También podría gustarte
- Acta Constitutiva - Project CharterDocumento4 páginasActa Constitutiva - Project CharterIsaias Gallegos0% (1)
- 180 Koblecovsky PDFDocumento56 páginas180 Koblecovsky PDFSergio GonzalesAún no hay calificaciones
- Arena Verde PDFDocumento4 páginasArena Verde PDFSergio GonzalesAún no hay calificaciones
- Diplomaturas de Gestion - Calidad PucpDocumento5 páginasDiplomaturas de Gestion - Calidad PucpSergio GonzalesAún no hay calificaciones
- LexicocultoliterarioDocumento5 páginasLexicocultoliterarioSergio GonzalesAún no hay calificaciones
- El LiberalismoDocumento4 páginasEl LiberalismoSergio GonzalesAún no hay calificaciones
- Capitulo 4 ADocumento41 páginasCapitulo 4 AChristopher DoyleAún no hay calificaciones
- SAC34134224 4 Esp PDFDocumento101 páginasSAC34134224 4 Esp PDFSergio GonzalesAún no hay calificaciones
- Bol69 Proceso Mig MagDocumento4 páginasBol69 Proceso Mig MagSergio GonzalesAún no hay calificaciones
- Almera PDFDocumento8 páginasAlmera PDFSergio GonzalesAún no hay calificaciones
- Practica 1Documento6 páginasPractica 1blueangel2087Aún no hay calificaciones
- BarcelonaDocumento14 páginasBarcelonaSergio GonzalesAún no hay calificaciones
- Guia Practica para La Implementacion Del Enfoque BPM y La Mejora Continua en El CITIDocumento10 páginasGuia Practica para La Implementacion Del Enfoque BPM y La Mejora Continua en El CITISergio GonzalesAún no hay calificaciones
- Renta Anual 2013Documento4 páginasRenta Anual 2013Sergio GonzalesAún no hay calificaciones
- Imo 2013Documento2 páginasImo 2013Juan CarlosAún no hay calificaciones
- Aristoteles - MetafísicaDocumento200 páginasAristoteles - MetafísicaeberalejandroAún no hay calificaciones
- DS 065-2011-PCMDocumento6 páginasDS 065-2011-PCMSergio GonzalesAún no hay calificaciones
- DS 065-2011-PCMDocumento6 páginasDS 065-2011-PCMSergio GonzalesAún no hay calificaciones
- Aristoteles - MetafísicaDocumento200 páginasAristoteles - MetafísicaeberalejandroAún no hay calificaciones
- Control Optimo de Plantas TermoelectricasDocumento57 páginasControl Optimo de Plantas TermoelectricasSergio GonzalesAún no hay calificaciones
- El Hombre y Los Materiales EnsayoDocumento3 páginasEl Hombre y Los Materiales EnsayoMarcos De Gante García67% (6)
- 18 Válvulas de Tampón y de Asiento InclinadoDocumento6 páginas18 Válvulas de Tampón y de Asiento InclinadoTony LlanosAún no hay calificaciones
- Presupuesto PlanillaDocumento2 páginasPresupuesto PlanillaMiguel Junior Urcia SuclupeAún no hay calificaciones
- Lingotes de oro: características y tiposDocumento4 páginasLingotes de oro: características y tiposRichard CTAún no hay calificaciones
- Flujograma fabricacion tornillo y tuercaDocumento1 páginaFlujograma fabricacion tornillo y tuercaDiego Andres Escobar CruzAún no hay calificaciones
- UNIDAD1.Introduccion Tecnología Soldeo 1 PDFDocumento32 páginasUNIDAD1.Introduccion Tecnología Soldeo 1 PDFCristobal TeijeiroAún no hay calificaciones
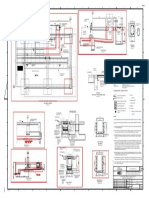
- Iv-Pl-Ci-Car-Rev A-224 Caseta de Media Tensión - Cárcamos y Ductos Red Line H1Documento1 páginaIv-Pl-Ci-Car-Rev A-224 Caseta de Media Tensión - Cárcamos y Ductos Red Line H1gerson chavarroAún no hay calificaciones
- El Beneficio de Los Minerales de Plata Por AmalgacionDocumento8 páginasEl Beneficio de Los Minerales de Plata Por AmalgacionJose Salvador MuñozAún no hay calificaciones
- RIVKLE - EN FR DE IT SP ES Version PDFDocumento56 páginasRIVKLE - EN FR DE IT SP ES Version PDFmazacotesAún no hay calificaciones
- Analisis de Materiales PDFDocumento58 páginasAnalisis de Materiales PDFRAUL CAún no hay calificaciones
- Fórmulas químicas 3o ESODocumento2 páginasFórmulas químicas 3o ESOÁngel CastilloAún no hay calificaciones
- Valencia de Elementos QuimicosDocumento2 páginasValencia de Elementos QuimicosRicardo Guerra100% (6)
- Kardex FerreteriaDocumento19 páginasKardex FerreteriaRosa Mardelid García ChalánAún no hay calificaciones
- Costos y Presupuesto VolcanDocumento20 páginasCostos y Presupuesto VolcanAngel Ortiz AtocsaAún no hay calificaciones
- Procesos fabricación materialesDocumento82 páginasProcesos fabricación materialesEDUARDO JUNIOR PRETEL BOBADILLAAún no hay calificaciones
- Tratamiento de La CorrosiónDocumento3 páginasTratamiento de La CorrosiónKevin Perez YalleAún no hay calificaciones
- Mallas Redes Acero Inoxidable XTN BecDocumento11 páginasMallas Redes Acero Inoxidable XTN BecGuillermo Alonso Morales FrancoAún no hay calificaciones
- Diseño Por Daño SuperficialDocumento3 páginasDiseño Por Daño SuperficialEdwin RodriguezAún no hay calificaciones
- Recuperación Teoremas Del Seno, Coseno y Tangente.Documento19 páginasRecuperación Teoremas Del Seno, Coseno y Tangente.Adri NietoAún no hay calificaciones
- Reporte Final Sobre Hornos IndustrialesDocumento9 páginasReporte Final Sobre Hornos IndustrialesRicky BreakAún no hay calificaciones
- Hidruros e HidróxidosDocumento3 páginasHidruros e HidróxidosXDAún no hay calificaciones
- PTS138-IB-ET-S1-07 Puesta A TierraDocumento11 páginasPTS138-IB-ET-S1-07 Puesta A Tierrajuan pastorAún no hay calificaciones
- Lista Julio 2011Documento37 páginasLista Julio 2011ADJRMAún no hay calificaciones
- Prácticas ProbetasDocumento10 páginasPrácticas Probetaskaren giannella apaza apazaAún no hay calificaciones
- PQR Certificado de Calificacion Del Procedimiento (PQR)Documento2 páginasPQR Certificado de Calificacion Del Procedimiento (PQR)Jordy Robinson Caichihua Vergara100% (1)
- Pets SeguridadDocumento8 páginasPets Seguridadelisbansaraza50% (4)
- Taller Materiales para HerramientasDocumento5 páginasTaller Materiales para HerramientasSantiago Alejandro Moreno PradaAún no hay calificaciones
- 772-7172-001 Avk012 EspDocumento2 páginas772-7172-001 Avk012 EspWilmer H. Mora F.Aún no hay calificaciones
- Tratamientos Térmicos IIDocumento21 páginasTratamientos Térmicos IILudmila VasquezAún no hay calificaciones
- Depositos Hidrotermales en ColombiaDocumento4 páginasDepositos Hidrotermales en ColombiaNathalia Porras SuarezAún no hay calificaciones