También podría gustarte
- Frases JaponésDocumento17 páginasFrases JaponésSheila MariscalAún no hay calificaciones
- Inspección ultrasónica soldadura aluminotérmicaDocumento3 páginasInspección ultrasónica soldadura aluminotérmicaMarvin William Montes Cristo100% (2)
- Data Sheet Tanque API 650 Prointeca 2021Documento7 páginasData Sheet Tanque API 650 Prointeca 2021Marvin William Montes Cristo100% (1)
- Partes de Las NeuronasDocumento34 páginasPartes de Las NeuronasRamon Doroteo Mansilla100% (1)
- Curso de Inspeccion VisualDocumento130 páginasCurso de Inspeccion Visualharold castillo100% (1)
- Anexo 1 Formulario de Reporte de NO ConformidadDocumento1 páginaAnexo 1 Formulario de Reporte de NO ConformidadGerardo Valencia100% (1)
- Curso UT Nivel II 2Documento152 páginasCurso UT Nivel II 2Marvin William Montes Cristo100% (1)
- Análisis métodos control registro mercancíasDocumento10 páginasAnálisis métodos control registro mercancíasedward100% (1)
- Guía de tablas reposteríaDocumento30 páginasGuía de tablas reposteríaValeria Gutierrez100% (2)
- Plan de La Calidad - SCHLUMBERGER (Propuesto)Documento53 páginasPlan de La Calidad - SCHLUMBERGER (Propuesto)Marvin William Montes CristoAún no hay calificaciones
- Plan de Inspección para Intercambiador de Calor para El Tipo Carcasa-Haz Tubular Mediante Ensayos No DestructivosDocumento75 páginasPlan de Inspección para Intercambiador de Calor para El Tipo Carcasa-Haz Tubular Mediante Ensayos No DestructivosKarla FernándezAún no hay calificaciones
- Listado de Equipos Medicion y EnsayoDocumento2 páginasListado de Equipos Medicion y EnsayoMarvin William Montes CristoAún no hay calificaciones
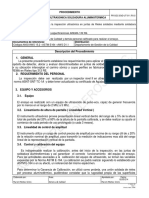
- Procedimiento de Evaluacion e Inspeccion de TK A1Documento12 páginasProcedimiento de Evaluacion e Inspeccion de TK A1marvin montesAún no hay calificaciones
- Mantenimiento Preventivo Separador de Prueba .Rv1Documento12 páginasMantenimiento Preventivo Separador de Prueba .Rv1Marvin William Montes CristoAún no hay calificaciones
- Registro de Evaluacion de Junta X Ultrasonido PROINTECA 2022Documento1 páginaRegistro de Evaluacion de Junta X Ultrasonido PROINTECA 2022Marvin William Montes CristoAún no hay calificaciones
- Plan de Calidad Del Proyecto Ingenieria 4 03 2021 RV ADocumento52 páginasPlan de Calidad Del Proyecto Ingenieria 4 03 2021 RV AMarvin William Montes CristoAún no hay calificaciones
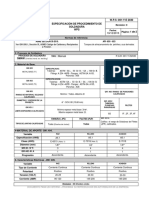
- W.P.S - 001-Y-E 2030Documento2 páginasW.P.S - 001-Y-E 2030Marvin William Montes CristoAún no hay calificaciones
- Certificación de Prueba Hidrostática-ProintecaDocumento1 páginaCertificación de Prueba Hidrostática-ProintecaMarvin William Montes CristoAún no hay calificaciones
- Laboratorio de sueloDocumento2 páginasLaboratorio de sueloMarvin William Montes CristoAún no hay calificaciones
- Presentacion Oficial M&C INGENIERIA PLUS 2022 EneroDocumento13 páginasPresentacion Oficial M&C INGENIERIA PLUS 2022 EneroMarvin William Montes CristoAún no hay calificaciones
- G03DC Acc Accc LVC 005Documento2 páginasG03DC Acc Accc LVC 005Marvin William Montes CristoAún no hay calificaciones
- Manual PDFDocumento19 páginasManual PDFJesus Cruz DiazAún no hay calificaciones
- G03DC Acc Accc LVC 005Documento2 páginasG03DC Acc Accc LVC 005Marvin William Montes CristoAún no hay calificaciones
- G03DC Acc Accc LVC 001Documento2 páginasG03DC Acc Accc LVC 001Marvin William Montes CristoAún no hay calificaciones
- G03DC Acc Accc LVC 002Documento2 páginasG03DC Acc Accc LVC 002Marvin William Montes CristoAún no hay calificaciones
- G03DC Acc Accc LVC 001 - 1Documento2 páginasG03DC Acc Accc LVC 001 - 1Marvin William Montes CristoAún no hay calificaciones
- Electrodo Alfa 70A1Documento2 páginasElectrodo Alfa 70A1Marvin William Montes CristoAún no hay calificaciones
- G03DC Acc Accc LVC 004Documento2 páginasG03DC Acc Accc LVC 004Marvin William Montes CristoAún no hay calificaciones
- Liquidos Penetrantes CAP IV VDocumento48 páginasLiquidos Penetrantes CAP IV Vjosedgon_852757974Aún no hay calificaciones
- Manual Modbat PC Ed Rev2011Documento4 páginasManual Modbat PC Ed Rev2011Marvin William Montes CristoAún no hay calificaciones
- Configuración y operación de instrumentos LWD y MWDDocumento123 páginasConfiguración y operación de instrumentos LWD y MWDMarvin William Montes CristoAún no hay calificaciones
- HOJA TECNICA ALFA 74 AWS E7024 Mod. 05 SEP 2020 CEVCTER IIIDocumento2 páginasHOJA TECNICA ALFA 74 AWS E7024 Mod. 05 SEP 2020 CEVCTER IIIMarvin William Montes CristoAún no hay calificaciones
- Alfa 60 Hoja Tecnica PDFDocumento2 páginasAlfa 60 Hoja Tecnica PDFMarvin William Montes CristoAún no hay calificaciones
- Separadores de Prueba Petropiar. Version 1Documento12 páginasSeparadores de Prueba Petropiar. Version 1Marvin William Montes CristoAún no hay calificaciones
- PLAN DE INVERSION PROYECTOS MHM 2020. R1xlsxDocumento24 páginasPLAN DE INVERSION PROYECTOS MHM 2020. R1xlsxMarvin William Montes CristoAún no hay calificaciones
- Acta de Reunion Calendario VacacionesDocumento4 páginasActa de Reunion Calendario VacacionesChema Gamero100% (1)
- Anexos Entrega de Vehiculos y Acta de InicioDocumento8 páginasAnexos Entrega de Vehiculos y Acta de InicioDiaz Piedrahita AndresAún no hay calificaciones
- SilabocontaDocumento5 páginasSilabocontaAldrynOscarAparcanaOrellanaAún no hay calificaciones
- Evaluacion Estudios Impacto Vial y Propuestas 272-1215-1-PBDocumento6 páginasEvaluacion Estudios Impacto Vial y Propuestas 272-1215-1-PBCarlos SilvaAún no hay calificaciones
- Habeas Data Sentencia EjercicioDocumento12 páginasHabeas Data Sentencia Ejerciciojoselyn martosAún no hay calificaciones
- Tak TimeDocumento6 páginasTak TimeEvelin F Gallardo G. GalgAún no hay calificaciones
- 11 OCUTBRE 2018 Proyecto NC XX Fabricaciòn de MontacargasDocumento65 páginas11 OCUTBRE 2018 Proyecto NC XX Fabricaciòn de MontacargasjaimeAún no hay calificaciones
- PedagogíaDocumento10 páginasPedagogíaDanner Robin Álvarez AyalaAún no hay calificaciones
- Vías de Administrtación de Fármacaos en GeriatriaDocumento5 páginasVías de Administrtación de Fármacaos en GeriatriaBesel Morales0% (1)
- Sesión - Comunicación-12 - AbrilDocumento5 páginasSesión - Comunicación-12 - AbrilDina Padilla SotoAún no hay calificaciones
- Formato Hoja de Vida IndicadoresDocumento6 páginasFormato Hoja de Vida IndicadoresLorena MartinezAún no hay calificaciones
- Guia Matematica Undecimo - Decimo y Noveno GradoDocumento15 páginasGuia Matematica Undecimo - Decimo y Noveno GradoAndrés CuelloAún no hay calificaciones
- Qué Son Las Razones Financieras y para Qué SirvenDocumento28 páginasQué Son Las Razones Financieras y para Qué SirvenCristhian AriasAún no hay calificaciones
- Mario Urrutia Control 3Documento3 páginasMario Urrutia Control 3mario eduardo urrutia sanzanaAún no hay calificaciones
- Farmacología CardiovascularDocumento10 páginasFarmacología CardiovascularcieloAún no hay calificaciones
- Guia - Estudiante - Semana9 - S16 - Libro RSE-2Documento4 páginasGuia - Estudiante - Semana9 - S16 - Libro RSE-2carlaAún no hay calificaciones
- Guia de Soporte Socioemocional I - CorregidoDocumento25 páginasGuia de Soporte Socioemocional I - CorregidoYampier SantiagoAún no hay calificaciones
- Articulo Precio Cod. Barras Cantidad Listado de Accesorios de CelularDocumento1 páginaArticulo Precio Cod. Barras Cantidad Listado de Accesorios de CelularAnalía Zea AmoresAún no hay calificaciones
- DownloadDocumento7 páginasDownloadChristian AraujoAún no hay calificaciones
- Clase 4 TEORÍADocumento4 páginasClase 4 TEORÍARos BarbozaAún no hay calificaciones
- Guia Grado 7Documento5 páginasGuia Grado 7blanca isabel tapieroAún no hay calificaciones
- Formulación de Las Actividades de AprendizajeDocumento10 páginasFormulación de Las Actividades de Aprendizajekimberly gomezAún no hay calificaciones
- Monografía de SimposioDocumento9 páginasMonografía de SimposioYhony PCAún no hay calificaciones
- Resumen EscandellDocumento8 páginasResumen EscandellAgustina MarcosAún no hay calificaciones
- Trabajo Final Metodologia EscritoDocumento27 páginasTrabajo Final Metodologia EscritoAgustin GonzalezAún no hay calificaciones