Industry: A Review of its Development, Current Status, and Future OutlookGourav ChoudhuriAún no hay calificaciones
- Group Project: JSW Steel Mergers & Acquisitions - Analysis: Classification: PublicDocumento17 páginasGroup Project: JSW Steel Mergers & Acquisitions - Analysis: Classification: PublicKumar VibhavAún no hay calificaciones
- Hos Pet Steels LimitedDocumento116 páginasHos Pet Steels LimitedArvind GargAún no hay calificaciones
- Iron Making Lecture Index: Over 30 Topics CoveredDocumento587 páginasIron Making Lecture Index: Over 30 Topics CoveredSk BeheraAún no hay calificaciones
- Pankaj Final Industrial Training Report 1234Documento36 páginasPankaj Final Industrial Training Report 1234pankaj madhheshiyaAún no hay calificaciones
- Chapter-3. Raw Materials Used in Steel PlantDocumento8 páginasChapter-3. Raw Materials Used in Steel PlantAnkur Taneja100% (4)
- Hospet Steels Limited, KoppalDocumento21 páginasHospet Steels Limited, KoppalSagar GAún no hay calificaciones
- Iron & Steel Manufacturers in NepalDocumento3 páginasIron & Steel Manufacturers in NepalMishal LimbuAún no hay calificaciones
- Iron and Steel 2009 - Industry AnalyticsDocumento75 páginasIron and Steel 2009 - Industry AnalyticsGaurav Kumar100% (5)
- A Summer Training Project ReportDocumento17 páginasA Summer Training Project ReportAman Prakash0% (1)
- JSPL Full IT Report by Avnish JhaDocumento44 páginasJSPL Full IT Report by Avnish JhaAviAún no hay calificaciones
- A Project Profile On The Steel Melting Shop Prepared by APITCO LimitedDocumento6 páginasA Project Profile On The Steel Melting Shop Prepared by APITCO LimitedSrikant MahapatraAún no hay calificaciones
- Kirloskar FerrorsI Ndustries LTD (Project)Documento53 páginasKirloskar FerrorsI Ndustries LTD (Project)rameshmba100% (6)
- Ferro AlloysDocumento13 páginasFerro Alloysvjkumar7378397Aún no hay calificaciones
- GM Tata SteelDocumento32 páginasGM Tata SteelAniket AutkarAún no hay calificaciones
- Navbharat Steel Re-Rolling MillDocumento74 páginasNavbharat Steel Re-Rolling MillChintan Pavsiya100% (1)
- Embr 1 PDFDocumento32 páginasEmbr 1 PDFKamod RanjanAún no hay calificaciones
- INDUSTRIAL TRAINING AT DURGAPUR STEEL PLANTDocumento39 páginasINDUSTRIAL TRAINING AT DURGAPUR STEEL PLANTMd Sahanawaz100% (2)
- Durgapur Steel Plant's integrated steelmaking processDocumento7 páginasDurgapur Steel Plant's integrated steelmaking processKunalKumarSingh0% (1)
- Priyanshu Final PPT DSPDocumento28 páginasPriyanshu Final PPT DSPShrilayan MazumderAún no hay calificaciones
- Training Report PRASADDocumento32 páginasTraining Report PRASADshekharazad_suman85% (13)
- InternshipDocumento19 páginasInternshipRitwik TiwariAún no hay calificaciones
- Maxwell RelationsDocumento9 páginasMaxwell RelationsJim LaabAún no hay calificaciones
- Hydrogen Production From Natural Gas Thermal Cracking: Design and Test of A Pilot-Scale Solar Chemical ReactorDocumento7 páginasHydrogen Production From Natural Gas Thermal Cracking: Design and Test of A Pilot-Scale Solar Chemical ReactorChandarshekar SwaminathanAún no hay calificaciones
- ProjectDocumento21 páginasProjectChandarshekar SwaminathanAún no hay calificaciones
- DSP ReportDocumento34 páginasDSP ReportChandarshekar Swaminathan100% (1)
- ProjectDocumento21 páginasProjectChandarshekar SwaminathanAún no hay calificaciones
- Doc on a short topicDocumento1 páginaDoc on a short topicBenjamin MayerAún no hay calificaciones
- Feed Water and Boiler Water of Steam GeneratorsDocumento2 páginasFeed Water and Boiler Water of Steam GeneratorsIvicaT0% (2)
- Wrangling Logs With Logstash and ElasticSearch PresentationDocumento38 páginasWrangling Logs With Logstash and ElasticSearch PresentationMohammad Syafiq Bin HussainAún no hay calificaciones
- Network What To ReadDocumento2 páginasNetwork What To ReadTauseef AhmadAún no hay calificaciones
- Suvarnabhumi Airport Trial OperationDocumento4 páginasSuvarnabhumi Airport Trial Operationfwmching0% (1)
- 2 CAD Connecting Rod ForgingDocumento56 páginas2 CAD Connecting Rod ForgingIsrar EqubalAún no hay calificaciones
- Munsell Color Charts and GaugesDocumento2 páginasMunsell Color Charts and GaugesMario DalengkadeAún no hay calificaciones
- Sru Flow DiagramDocumento1 páginaSru Flow Diagrampppppp5Aún no hay calificaciones
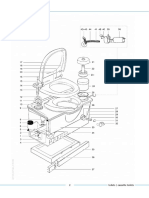
- Cassette toilet spare parts guide for models C2, C3 and C4Documento21 páginasCassette toilet spare parts guide for models C2, C3 and C4georgedragosAún no hay calificaciones
- 02 - Critical Customers Complains enDocumento8 páginas02 - Critical Customers Complains enKJDNKJZEF100% (1)
- False Ceiling Construction Details PDFDocumento2 páginasFalse Ceiling Construction Details PDFAlexis17% (6)
- Memory Map and Address DecodingDocumento9 páginasMemory Map and Address DecodingGhozi AlAún no hay calificaciones
- Biogas Calculator TemplateDocumento27 páginasBiogas Calculator TemplateAlex Julian-CooperAún no hay calificaciones
- ARRIMAX New Service Manual ENDocumento20 páginasARRIMAX New Service Manual ENMohammed IsmailAún no hay calificaciones
- List of Projects Related To Transportation Highway and BridgesDocumento5 páginasList of Projects Related To Transportation Highway and BridgesOyedotun TundeAún no hay calificaciones
- FAA Significant Regulatory DifferencesDocumento3 páginasFAA Significant Regulatory DifferencesOpteron K.Aún no hay calificaciones
- Pipeline Tow MethodDocumento25 páginasPipeline Tow MethodctrlaltdestroyAún no hay calificaciones
- Module 1: Introduction Introduction To Tribology: Fig. 1.1: Carbon Graphite SealDocumento18 páginasModule 1: Introduction Introduction To Tribology: Fig. 1.1: Carbon Graphite Sealbansalmohit01Aún no hay calificaciones
- Thu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFDocumento36 páginasThu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFThông PhanAún no hay calificaciones
- EZ-THUMP™ Series: Portable Fault Location SystemsDocumento2 páginasEZ-THUMP™ Series: Portable Fault Location Systemsriyad abdulhafeedAún no hay calificaciones
- SRSUNTOUR General Fork GlossaryDocumento23 páginasSRSUNTOUR General Fork GlossaryThomas JunkersfeldAún no hay calificaciones
- Carestream DryView 5700 PDFDocumento44 páginasCarestream DryView 5700 PDFJose Quisca100% (1)
- GENG 8000 Final Project Memo - W19 FinalDocumento2 páginasGENG 8000 Final Project Memo - W19 Finalஇலக்கியா ராஜாAún no hay calificaciones
- Niveau S Longrine Type Pou05-S Section 20x25: A-A B-B C-C D-DDocumento1 páginaNiveau S Longrine Type Pou05-S Section 20x25: A-A B-B C-C D-DAWOUNANGAún no hay calificaciones
- Resume of MD Saiful HyderDocumento4 páginasResume of MD Saiful Hyderimtheboss*Aún no hay calificaciones
- Power and Simplicity: Pace ScientificDocumento16 páginasPower and Simplicity: Pace ScientificAnonymous mNQq7ojAún no hay calificaciones
- AZAR Block CostcomparisonDocumento8 páginasAZAR Block CostcomparisontckittuAún no hay calificaciones
- Sallyport MBI Bifold BrochureDocumento6 páginasSallyport MBI Bifold BrochureameraldaherAún no hay calificaciones
- Guess Questions of Aramco Written Examination For Hse Supervisor / Engineer / OfficerDocumento31 páginasGuess Questions of Aramco Written Examination For Hse Supervisor / Engineer / OfficerAlam Shamsher0% (1)
- Batch Profile - 2017Documento57 páginasBatch Profile - 2017Praneet TAún no hay calificaciones
- TV Compatibility with Verbatim HDDsDocumento2 páginasTV Compatibility with Verbatim HDDsmirciulicacatyAún no hay calificaciones