También podría gustarte
- ContratoDocumento7 páginasContratojlls21Aún no hay calificaciones
- Unidad 01. - Introducción y GeneralidadesDocumento59 páginasUnidad 01. - Introducción y Generalidadesjlls21Aún no hay calificaciones
- Criterios de Diseño de Plantas. - JVSDocumento24 páginasCriterios de Diseño de Plantas. - JVSjlls21Aún no hay calificaciones
- Geometría DescriptivaDocumento6 páginasGeometría Descriptivajlls21Aún no hay calificaciones
- Informe de Dureza TTDocumento11 páginasInforme de Dureza TTjlls21Aún no hay calificaciones
- Trituración PrimariaDocumento7 páginasTrituración Primariajlls21Aún no hay calificaciones
- ACEROS AREQUIPA TygpDocumento10 páginasACEROS AREQUIPA Tygpjlls21Aún no hay calificaciones
- Límites máximos permisibles: definición y ámbitos de aplicaciónDocumento13 páginasLímites máximos permisibles: definición y ámbitos de aplicaciónjlls21Aún no hay calificaciones
- Geometry Exam RezagadosDocumento2 páginasGeometry Exam Rezagadosjlls21Aún no hay calificaciones
- Nuevo TemarioDocumento4 páginasNuevo Temariojlls21Aún no hay calificaciones
- 1ºaño2015geo Guía 5 - Punto de Corte Entre RectasDocumento4 páginas1ºaño2015geo Guía 5 - Punto de Corte Entre Rectasjlls21Aún no hay calificaciones
- San Marcos 2019-I (Domingo)Documento69 páginasSan Marcos 2019-I (Domingo)Qui SánchezAún no hay calificaciones
- Celula EucariotaDocumento3 páginasCelula Eucariotajlls21Aún no hay calificaciones
- Tabla PeriódicaDocumento6 páginasTabla Periódicajlls21Aún no hay calificaciones
- Fotosíntesis 1Documento2 páginasFotosíntesis 1jlls21Aún no hay calificaciones
- 2da Lectura LA OROYADocumento8 páginas2da Lectura LA OROYAjlls21Aún no hay calificaciones
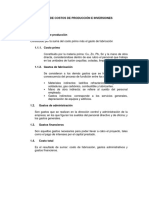
- Análisis de Costos de Producción e InversionesDocumento3 páginasAnálisis de Costos de Producción e Inversionesjlls21100% (1)
- 5to 2 UnidadDocumento36 páginas5to 2 Unidadjlls21Aún no hay calificaciones
- Análisis de La Estabilidad Del Agua PDFDocumento4 páginasAnálisis de La Estabilidad Del Agua PDFJoel Rivera CastilloAún no hay calificaciones
- Arismética IEP San AntonioDocumento8 páginasArismética IEP San Antoniojlls21Aún no hay calificaciones
- 2do Examen VIRTUALDocumento14 páginas2do Examen VIRTUALjlls21Aún no hay calificaciones
- Evolución y BiodiversidadDocumento5 páginasEvolución y Biodiversidadjlls21Aún no hay calificaciones
- Algebra Intermedio Semana 10Documento2 páginasAlgebra Intermedio Semana 10jlls21Aún no hay calificaciones
- Acidos y BasesDocumento2 páginasAcidos y Basesjlls21Aún no hay calificaciones
- MRUDocumento1 páginaMRUjlls21Aún no hay calificaciones
- Adsorción en Carbon ActivadoDocumento11 páginasAdsorción en Carbon Activadojlls21Aún no hay calificaciones
- Análisis de La Estabilidad Del AguaDocumento24 páginasAnálisis de La Estabilidad Del Aguajlls21Aún no hay calificaciones
- Informe - Suelos (Memoria Descriptiva)Documento15 páginasInforme - Suelos (Memoria Descriptiva)jose2291Aún no hay calificaciones
- 1era Lectura - INNOVACIONDocumento5 páginas1era Lectura - INNOVACIONjlls21Aún no hay calificaciones
- Por Su Propia Elastucidad, Esperimentan Un Colapso Parcial Que Expulsa El Aire Aspirado en La ¿Fase de Expansion. E La Ire Que Pentra en Los Pulmones Icontiene Aproximadamente 2Documento2 páginasPor Su Propia Elastucidad, Esperimentan Un Colapso Parcial Que Expulsa El Aire Aspirado en La ¿Fase de Expansion. E La Ire Que Pentra en Los Pulmones Icontiene Aproximadamente 2jlls21Aún no hay calificaciones
- Ensayo Corte y TorsionDocumento15 páginasEnsayo Corte y TorsionIván RodríguezAún no hay calificaciones
- Materiales BituminososDocumento34 páginasMateriales Bituminosospattricia frutos100% (1)
- Informe Técnico: Tipos de Herramientas.Documento20 páginasInforme Técnico: Tipos de Herramientas.PixilPoblete0% (1)
- UntitledDocumento11 páginasUntitledmacroarqAún no hay calificaciones
- Malacate PrincipalDocumento5 páginasMalacate PrincipalViank AdriAún no hay calificaciones
- Resumen e WasteDocumento3 páginasResumen e WastedavidvargasbastidasAún no hay calificaciones
- Desgaste de Los AngelesDocumento8 páginasDesgaste de Los AngelesJose Luis DiazAún no hay calificaciones
- Concreto LanzadoDocumento11 páginasConcreto LanzadohasAún no hay calificaciones
- Act. Tecnología 1° 20-SepDocumento2 páginasAct. Tecnología 1° 20-Sep33.Manelik Jazmin Negrete SalazarAún no hay calificaciones
- Prac. Diri (2)Documento19 páginasPrac. Diri (2)Kenny Cox100% (1)
- Monografia Quimica OrganicaDocumento25 páginasMonografia Quimica OrganicawhessuedoreAún no hay calificaciones
- Trabajo Final Ciencia de Los MaterialesDocumento12 páginasTrabajo Final Ciencia de Los MaterialesLoke LokAún no hay calificaciones
- Contaminación taller mecánico: residuos aceite usadoDocumento4 páginasContaminación taller mecánico: residuos aceite usadoDamián Cando100% (1)
- 4 Electrolisis PARA MECANICADocumento10 páginas4 Electrolisis PARA MECANICAAaron Zambrano 13Aún no hay calificaciones
- Manuales Linea Hidraulica (Duralon)Documento147 páginasManuales Linea Hidraulica (Duralon)AndreaRebecaAún no hay calificaciones
- Acta de Verificación para Establecimientos Químico FarmacéuticosDocumento19 páginasActa de Verificación para Establecimientos Químico FarmacéuticosFender StratAún no hay calificaciones
- Losa ReticularDocumento11 páginasLosa ReticularJOSE ALBERTO MARTINEZ AGUILARAún no hay calificaciones
- Acordeon Tia MayDocumento12 páginasAcordeon Tia MayPerla MonroyAún no hay calificaciones
- Teoria Actualiz. Proc.i-100Documento136 páginasTeoria Actualiz. Proc.i-100Roggers Sullon CastroAún no hay calificaciones
- Folleto Tecnico Central Termica de La RoblaDocumento44 páginasFolleto Tecnico Central Termica de La Roblaadolfo_perez7860050% (2)
- Practica 5Documento9 páginasPractica 5Ariel JAún no hay calificaciones
- Termoformado-Manual técnicoDocumento90 páginasTermoformado-Manual técnicohahrqlAún no hay calificaciones
- Vigas Continuas PRIMERA PARTEDocumento40 páginasVigas Continuas PRIMERA PARTEJhoncarlo PeñalozaAún no hay calificaciones
- Tarea Grupal 1 - GOLDocumento8 páginasTarea Grupal 1 - GOLJuan Miguel Angeles EsparzaAún no hay calificaciones
- Presentación Tuberias Acero InoxidableDocumento17 páginasPresentación Tuberias Acero InoxidableMaritza Cordova SalgadoAún no hay calificaciones
- Planilla Losa Casetonada 03 Junio 2020Documento18 páginasPlanilla Losa Casetonada 03 Junio 2020OscarQuirogaAún no hay calificaciones
- Reducción de partículas enDocumento6 páginasReducción de partículas ennicolas buitrago gomezAún no hay calificaciones
- Carta Explicativa FastpackDocumento2 páginasCarta Explicativa Fastpackfrancisco ñancoAún no hay calificaciones
- ANEXO Aleaciones DiagramasDocumento5 páginasANEXO Aleaciones DiagramasJohn MontellanosAún no hay calificaciones
- Prácica Electrólisis Del Agua-Fernando CorralesDocumento3 páginasPrácica Electrólisis Del Agua-Fernando CorralesroselayAún no hay calificaciones