También podría gustarte
- Wps p91 - BhelDocumento2 páginasWps p91 - BhelAshish Gupta100% (4)
- P 91 - Welding WPSDocumento2 páginasP 91 - Welding WPSSuhailshah123475% (4)
- 1035 03Documento2 páginas1035 03Anuj ShahiAún no hay calificaciones
- WPS PQR 12Documento9 páginasWPS PQR 12Ranjan KumarAún no hay calificaciones
- WPS-PQR (Er309l Mo)Documento4 páginasWPS-PQR (Er309l Mo)Hamza Nouman0% (1)
- For Fillet Weld Joint Project:Production ManifoldDocumento1 páginaFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- PQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpDocumento1 páginaPQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpSatish KeskarAún no hay calificaciones
- Welding Procedure Specification For Storage Tank & Piping SystemDocumento3 páginasWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadAún no hay calificaciones
- MIZAT PWHT Procedure Ensures Welded Joints Meet StandardsDocumento9 páginasMIZAT PWHT Procedure Ensures Welded Joints Meet StandardsM. R. Shahnawaz KhanAún no hay calificaciones
- Qualified Welder List Valid Until - 03-12-2019Documento2 páginasQualified Welder List Valid Until - 03-12-2019csolanki6586100% (1)
- WPS 2014-002 006 - 6G PipeDocumento3 páginasWPS 2014-002 006 - 6G PipejeswinAún no hay calificaciones
- Welding Procedure SpecificationDocumento3 páginasWelding Procedure SpecificationAhmed saber100% (1)
- WPS - EngineerDocumento20 páginasWPS - Engineerhunghoanglong100% (1)
- Welding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Documento1 páginaWelding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Lipika GayenAún no hay calificaciones
- 163 Gmaw Zug Asme (Sri Supatmi 3g) WPQDocumento4 páginas163 Gmaw Zug Asme (Sri Supatmi 3g) WPQMuhammad Fitransyah Syamsuar PutraAún no hay calificaciones
- WPS - Welding Instruction - FUCHSDocumento23 páginasWPS - Welding Instruction - FUCHSShanoor ASAún no hay calificaciones
- Multiple PQR QualificationDocumento4 páginasMultiple PQR QualificationKarthikeyan ShanmugavelAún no hay calificaciones
- Welding Procedure Specification for Vertical Storage TanksDocumento6 páginasWelding Procedure Specification for Vertical Storage TanksYASH BARDHAN SinghAún no hay calificaciones
- APSM WPS 008R Rev. 0Documento3 páginasAPSM WPS 008R Rev. 0Amir NorAún no hay calificaciones
- Smaw Wps FinalDocumento3 páginasSmaw Wps FinalsheikmoinAún no hay calificaciones
- Welder Visual Inspection ReportsDocumento24 páginasWelder Visual Inspection ReportsKyAún no hay calificaciones
- Fermi Lab Orbital Welding ProcedureDocumento2 páginasFermi Lab Orbital Welding ProcedurePramod Athiyarathu100% (1)
- Gta+sma PQRDocumento3 páginasGta+sma PQRRahul MoottolikandyAún no hay calificaciones
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Documento2 páginas(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- 19403955-WPS M.S. Is 2062Documento10 páginas19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- 004 Gtaw P5aDocumento16 páginas004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- Multi Process Welding Procedures QW200.4 (ASME IX)Documento1 páginaMulti Process Welding Procedures QW200.4 (ASME IX)HoangAún no hay calificaciones
- PQR Template (Asme)Documento2 páginasPQR Template (Asme)jok1974Aún no hay calificaciones
- Welder Performance Qualification-Interactive Form QW-484ADocumento1 páginaWelder Performance Qualification-Interactive Form QW-484AJaved Mohammed100% (5)
- WPS - 024Documento4 páginasWPS - 024MAT-LIONAún no hay calificaciones
- WPS for 316L Pipe WeldingDocumento3 páginasWPS for 316L Pipe WeldingRichard Periyanayagam100% (3)
- Wps Format Asme Sec - IxDocumento2 páginasWps Format Asme Sec - IxDeepu ChandranAún no hay calificaciones
- PQRDocumento2 páginasPQRSreenivas Kamachi Chettiar100% (1)
- KSL Wps PQR 012 DuplexDocumento33 páginasKSL Wps PQR 012 DuplexJunaidi Minhat100% (6)
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocumento5 páginasWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDocumento2 páginasElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (1)
- Gtaw WPQDocumento3 páginasGtaw WPQMuhammadShabbirAún no hay calificaciones
- Asme PQR DemoDocumento3 páginasAsme PQR DemoMuthusamy AyyanapillaiAún no hay calificaciones
- WPS 316 L PDFDocumento4 páginasWPS 316 L PDFIrinaAún no hay calificaciones
- Metrode - P92 WPS PDFDocumento3 páginasMetrode - P92 WPS PDFXing ChenAún no hay calificaciones
- LBW WOPQ REV. 2010a Interactive FormDocumento1 páginaLBW WOPQ REV. 2010a Interactive Formcosmicbunny100% (1)
- WPQR Welding Procedure QualificationDocumento3 páginasWPQR Welding Procedure QualificationThanasis KyrgiazoglouAún no hay calificaciones
- P91 Repair With NiCrDocumento76 páginasP91 Repair With NiCrElias KapaAún no hay calificaciones
- P91 Profile WpsDocumento6 páginasP91 Profile WpsManzar KhanAún no hay calificaciones
- PQR 01 PDFDocumento2 páginasPQR 01 PDFVijay BhaleraoAún no hay calificaciones
- Engineering Standards Manual - Welding Standards M Anual - Volume 3 Welding Procedure SpecificationsDocumento3 páginasEngineering Standards Manual - Welding Standards M Anual - Volume 3 Welding Procedure Specificationslaz_k50% (2)
- Loading Unloading Temperature Welding ProgressionDocumento5 páginasLoading Unloading Temperature Welding ProgressionRajesh Owaiyar71% (7)
- Fcaw 16 THKDocumento5 páginasFcaw 16 THKparesh2387Aún no hay calificaciones
- Welder'S Work Record Log Sheet Welder's Name: S.M.W. Membership#Documento1 páginaWelder'S Work Record Log Sheet Welder's Name: S.M.W. Membership#satnamAún no hay calificaciones
- Welding Procedure Specification For GTAW & GMAWDocumento4 páginasWelding Procedure Specification For GTAW & GMAWanh thoAún no hay calificaciones
- Wps Is 2062 GR B Butt-OkDocumento2 páginasWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- 10-01265-015-D-061706180619abc-Qc-Wps PQR001 - Moisture Separator WPS PQR and Weld Map - RD PDFDocumento65 páginas10-01265-015-D-061706180619abc-Qc-Wps PQR001 - Moisture Separator WPS PQR and Weld Map - RD PDFmarghoob100% (1)
- (Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Documento2 páginas(Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Quality LaveenaAún no hay calificaciones
- WELDING PROCEDURE SPECIFICATION FOR STAINLESS STEELDocumento4 páginasWELDING PROCEDURE SPECIFICATION FOR STAINLESS STEELAldeline SungahidAún no hay calificaciones
- WPS Sitelca S002Documento2 páginasWPS Sitelca S002Jose Antonio GomezAún no hay calificaciones
- WPS FormatDocumento2 páginasWPS FormatAmit SarkarAún no hay calificaciones
- WPS 316 LDocumento4 páginasWPS 316 Llaz_k100% (2)
- WPS GTAW pipe welding procedureDocumento2 páginasWPS GTAW pipe welding procedureRichard PeriyanayagamAún no hay calificaciones
- WPS TITLEDocumento2 páginasWPS TITLERichard Periyanayagam86% (14)
- WPS GTAW Stainless SteelDocumento4 páginasWPS GTAW Stainless SteelAnand NarayananAún no hay calificaciones
- KPKDocumento183 páginasKPKcsankarananthAún no hay calificaciones
- Ullathai Killathey 1Documento8 páginasUllathai Killathey 1vapi123Aún no hay calificaciones
- World Best Stories in Tamil TranslationDocumento193 páginasWorld Best Stories in Tamil Translationwriterhari100% (7)
- Reference Chart - Velocity ChartDocumento2 páginasReference Chart - Velocity ChartAnonymous AlhzFE9EVNAún no hay calificaciones
- As A Man ThinkethDocumento22 páginasAs A Man ThinkethcsankarananthAún no hay calificaciones
- WHB2CH10Documento22 páginasWHB2CH10zagrimagriiAún no hay calificaciones
- June 13, 2000 00:08:59 Information Handling Services, 2000Documento44 páginasJune 13, 2000 00:08:59 Information Handling Services, 2000zagrimagriiAún no hay calificaciones
- Discontinuities and DefectsDocumento12 páginasDiscontinuities and DefectsPatrick Dominguez100% (1)
- Radiography Interpretation PDFDocumento220 páginasRadiography Interpretation PDFVijay Kumar100% (1)
- 10 March 2018 - 15 March 2018Documento4 páginas10 March 2018 - 15 March 2018Abdul Ahad LoneAún no hay calificaciones
- GuidelineDocumento26 páginasGuidelineDani Teixeira - WELDGINAún no hay calificaciones
- Ofppt CoursDocumento17 páginasOfppt CoursAymen HssainiAún no hay calificaciones
- Welding Table WPS & PQR Check List (Sheet, 2 Pages)Documento2 páginasWelding Table WPS & PQR Check List (Sheet, 2 Pages)abomanar100486375% (4)
- Senior Welding Inspector Guide BookDocumento327 páginasSenior Welding Inspector Guide Bookpalani22100% (4)
- PRAXAIR Shielding-GasesDocumento20 páginasPRAXAIR Shielding-GasesAnonymous l1bU4xmdoAún no hay calificaciones
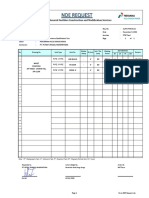
- Request NDT Welder TestDocumento1 páginaRequest NDT Welder TestFerdie OSAún no hay calificaciones
- Ref Doc 1 - Blank M207 Weld Schedule Development SheetDocumento1 páginaRef Doc 1 - Blank M207 Weld Schedule Development SheetYong YHAún no hay calificaciones
- Tube to Tube Welding ProcedureDocumento1 páginaTube to Tube Welding ProceduresbmmlaAún no hay calificaciones
- Mbm-Italien EnuDocumento285 páginasMbm-Italien EnuRadwan AL TrougAún no hay calificaciones
- Cswip 31 Practical PDFDocumento4 páginasCswip 31 Practical PDFJigar PrajapatiAún no hay calificaciones
- 2012 General CatalogueDocumento80 páginas2012 General CatalogueTiberiu OrmosAún no hay calificaciones
- WPQ Format Sec IxDocumento2 páginasWPQ Format Sec IxParminder SinghAún no hay calificaciones
- ESP Erection ManualDocumento35 páginasESP Erection Manualneeraja100% (1)
- Visual Welding Inspection: Course Reference WIS 1EDocumento136 páginasVisual Welding Inspection: Course Reference WIS 1ENgoc Bang100% (3)
- WPS 01 WQT PDFDocumento1 páginaWPS 01 WQT PDFkiki270977Aún no hay calificaciones
- Work Method ErectionDocumento40 páginasWork Method ErectionZainal AbidinAún no hay calificaciones
- Service Manual Ivt Geo 312 C Bosch Compress 7000Documento60 páginasService Manual Ivt Geo 312 C Bosch Compress 7000Yusef CevaAún no hay calificaciones
- Iso 15607 2003Documento24 páginasIso 15607 2003umur kaçamaklı100% (2)
- UM M Series Air-Cooled Type A4 enDocumento172 páginasUM M Series Air-Cooled Type A4 enTuấn LiuAún no hay calificaciones
- Welding Procedure SpecificationDocumento2 páginasWelding Procedure SpecificationhuicholeAún no hay calificaciones
- DSP Split Unit Technical ManualDocumento31 páginasDSP Split Unit Technical Manualfarshan296015100% (1)
- Tools Materials Equipment SMAW NCIIDocumento3 páginasTools Materials Equipment SMAW NCIIGie Ko100% (3)
- MASTER LIST OF PROCEDURE RECORDSDocumento2 páginasMASTER LIST OF PROCEDURE RECORDSsivagnanam sAún no hay calificaciones
- Universal WPS for pipe to plate fillet weldingDocumento1 páginaUniversal WPS for pipe to plate fillet weldingIbrahim shaikAún no hay calificaciones
- Electricity Application FormDocumento4 páginasElectricity Application FormdanruttleAún no hay calificaciones
- Tugas 2 WeldingDocumento9 páginasTugas 2 WeldingMuhammad AndriAún no hay calificaciones
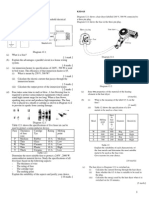
- Elektrik K2BhgCK3BhgB PelajarDocumento2 páginasElektrik K2BhgCK3BhgB PelajarA. SuhaimiAún no hay calificaciones
- NO Welder Id Welder Name: Team LeaderDocumento1 páginaNO Welder Id Welder Name: Team LeaderHAKANAún no hay calificaciones