También podría gustarte
- Foseco Non-Ferrous Foundryman's HandbookDe EverandFoseco Non-Ferrous Foundryman's HandbookCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Good BeadDocumento21 páginasGood BeadFasil ParuvanathAún no hay calificaciones
- Precast Concrete Manhole Covers and Frames-Specification: Indian StandardDocumento10 páginasPrecast Concrete Manhole Covers and Frames-Specification: Indian StandardUppala Krishna ChaitanyaAún no hay calificaciones
- Bronze Trolley Wire: Standard Specification ForDocumento7 páginasBronze Trolley Wire: Standard Specification ForaneeshjokayAún no hay calificaciones
- 0803 - John Deere - Casting Repairing InstructionsDocumento4 páginas0803 - John Deere - Casting Repairing Instructionscrazy dAún no hay calificaciones
- Welder Qualification Procedure PDFDocumento13 páginasWelder Qualification Procedure PDFEngineersEDGE Coimbatore0% (1)
- Procedure For WQTDocumento13 páginasProcedure For WQTdevikar8umAún no hay calificaciones
- Steel Interchange AISCDocumento2 páginasSteel Interchange AISCJorge SalinasAún no hay calificaciones
- AISE No. 7 Specifications For Ladle HooksDocumento7 páginasAISE No. 7 Specifications For Ladle HookscadyfemAún no hay calificaciones
- IACS Rec - 79Documento10 páginasIACS Rec - 79tyuAún no hay calificaciones
- TDC 429 Rev.00Documento2 páginasTDC 429 Rev.00bhavin178Aún no hay calificaciones
- Nuts & Bolts CEB SpecDocumento12 páginasNuts & Bolts CEB SpecHemantha BalasuriyaAún no hay calificaciones
- Is 6735Documento11 páginasIs 6735Sunil AgarwalAún no hay calificaciones
- UIC 864-6 Podložne Pločice - en - 1983Documento9 páginasUIC 864-6 Podložne Pločice - en - 1983Goran DjordjevićAún no hay calificaciones
- 00-Contract 4C.4 Specifications For Pipeline WorksDocumento9 páginas00-Contract 4C.4 Specifications For Pipeline WorksALIAún no hay calificaciones
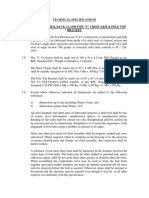
- Technical Specifications 33 KV "V" Cross Arm, Back Clamp For "V" Cross Arm & Pole Top BracketDocumento20 páginasTechnical Specifications 33 KV "V" Cross Arm, Back Clamp For "V" Cross Arm & Pole Top BracketAnil RanaAún no hay calificaciones
- Anchor Chain PDFDocumento10 páginasAnchor Chain PDFchristianvanAún no hay calificaciones
- The Determination of In-Place Stiffness by The Dynamic Cone Penetrometer (DCP)Documento7 páginasThe Determination of In-Place Stiffness by The Dynamic Cone Penetrometer (DCP)GogoAún no hay calificaciones
- Sandvik 2RE69: Austenitic Stainless SteelDocumento4 páginasSandvik 2RE69: Austenitic Stainless SteelalexmontellAún no hay calificaciones
- Project Specification Compliance StatementDocumento2 páginasProject Specification Compliance StatementSuman ZAún no hay calificaciones
- Is 3063 Spring Washers PDFDocumento11 páginasIs 3063 Spring Washers PDFAyman Hamed Malah100% (1)
- B 9 - 90 (2012) PDFDocumento6 páginasB 9 - 90 (2012) PDFnicu1212Aún no hay calificaciones
- Dimensional Analysis and Acheivable Tolerance in Die CastingDocumento50 páginasDimensional Analysis and Acheivable Tolerance in Die CastingM PraveenAún no hay calificaciones
- Anchor Chain StudDocumento3 páginasAnchor Chain StudAntonios BachtisAún no hay calificaciones
- Copper Clad Steel Earth Rod AssemblyDocumento13 páginasCopper Clad Steel Earth Rod AssemblyprabathnilanAún no hay calificaciones
- Guidlines20190717 77133 nkk2w8Documento13 páginasGuidlines20190717 77133 nkk2w8Mahakaal EngineeringAún no hay calificaciones
- Welders Visual Inspection Handbook-2013 WEB PDFDocumento77 páginasWelders Visual Inspection Handbook-2013 WEB PDFketanAún no hay calificaciones
- Stay Wire Specifications 7-2.5mmDocumento5 páginasStay Wire Specifications 7-2.5mmVatsalAún no hay calificaciones
- CSWIP Welding Inspection Notes and Questions (Said)Documento138 páginasCSWIP Welding Inspection Notes and Questions (Said)Ericson Cabigao100% (1)
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Documento4 páginasApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawAún no hay calificaciones
- Welding InspectionDocumento132 páginasWelding InspectionEnrique TaviraAún no hay calificaciones
- Dgms All Circular 2002 PDFDocumento61 páginasDgms All Circular 2002 PDFravimutyamAún no hay calificaciones
- Dgms All Circular 2002 PDFDocumento61 páginasDgms All Circular 2002 PDFravimutyamAún no hay calificaciones
- B2020-TDC-VF-009 Vessel Fabrication R0Documento5 páginasB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranAún no hay calificaciones
- B9 PDFDocumento7 páginasB9 PDFMohamedAún no hay calificaciones
- Prosedur PipaDocumento16 páginasProsedur PipaDaengkulle Firmansyah PuteraAún no hay calificaciones
- Sacrificial Cathodic Protection: Materials, Construction & InspectionDocumento8 páginasSacrificial Cathodic Protection: Materials, Construction & InspectionWale OyeludeAún no hay calificaciones
- G S Earth WireDocumento10 páginasG S Earth WiresaratAún no hay calificaciones
- Welding-Carbon SteelDocumento7 páginasWelding-Carbon Steelthanh truc voAún no hay calificaciones
- 10-Tmss-07-Substation Grounding Materials-R0Documento17 páginas10-Tmss-07-Substation Grounding Materials-R0m3een100% (1)
- AISE No7 Ladle Hooks 1991Documento9 páginasAISE No7 Ladle Hooks 1991Zhifan FuAún no hay calificaciones
- Dgvcl/Sp/11004/ Stay Wire /tech - Speci and GTP 7/12 (2.50Mm) 1/5Documento5 páginasDgvcl/Sp/11004/ Stay Wire /tech - Speci and GTP 7/12 (2.50Mm) 1/5Export SwastikaAún no hay calificaciones
- Riveted JointDocumento62 páginasRiveted JointRicky petraAún no hay calificaciones
- CSWIP 3.1 Welding Inspection NotesDocumento102 páginasCSWIP 3.1 Welding Inspection NotesMohamad Junid Bin Omar91% (32)
- Steel Self-Piercing Tapping Screws For The Application of Gypsum Panel Products or Metal Plaster Bases To Wood Studs or Steel StudsDocumento4 páginasSteel Self-Piercing Tapping Screws For The Application of Gypsum Panel Products or Metal Plaster Bases To Wood Studs or Steel StudsMikoAún no hay calificaciones
- 3.RCC Structural Works MethodologyDocumento9 páginas3.RCC Structural Works MethodologyEyutt HghghAún no hay calificaciones
- CEB Standard Sri LankaDocumento14 páginasCEB Standard Sri LankaaselabollegalaAún no hay calificaciones
- NORSOK QAQC RequirementsDocumento117 páginasNORSOK QAQC Requirementssithulibra100% (1)
- Oes 25aDocumento6 páginasOes 25aBOBAún no hay calificaciones
- Eti Ohe 50 - 6 97 PDFDocumento19 páginasEti Ohe 50 - 6 97 PDFCounter RoverAún no hay calificaciones
- Investment Castings, Surface Acceptance Standards, Visual ExaminationDocumento2 páginasInvestment Castings, Surface Acceptance Standards, Visual ExaminationDarwin DarmawanAún no hay calificaciones
- HR Defect AlbumDocumento27 páginasHR Defect AlbumPrabhakar Kattula33% (3)
- Is 1367 - 13 PDFDocumento4 páginasIs 1367 - 13 PDFsat palAún no hay calificaciones
- Guideline On Fabrication (Railway Bridge Code)Documento10 páginasGuideline On Fabrication (Railway Bridge Code)amawauceAún no hay calificaciones
- 72 50 02Documento6 páginas72 50 02alvaro lemosAún no hay calificaciones
- Piping Quality StandardsDocumento31 páginasPiping Quality Standardsdeepak.vectormarineAún no hay calificaciones
- Nut Bolt 812Documento31 páginasNut Bolt 812shashank shahAún no hay calificaciones
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantDe EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Times: Concreting Records Galore!Documento12 páginasTimes: Concreting Records Galore!hardish_trivedi7005Aún no hay calificaciones
- Hardish Trivedi Student @department of Mechanical Engineering 2.prof H A PatelDocumento19 páginasHardish Trivedi Student @department of Mechanical Engineering 2.prof H A Patelhardish_trivedi7005Aún no hay calificaciones
- Going The Extra Mile!: Photo Essay: Mumbai Metro CP 30Documento12 páginasGoing The Extra Mile!: Photo Essay: Mumbai Metro CP 30hardish_trivedi7005Aún no hay calificaciones
- Hardish TrivediDocumento56 páginasHardish Trivedihardish_trivedi7005Aún no hay calificaciones
- Hardish TrivediDocumento56 páginasHardish Trivedihardish_trivedi7005Aún no hay calificaciones
- Rotary Table For Radial Drilling MachineDocumento30 páginasRotary Table For Radial Drilling Machinehardish_trivedi7005Aún no hay calificaciones
- Rotary Table For Radial Drilling MachineDocumento1 páginaRotary Table For Radial Drilling Machinehardish_trivedi7005Aún no hay calificaciones
- Gas Tungsten Arc WeldingDocumento38 páginasGas Tungsten Arc Weldinghardish_trivedi7005Aún no hay calificaciones
- Abstract On Six SigmaDocumento1 páginaAbstract On Six Sigmahardish_trivedi7005100% (2)
- Shielded Metal Arc WeldingDocumento78 páginasShielded Metal Arc Weldinghardish_trivedi700567% (3)
- SMAW Welding Skill (W-01) 1Documento57 páginasSMAW Welding Skill (W-01) 1hardish_trivedi7005100% (7)
- EXPERIMENT 1 Introduction To Chemistry LabDocumento6 páginasEXPERIMENT 1 Introduction To Chemistry LabDulce DeAún no hay calificaciones
- Sarthak Dadkar EVS Assn 2 PDFDocumento3 páginasSarthak Dadkar EVS Assn 2 PDFAjuba AbujaAún no hay calificaciones
- B.Tech. - R09 - ECE - Academic Regulations Syllabus PDFDocumento186 páginasB.Tech. - R09 - ECE - Academic Regulations Syllabus PDFnskprasad89Aún no hay calificaciones
- Some Applications of State-Of-The-Art Capillary Gas Chromatography in The Pharmaceutical IndustryDocumento10 páginasSome Applications of State-Of-The-Art Capillary Gas Chromatography in The Pharmaceutical IndustryAamir TufailAún no hay calificaciones
- Computational MHDDocumento106 páginasComputational MHDgdegrezAún no hay calificaciones
- EXPERIMENT 1 DETERMINATION OF REACTION HEAT (Physical Chem)Documento17 páginasEXPERIMENT 1 DETERMINATION OF REACTION HEAT (Physical Chem)siti irdinaAún no hay calificaciones
- MCQ Chapter 2 ElectrochemistryDocumento4 páginasMCQ Chapter 2 ElectrochemistrySavien BrandanAún no hay calificaciones
- Material Safety Data Sheet (MSDS) : I) Sodium HydroxideDocumento6 páginasMaterial Safety Data Sheet (MSDS) : I) Sodium HydroxideAndy Tan WXAún no hay calificaciones
- Chemistry Fun FactsDocumento2 páginasChemistry Fun FactsBabitha MonteiroAún no hay calificaciones
- Magpro BrochureDocumento20 páginasMagpro BrochuresabiuAún no hay calificaciones
- Haloalkane Note NDocumento109 páginasHaloalkane Note NBichitra GautamAún no hay calificaciones
- Herbert Brown and Edward N. Peters' : Abstract: 80% or (503 000)Documento5 páginasHerbert Brown and Edward N. Peters' : Abstract: 80% or (503 000)Liz HansAún no hay calificaciones
- Dulux Firepro Epoxy Intumescent Application GuideDocumento10 páginasDulux Firepro Epoxy Intumescent Application GuideAlpha DekoAún no hay calificaciones
- Stainless Steel Braided Teflon Flexible Hoses Hht&Hhts SeriesDocumento4 páginasStainless Steel Braided Teflon Flexible Hoses Hht&Hhts SeriesMKOZERDEMAún no hay calificaciones
- Flex-Rez 1084AS A TDSDocumento1 páginaFlex-Rez 1084AS A TDSBorja AzkargortaAún no hay calificaciones
- Formation Evaluation and Petrophysics MR D. G. BowenDocumento225 páginasFormation Evaluation and Petrophysics MR D. G. BowenAimiWani100% (2)
- Iso 9606 4 1999Documento11 páginasIso 9606 4 1999Lino Alves InácioAún no hay calificaciones
- Computer Simulation of Intelligent Building FacadesDocumento291 páginasComputer Simulation of Intelligent Building FacadesDobri StefAún no hay calificaciones
- Combustion Lecture Midterm ExamDocumento3 páginasCombustion Lecture Midterm ExamNazareno Religioso MateoAún no hay calificaciones
- IOGP S-616 - 2022 - Supp. Specification To API SPEC 5L & ISO 3183 Line PipeDocumento187 páginasIOGP S-616 - 2022 - Supp. Specification To API SPEC 5L & ISO 3183 Line PipeFerryAún no hay calificaciones
- CoordinationDocumento3 páginasCoordinationNiteshNarukaAún no hay calificaciones
- Basics of RadiobiologyDocumento61 páginasBasics of RadiobiologyLikhon Amin AponAún no hay calificaciones
- 025welding Engineering An Introduction - (2.5 Plasma Arc Welding)Documento3 páginas025welding Engineering An Introduction - (2.5 Plasma Arc Welding)Kamarul NizamAún no hay calificaciones
- Chemical Content of FertilizersDocumento22 páginasChemical Content of FertilizersJohn DAcquisto, D.Sc.100% (1)
- Solutions NumericalsDocumento3 páginasSolutions Numericalsdevesh saiAún no hay calificaciones
- Oxygen Unit Calculation Dv1 1Documento2 páginasOxygen Unit Calculation Dv1 1Gisele CescuttiAún no hay calificaciones
- Standard Enthalpy of HCLDocumento3 páginasStandard Enthalpy of HCLGarvit ChopraAún no hay calificaciones
- Lithium Ion Battery Overview: by Tony Green Email: Tony@tonygreen - NameDocumento24 páginasLithium Ion Battery Overview: by Tony Green Email: Tony@tonygreen - NameTony GreenAún no hay calificaciones
- Physics of Electromagnetic Calorimeters Based On Crystal ScintillatorsDocumento49 páginasPhysics of Electromagnetic Calorimeters Based On Crystal ScintillatorsVigneshRamakrishnanAún no hay calificaciones
- Is 248-1987 Ra 2021Documento14 páginasIs 248-1987 Ra 2021Aadarsh Kumar ShitalAún no hay calificaciones