También podría gustarte
- Ingenierìa de Soldadura - 5 ParteDocumento208 páginasIngenierìa de Soldadura - 5 PartechapulincoloradoAún no hay calificaciones
- Altamira Recruiting Brochure SpanishDocumento6 páginasAltamira Recruiting Brochure SpanishchapulincoloradoAún no hay calificaciones
- Fundamentos de Diseño Gráfico - Formas BásicasDocumento12 páginasFundamentos de Diseño Gráfico - Formas BásicasNicida Malca86% (14)
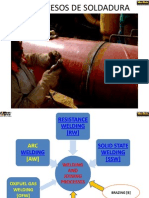
- Procesos de Soldadura-West ArcoDocumento27 páginasProcesos de Soldadura-West ArcochapulincoloradoAún no hay calificaciones
- Ingeniería de Soldadura-1 ParteDocumento138 páginasIngeniería de Soldadura-1 PartechapulincoloradoAún no hay calificaciones
- Ingenieria de Soldadura - 2 ParteDocumento115 páginasIngenieria de Soldadura - 2 PartechapulincoloradoAún no hay calificaciones
- Ingeniería de Soldadura - 4 ParteDocumento205 páginasIngeniería de Soldadura - 4 PartechapulincoloradoAún no hay calificaciones
- ICS - Propiedades de Los Materiales MetalicosDocumento115 páginasICS - Propiedades de Los Materiales MetalicoschapulincoloradoAún no hay calificaciones
- GTAW Proceso y Clasificación de ElectrodosDocumento12 páginasGTAW Proceso y Clasificación de ElectrodoschapulincoloradoAún no hay calificaciones
- Fcaw-West ArcoDocumento10 páginasFcaw-West ArcochapulincoloradoAún no hay calificaciones
- 3.0 Posiciones 10Documento26 páginas3.0 Posiciones 10aalazaro29Aún no hay calificaciones
- Gmaw-West ArcoDocumento33 páginasGmaw-West ArcochapulincoloradoAún no hay calificaciones
- Smaw-West ArcoDocumento26 páginasSmaw-West ArcochapulincoloradoAún no hay calificaciones
- Terminologia en Soldadura-West ArcoDocumento26 páginasTerminologia en Soldadura-West ArcochapulincoloradoAún no hay calificaciones
- Saw-West ArcoDocumento28 páginasSaw-West ArcochapulincoloradoAún no hay calificaciones
- ICS TerminologiaDocumento112 páginasICS TerminologiachapulincoloradoAún no hay calificaciones
- Procedimiento MatrizDocumento12 páginasProcedimiento MatrizchapulincoloradoAún no hay calificaciones
- Normas y Guias de HSE en EspañolDocumento105 páginasNormas y Guias de HSE en Españolchapulincolorado100% (1)
- ICS-Ensayos No DestructivosDocumento208 páginasICS-Ensayos No DestructivoschapulincoloradoAún no hay calificaciones
- El Señor de Las Sombras - Biografia - de Alvaro Uribe VelezDocumento260 páginasEl Señor de Las Sombras - Biografia - de Alvaro Uribe VelezbienserAún no hay calificaciones
- Alvaro UribeDocumento1 páginaAlvaro UribechapulincoloradoAún no hay calificaciones
- Norma 1910.28Documento36 páginasNorma 1910.28chapulincoloradoAún no hay calificaciones
- Norma 1910.27 Superficies. Escaleras FijasDocumento9 páginasNorma 1910.27 Superficies. Escaleras Fijasjast111Aún no hay calificaciones
- ICS-Seguridad en SoldaduraDocumento65 páginasICS-Seguridad en SoldadurachapulincoloradoAún no hay calificaciones
- Directorio de Productos de AfiliadosDocumento5 páginasDirectorio de Productos de AfiliadoschapulincoloradoAún no hay calificaciones
- Resolución 1409 de 2012 Trabajo en AlturasDocumento59 páginasResolución 1409 de 2012 Trabajo en AlturaschapulincoloradoAún no hay calificaciones
- Escuela Virtual de SoldaduraDocumento4 páginasEscuela Virtual de SoldadurachapulincoloradoAún no hay calificaciones
- Asesorías de SoldaduraDocumento4 páginasAsesorías de SoldadurachapulincoloradoAún no hay calificaciones
- Introduccion A La Organizacion OSHADocumento44 páginasIntroduccion A La Organizacion OSHAchapulincoloradoAún no hay calificaciones
- HTML XML DTD Schema XSLT CssDocumento14 páginasHTML XML DTD Schema XSLT Cssa2garrido1584Aún no hay calificaciones
- Foro de Contextualización 4. Análisis de Acoplamientos Fijos y Móviles.Documento5 páginasForo de Contextualización 4. Análisis de Acoplamientos Fijos y Móviles.Selene Julio CastillaAún no hay calificaciones
- Trabajo Bryan Adicional JulioDocumento5 páginasTrabajo Bryan Adicional JulioLeonardo Da GrecoAún no hay calificaciones
- 17-Taller Pre-Parcial 02 FJ2021Documento1 página17-Taller Pre-Parcial 02 FJ2021EMMANUEL ACEVEDO HENAOAún no hay calificaciones
- Clasificacion y Designacion de RoscasDocumento22 páginasClasificacion y Designacion de RoscasIan Aldama100% (3)
- Los Modos Griegos (Con Tablaturas y Ejemplos en mp3) - Guitarristas - InfoDocumento6 páginasLos Modos Griegos (Con Tablaturas y Ejemplos en mp3) - Guitarristas - InfoFernando Tituaña IzaAún no hay calificaciones
- Lab 1 ROSDocumento5 páginasLab 1 ROSAndres Felipe Beltran OsorioAún no hay calificaciones
- Histología - Tejido Muscular Estriado CardíacoDocumento16 páginasHistología - Tejido Muscular Estriado CardíacoDoris Sarai Fernández VelaAún no hay calificaciones
- Ejercicios CroclipDocumento4 páginasEjercicios CroclipJavier Nolasco ArguetaAún no hay calificaciones
- Química orgánica: propiedades del carbono e hidrocarburosDocumento12 páginasQuímica orgánica: propiedades del carbono e hidrocarburosConstanza Rojos AlmunaAún no hay calificaciones
- Geodinamica 7Documento30 páginasGeodinamica 7Danan DiazAún no hay calificaciones
- Método GráficoDocumento49 páginasMétodo Gráficoroger gonzalezAún no hay calificaciones
- Analisis de Labaoratorio Pendulo - MaxwellDocumento15 páginasAnalisis de Labaoratorio Pendulo - MaxwellDanny CardenasAún no hay calificaciones
- 2 Microcontroladores PICDocumento12 páginas2 Microcontroladores PICrobertoAún no hay calificaciones
- Ficha Técnica Mesh Track ProdacDocumento3 páginasFicha Técnica Mesh Track Prodacjuvenalmc7943950% (2)
- Ejercicios de FisicaDocumento4 páginasEjercicios de FisicaLeonardo CodarlupoAún no hay calificaciones
- DEVASC Module 3Documento95 páginasDEVASC Module 3Brian Villota Ceballos100% (1)
- Tercer TrabajoDocumento3 páginasTercer Trabajokatia espinalesAún no hay calificaciones
- Recuperación de SuelosDocumento3 páginasRecuperación de SuelosYassmin100% (1)
- 3 Caras FracturadasDocumento5 páginas3 Caras FracturadasalexAún no hay calificaciones
- Evidencia 1 CarbonoDocumento4 páginasEvidencia 1 CarbonoJania SánchezAún no hay calificaciones
- Protocolo termómetroDocumento3 páginasProtocolo termómetroMónica BriceñoAún no hay calificaciones
- Mapa de Karnaugh PDFDocumento3 páginasMapa de Karnaugh PDFtroyAún no hay calificaciones
- Parcial 2 Des-covINGDocumento1 páginaParcial 2 Des-covINGel gatoAún no hay calificaciones
- Evo 125 9 Sistema ElectricoDocumento40 páginasEvo 125 9 Sistema ElectricoDavid Rodriguez100% (1)
- El S7 200 en Una HoraDocumento55 páginasEl S7 200 en Una HoraJesus VillalobosAún no hay calificaciones
- Taller 1 Simbologia y PIDDocumento3 páginasTaller 1 Simbologia y PIDCrispeta YerryAún no hay calificaciones
- Mecánica de Fluidos, Definición y Aplicaciones.Documento28 páginasMecánica de Fluidos, Definición y Aplicaciones.RENATO JAIR COSTA MINGAAún no hay calificaciones
- Ejemplos de Sistemas OperativosDocumento3 páginasEjemplos de Sistemas OperativosAntony CalelAún no hay calificaciones
- Vázquez Brut, 2017Documento112 páginasVázquez Brut, 2017Celeste BoxAún no hay calificaciones