También podría gustarte
- L04 Daniel CanoDocumento60 páginasL04 Daniel CanoDanielAún no hay calificaciones
- 3-1-4 Operaciones Con CotasDocumento11 páginas3-1-4 Operaciones Con CotasEducacio Visual100% (1)
- Tipos de FresadorasDocumento4 páginasTipos de Fresadoras'Aguusz Gomez'Aún no hay calificaciones
- Dimensiones Geométricas y Tolerancias en El DiseñoDocumento23 páginasDimensiones Geométricas y Tolerancias en El DiseñoLuis Angel Martinez SotoAún no hay calificaciones
- Brocas de CentrosDocumento27 páginasBrocas de CentrosjexxxuxxxAún no hay calificaciones
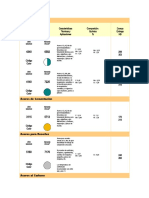
- Aceros Bonificados Codigo ColoresDocumento4 páginasAceros Bonificados Codigo ColoreshufuentsAún no hay calificaciones
- 01 Guía TP FresadoDocumento14 páginas01 Guía TP FresadoAlejandro AltamiranoAún no hay calificaciones
- Laboratorio Afilado de BurilesDocumento3 páginasLaboratorio Afilado de BurilesFelipe Castellanos SandovalAún no hay calificaciones
- Machos Roscar Por LaminacionDocumento16 páginasMachos Roscar Por LaminacionvaronibericoAún no hay calificaciones
- GDT Presetacion EspañolDocumento88 páginasGDT Presetacion EspañolErycka Silverio MejíaAún no hay calificaciones
- Manual para El Rectificado-2-55-4-54Documento51 páginasManual para El Rectificado-2-55-4-54ALEJANDRO BERNAL SALAMANCAAún no hay calificaciones
- Aceros para MaquinariaDocumento16 páginasAceros para MaquinariaOlga Lucia Patiño86% (7)
- Catalogo EscariadoresDocumento49 páginasCatalogo EscariadoresSteel Zevallos PitzuhaAún no hay calificaciones
- Geometria HerramientaDocumento17 páginasGeometria HerramientajhonnyAún no hay calificaciones
- RoscaDocumento281 páginasRoscaJulio Real100% (2)
- Fuerzas en Procesos de TorneadoDocumento13 páginasFuerzas en Procesos de TorneadoVictor Sepúlveda100% (1)
- Escuadrado en FresadoraDocumento2 páginasEscuadrado en FresadoraMisael Lopez BadilloAún no hay calificaciones
- Ajustes y ToleranciasDocumento39 páginasAjustes y ToleranciasDaniel Valenzuela ArredondoAún no hay calificaciones
- TaladradoDocumento23 páginasTaladradoKevin López100% (1)
- Tipos de PernosDocumento1 páginaTipos de PernosAnellys Lyneth Domínguez HerreraAún no hay calificaciones
- Mediciones PrecisasDocumento13 páginasMediciones PrecisasHugo HerreraAún no hay calificaciones
- Tabla de RoscasDocumento19 páginasTabla de RoscasJenni RoaAún no hay calificaciones
- DG&TDocumento5 páginasDG&TrafaelAún no hay calificaciones
- Maquinado A Alta VelocidadDocumento6 páginasMaquinado A Alta VelocidadNina DiazAún no hay calificaciones
- Herramientas de torno de metal duro soldadas según normas ISO y DINDocumento20 páginasHerramientas de torno de metal duro soldadas según normas ISO y DINAndres OsorioAún no hay calificaciones
- 3.1 Tolerancias DimensionalesDocumento10 páginas3.1 Tolerancias Dimensionalesfimmee2006Aún no hay calificaciones
- Tabla de AcerosDocumento2 páginasTabla de Acerosjuan carlos galvez abantoAún no hay calificaciones
- Aceros Grado HerramientaDocumento2 páginasAceros Grado HerramientaAna RodriguezAún no hay calificaciones
- Acotacion Reglas BasicasDocumento20 páginasAcotacion Reglas BasicasRuben Alvarez80% (5)
- Tolerancias y ajustes en diseño mecánicoDocumento8 páginasTolerancias y ajustes en diseño mecánicocarlangas45Aún no hay calificaciones
- Fajas o Correas PDFDocumento9 páginasFajas o Correas PDFÆlvr' GonzaleezAún no hay calificaciones
- Tipos de RoscasDocumento19 páginasTipos de RoscasDiego Alberto Rosas LópezAún no hay calificaciones
- Presentación Ajustes y ToleranciasDocumento30 páginasPresentación Ajustes y ToleranciasAnonymous s8uUw1Aún no hay calificaciones
- Serrado y EscariadoDocumento10 páginasSerrado y Escariadoalberto gutierrezAún no hay calificaciones
- Tipos de RoscasDocumento23 páginasTipos de RoscasRobert WagnerAún no hay calificaciones
- Fuerza y Potencia de CorteDocumento10 páginasFuerza y Potencia de CorteAnthony D. Escobar100% (1)
- Ajustes y ToleranciasDocumento39 páginasAjustes y ToleranciasJoséAún no hay calificaciones
- MetrologíaDocumento12 páginasMetrologíamartin cataldoAún no hay calificaciones
- Corte TérmicoDocumento17 páginasCorte TérmicoJANOAún no hay calificaciones
- Designación de Las RoscasDocumento4 páginasDesignación de Las RoscasGHF7Aún no hay calificaciones
- Abreviaturas comunes en dibujos técnicosDocumento4 páginasAbreviaturas comunes en dibujos técnicosnpunkday100% (1)
- UnionesDocumento12 páginasUnionesRené FierroAún no hay calificaciones
- Tipos de Tolerancias de RoscasDocumento3 páginasTipos de Tolerancias de Roscasjordizs100% (2)
- (256597860) Tabla Aceros para HerramientasDocumento3 páginas(256597860) Tabla Aceros para HerramientasMartinezAlanAún no hay calificaciones
- Copia de 6410.003 - 1993 - Español - Roscas Representacion Simplificada PDFDocumento10 páginasCopia de 6410.003 - 1993 - Español - Roscas Representacion Simplificada PDFSebastian Aguirre BenavidesAún no hay calificaciones
- Divisiones en FresadoraDocumento9 páginasDivisiones en FresadoraMiguexzy50% (2)
- BrocasDocumento74 páginasBrocasSalvadorAún no hay calificaciones
- Técnicas de Preparación Metalográfica PARTE 1Documento44 páginasTécnicas de Preparación Metalográfica PARTE 1Jordan Zarzosa Vasquez100% (1)
- 1 Tolerancias GeometricasDocumento18 páginas1 Tolerancias Geometricashugo_hugoAún no hay calificaciones
- Materiales herramientas corteDocumento11 páginasMateriales herramientas corteLuis Cortez100% (1)
- Guia TP-2011Documento36 páginasGuia TP-2011César Darío MesquidaAún no hay calificaciones
- Muelas AbrasivasDocumento24 páginasMuelas AbrasivasTomas Ignacio ScagliottiAún no hay calificaciones
- Cap4 Geometría de La Herramienta de CorteDocumento14 páginasCap4 Geometría de La Herramienta de CorteJuan Sebastián SánchezAún no hay calificaciones
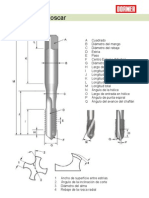
- Guía completa sobre machos de roscar: nomenclatura, geometrías, procesos y aplicacionesDocumento22 páginasGuía completa sobre machos de roscar: nomenclatura, geometrías, procesos y aplicacionesHusa GomezAún no hay calificaciones
- Tipos de Maquinas CNCDocumento31 páginasTipos de Maquinas CNCjonalex123Aún no hay calificaciones
- Ensayo de doblado en frío sin muescaDocumento18 páginasEnsayo de doblado en frío sin muescaRodney100% (1)
- FRESADODocumento6 páginasFRESADOJudith CervantesAún no hay calificaciones
- Tallado de Engranes-Mecanizado Sina Rranque de VirutaDocumento69 páginasTallado de Engranes-Mecanizado Sina Rranque de VirutaguillermotranquiniAún no hay calificaciones
- Guia de Practica de Metrologia JGDocumento16 páginasGuia de Practica de Metrologia JGJhon GrandaAún no hay calificaciones
- Medidor de RedondezDocumento8 páginasMedidor de RedondezYaelAún no hay calificaciones
- Accesorios Weston PDFDocumento20 páginasAccesorios Weston PDFMiguel AgustinAún no hay calificaciones
- Hoja de Programacion Codigos G y MDocumento2 páginasHoja de Programacion Codigos G y MMiguel AgustinAún no hay calificaciones
- Guia Rapida para Durometros PDFDocumento3 páginasGuia Rapida para Durometros PDFMiguel AgustinAún no hay calificaciones
- Guia Rapida Bloques Patron PDFDocumento1 páginaGuia Rapida Bloques Patron PDFMiguel AgustinAún no hay calificaciones
- Guia Rapida Micrometros PDFDocumento7 páginasGuia Rapida Micrometros PDFMiguel AgustinAún no hay calificaciones
- Guia Rapida Calibrador y Medidor de Altura PDFDocumento5 páginasGuia Rapida Calibrador y Medidor de Altura PDFMiguel AgustinAún no hay calificaciones
- Archivo 54Documento39 páginasArchivo 54Miguel AgustinAún no hay calificaciones
- Formato Diseño Didactico Curso Secundaria BTPDocumento6 páginasFormato Diseño Didactico Curso Secundaria BTPCarlos LopezAún no hay calificaciones
- Informe Fuentes de Informacion AmbientalDocumento8 páginasInforme Fuentes de Informacion Ambientalmaria jose darias camachoAún no hay calificaciones
- Actividad 1.1 (Problemas) Unidad IDocumento7 páginasActividad 1.1 (Problemas) Unidad IEveleidi Joselin Estrada De liraAún no hay calificaciones
- Hábitos de Estudio EncuestaDocumento9 páginasHábitos de Estudio EncuestaKari MontalvoAún no hay calificaciones
- Forma de Distribución Frecuencia Procedimental 04Documento3 páginasForma de Distribución Frecuencia Procedimental 04stefany paola diaz antonAún no hay calificaciones
- Carpeta de RecuperaciónDocumento13 páginasCarpeta de RecuperaciónSheilaCaceresAún no hay calificaciones
- Fuerzas y Leyes de NewtonDocumento41 páginasFuerzas y Leyes de NewtonDennis Andre AJ Muñoz Muñoz50% (2)
- Practica 1Documento4 páginasPractica 1oscar yimy rengifo cardenasAún no hay calificaciones
- Ariel Alarcon Tarea4Documento5 páginasAriel Alarcon Tarea4BENJAMINAún no hay calificaciones
- Acomulativo de Fisica 11 4 PeriodoDocumento1 páginaAcomulativo de Fisica 11 4 PeriodoJose eduardo Garces sanchezAún no hay calificaciones
- FUSCO, Renato, Historia de La Arquitectura Contemporanea, Nobuko - Cap3. ProtorracionalismoDocumento23 páginasFUSCO, Renato, Historia de La Arquitectura Contemporanea, Nobuko - Cap3. ProtorracionalismoKaren PoggesiAún no hay calificaciones
- Ht-G. Beslux Crown M Fluid FDocumento1 páginaHt-G. Beslux Crown M Fluid FRomeo WilliamsAún no hay calificaciones
- Tarea Ejercicios Algebra Relacional 2Documento3 páginasTarea Ejercicios Algebra Relacional 2Angela roseroAún no hay calificaciones
- Equilibrio de Una VigaDocumento5 páginasEquilibrio de Una VigaVale C SotoAún no hay calificaciones
- Info Tec Corax SCDocumento3 páginasInfo Tec Corax SCJonathan GonzalezAún no hay calificaciones
- MODELO DE SEA Segundogrado-U2-S5Documento7 páginasMODELO DE SEA Segundogrado-U2-S5Oliver Salazar TiconaAún no hay calificaciones
- Grano de Mostaza 2022Documento220 páginasGrano de Mostaza 2022Gente HELPAún no hay calificaciones
- El Metodo CientificoDocumento5 páginasEl Metodo CientificoJazmin ValeriaAún no hay calificaciones
- Tipos de mosaicos fotográficosDocumento4 páginasTipos de mosaicos fotográficosIsmael Gayosso0% (1)
- MIT Professional Education - Estrategias de Diseño de Producto Plataformas y FamiliasDocumento15 páginasMIT Professional Education - Estrategias de Diseño de Producto Plataformas y FamiliasGhm GonHer MghAún no hay calificaciones
- Ley y SociedadDocumento1 páginaLey y SociedadAlhanna CruzAún no hay calificaciones
- Expresión Corporal. IntroducciónDocumento15 páginasExpresión Corporal. IntroducciónSalimaAún no hay calificaciones
- CPL Presencial I4Documento5 páginasCPL Presencial I4Fernando PatiñoAún no hay calificaciones
- Cronograma Clases Virtuales Pensamiento Creativo 2semestreDocumento3 páginasCronograma Clases Virtuales Pensamiento Creativo 2semestrejessica reina arcilaAún no hay calificaciones
- Trabajo GrupalDocumento5 páginasTrabajo GrupalmairaAún no hay calificaciones
- Desarrollar competencias comunicativasDocumento3 páginasDesarrollar competencias comunicativaspilarAún no hay calificaciones
- Informe Final Rsu - Bambú Como Material de Construcción Grupo 3Documento16 páginasInforme Final Rsu - Bambú Como Material de Construcción Grupo 3xiomara saldañaAún no hay calificaciones
- Herramientas A Pedir AfueraDocumento1 páginaHerramientas A Pedir AfueraThrive MEDAún no hay calificaciones
- Guia Unidad 2 Licencias y Franquicias. AlumnosDocumento3 páginasGuia Unidad 2 Licencias y Franquicias. AlumnosJesica OrtizAún no hay calificaciones
- 1920 Examen FYQ Tema4Documento2 páginas1920 Examen FYQ Tema4DavidAún no hay calificaciones