También podría gustarte
- DLR - Tips and Tricks PDFDocumento9 páginasDLR - Tips and Tricks PDFSelda CoktasarAún no hay calificaciones
- Pollaczek-Khinchin Formula For The Queue in Discrete Time With VacationsDocumento5 páginasPollaczek-Khinchin Formula For The Queue in Discrete Time With VacationsKarthikeyan RamaswamyAún no hay calificaciones
- Capacitance Voltage MeasurementsDocumento10 páginasCapacitance Voltage MeasurementsHassaAún no hay calificaciones
- S2I CCP TSI 2005 GE (Corrigé)Documento7 páginasS2I CCP TSI 2005 GE (Corrigé)FZLAún no hay calificaciones
- Space Invader: VHDL: Yuebing Jiang Andrea WrightDocumento38 páginasSpace Invader: VHDL: Yuebing Jiang Andrea WrightGafitas MoralesAún no hay calificaciones
- DS6 PsiDocumento6 páginasDS6 PsiTahiri MehdiAún no hay calificaciones
- Catalog 4220 USA 4-08Documento51 páginasCatalog 4220 USA 4-08edhy_03Aún no hay calificaciones
- 1 5 11. UltrasonicDocumento3 páginas1 5 11. UltrasonicPeyang PeyongAún no hay calificaciones
- Soccer Robots 2005 Final Report PDFDocumento120 páginasSoccer Robots 2005 Final Report PDFRaghav ThaparAún no hay calificaciones
- Model Questions On RF & Microwave Engineering (Paper Code: EC601)Documento12 páginasModel Questions On RF & Microwave Engineering (Paper Code: EC601)Dipan JanaAún no hay calificaciones
- RoboDocumento109 páginasRoboYotan Demi-ejegiAún no hay calificaciones
- Airpax Stepper MotorDocumento8 páginasAirpax Stepper MotorTiago GalloAún no hay calificaciones
- Practicas Digiac 1750 1Documento18 páginasPracticas Digiac 1750 1Saga Adolfo GonzalezAún no hay calificaciones
- Thermo Calc Console ExamplesDocumento523 páginasThermo Calc Console ExamplesKarthi KeyanAún no hay calificaciones
- Airpax Step Motor 12 VOLTSDocumento44 páginasAirpax Step Motor 12 VOLTSlucian lunaAún no hay calificaciones
- Voca 2006 Nucleaire DefDocumento61 páginasVoca 2006 Nucleaire DefPLUVIEAún no hay calificaciones
- Wall Health Monitoring by Ultrasonic Pulse-Echo TechniqueDocumento4 páginasWall Health Monitoring by Ultrasonic Pulse-Echo TechniqueBose Boban.m.Aún no hay calificaciones
- Analysis of Common-Collector Colpitts OscillatorDocumento8 páginasAnalysis of Common-Collector Colpitts OscillatorFreeFM100% (5)
- Introduction To Robot SoccerDocumento94 páginasIntroduction To Robot Soccerdek0ne100% (1)
- Cyclo Converter 1Documento46 páginasCyclo Converter 1basabAún no hay calificaciones
- Glossary of Technical and Scientific Terms (Thematic Sorting)Documento256 páginasGlossary of Technical and Scientific Terms (Thematic Sorting)Jean-Luc JoulinAún no hay calificaciones
- Scheme Eee Unit3 QBDocumento35 páginasScheme Eee Unit3 QBMaaz S100% (2)
- Fault, Protection and Failure Indications in PSE Soft StarterDocumento5 páginasFault, Protection and Failure Indications in PSE Soft StartermichaelAún no hay calificaciones
- Basic Electrical Engineering-2Documento135 páginasBasic Electrical Engineering-2sahinakhatun3675Aún no hay calificaciones
- DAC-004 Diode Line Camera Sensor Operating Manual: For Multi Edge Detection Using Virtual Scope Configuration SoftwareDocumento33 páginasDAC-004 Diode Line Camera Sensor Operating Manual: For Multi Edge Detection Using Virtual Scope Configuration SoftwareEcaterina IrimiaAún no hay calificaciones
- Maat Hydro Software GuidDocumento7 páginasMaat Hydro Software GuidMohamed ElmaadawyAún no hay calificaciones
- Firefly 8.2.0 Keyword List: Firefly - Input - Rev002 PDFDocumento192 páginasFirefly 8.2.0 Keyword List: Firefly - Input - Rev002 PDFSiddheshwar Chopra100% (1)
- Giant MPH-3 Disc Brake System Model Year 2002: Owners ManualDocumento24 páginasGiant MPH-3 Disc Brake System Model Year 2002: Owners Manuallock.offAún no hay calificaciones
- 21 Laplace's EquationDocumento15 páginas21 Laplace's EquationGovanna StarAún no hay calificaciones
- 3rd HomeworksDocumento4 páginas3rd HomeworksThomas TamangAún no hay calificaciones
- Technology: 2 Phase DC Motor Drive Ic General DescriptionDocumento13 páginasTechnology: 2 Phase DC Motor Drive Ic General DescriptionalexAún no hay calificaciones
- Mechanical Vibrations Ecole Centrale NantesDocumento41 páginasMechanical Vibrations Ecole Centrale NantesAhmad Basshofi HabiebAún no hay calificaciones
- Analysis of 3D Stall Models For Wind Turbine Blades Using Data From The MEXICO ExperimentDocumento8 páginasAnalysis of 3D Stall Models For Wind Turbine Blades Using Data From The MEXICO ExperimentSrinivas GunturAún no hay calificaciones
- AN-1525 Single Supply Operation of The DAC0800 and DAC0802: Application ReportDocumento6 páginasAN-1525 Single Supply Operation of The DAC0800 and DAC0802: Application ReportYasin ArslanAún no hay calificaciones
- Modeling and Analysis of Cage Induction Motors Under Rotor Misalignment and Air Gap EccentricityDocumento5 páginasModeling and Analysis of Cage Induction Motors Under Rotor Misalignment and Air Gap EccentricityMilutinAún no hay calificaciones
- He NeDocumento11 páginasHe NeIBN E MARYAMAún no hay calificaciones
- Mems Sensors For Biomedical ApplicationsDocumento28 páginasMems Sensors For Biomedical ApplicationsMuraleetharan BoopathiAún no hay calificaciones
- Quantum Lasers: EE 566 Optical CommunicationsDocumento26 páginasQuantum Lasers: EE 566 Optical CommunicationsshasiAún no hay calificaciones
- MosfetSIC, Trad Double Pulse FixtureDocumento6 páginasMosfetSIC, Trad Double Pulse FixtureManuel SierraAún no hay calificaciones
- SM G130e Tshoo 7 PDFDocumento44 páginasSM G130e Tshoo 7 PDFWilliam SequeraAún no hay calificaciones
- CXTOOL - Installation GuideDocumento37 páginasCXTOOL - Installation GuideerbiliAún no hay calificaciones
- Mini Project 1Documento10 páginasMini Project 1Sarvesh Kulhari100% (1)
- ONAN Power Transformer Heat Transfer ModelingDocumento4 páginasONAN Power Transformer Heat Transfer ModelingSEP-PublisherAún no hay calificaciones
- Example Tickets: Su MM AryDocumento2 páginasExample Tickets: Su MM AryfasihaiderAún no hay calificaciones
- Brochure MTFR 2017Documento4 páginasBrochure MTFR 2017MIGUEL LOPEZAún no hay calificaciones
- Sic MosfetDocumento6 páginasSic MosfetKhương NguyễnAún no hay calificaciones
- Cagd: Design of Curves: Splines & NURBSDocumento61 páginasCagd: Design of Curves: Splines & NURBSsubha_aeroAún no hay calificaciones
- Spe 169366 MSDocumento20 páginasSpe 169366 MSEdgar GonzalezAún no hay calificaciones
- ATMEGA128 Development Board SchematicDocumento2 páginasATMEGA128 Development Board SchematichwtekAún no hay calificaciones
- PMRC Mar Va 140Documento6 páginasPMRC Mar Va 140Dwayne YiiAún no hay calificaciones
- Dac 0800 & Dac 0802 (An 1525)Documento4 páginasDac 0800 & Dac 0802 (An 1525)HARICH90Aún no hay calificaciones
- How To Measure Angle With MPU-6050 (GY-521)Documento8 páginasHow To Measure Angle With MPU-6050 (GY-521)florigrig100% (2)
- QB NewDocumento20 páginasQB NewNarasimman DonAún no hay calificaciones
- SWActivateRequest 0000000000003486Q5HFFG98 67H3K2G7D68J963BDocumento2 páginasSWActivateRequest 0000000000003486Q5HFFG98 67H3K2G7D68J963Bنسيم مقدمAún no hay calificaciones
- E Transistor BipolaireDocumento4 páginasE Transistor BipolaireredaAún no hay calificaciones
- Eq BeamDocumento13 páginasEq BeammailbkraoAún no hay calificaciones
- Helical Coil SpringDocumento36 páginasHelical Coil SpringmailbkraoAún no hay calificaciones
- Fabricated BogieDocumento16 páginasFabricated BogiemailbkraoAún no hay calificaciones
- Draft Spec of 200 KMPH SPC PDFDocumento15 páginasDraft Spec of 200 KMPH SPC PDFZac NastAún no hay calificaciones
- Trasmicion FusoDocumento168 páginasTrasmicion FusoYido Alvarz100% (7)
- Price ListDocumento8 páginasPrice ListHeri WibowoAún no hay calificaciones
- Tunnelling Journal Apr-May2020 Vertical ConveyingDocumento3 páginasTunnelling Journal Apr-May2020 Vertical ConveyingSeasonAún no hay calificaciones
- Efficient Solutions For Traffic Systems 2015-05-11 10-53-41Documento93 páginasEfficient Solutions For Traffic Systems 2015-05-11 10-53-41NicuVisanAún no hay calificaciones
- Electrical 5th Sem PDFDocumento23 páginasElectrical 5th Sem PDFAbhishek RanjanAún no hay calificaciones
- Differential LevelingDocumento24 páginasDifferential LevelingMarc Dared CagaoanAún no hay calificaciones
- 3 High Speed OHE of Indian Railways Issues, Challenges and Options - N.N.lal (RDSO)Documento11 páginas3 High Speed OHE of Indian Railways Issues, Challenges and Options - N.N.lal (RDSO)devidattairsmeAún no hay calificaciones
- Survival Portuguese Vocabulary-Lexique Portugais de SurvieDocumento20 páginasSurvival Portuguese Vocabulary-Lexique Portugais de SurvieJeremie PaquetAún no hay calificaciones
- A Fishy Story by Clare WestDocumento12 páginasA Fishy Story by Clare WestLuan Santos FigueredoAún no hay calificaciones
- The Strategic Manager - (2 Marketing-Inspired Strategic Thinking)Documento21 páginasThe Strategic Manager - (2 Marketing-Inspired Strategic Thinking)Omar Dennaoui100% (1)
- British Imperialism in India In-Class ActivityDocumento13 páginasBritish Imperialism in India In-Class ActivityGabriela CasamentoAún no hay calificaciones
- Nomenclature - SRDocumento4 páginasNomenclature - SRsayedAún no hay calificaciones
- BTPGLN WagonDocumento14 páginasBTPGLN WagonSuman MukherjeeAún no hay calificaciones
- 202209xx JMCA - Presentation Preliminary Maintenace Plan Rev. 01Documento34 páginas202209xx JMCA - Presentation Preliminary Maintenace Plan Rev. 01ed sugiAún no hay calificaciones
- Drug and Alcohol Policy CAN enDocumento43 páginasDrug and Alcohol Policy CAN enrv0014Aún no hay calificaciones
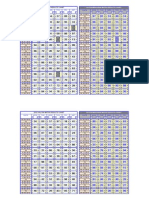
- Satta / Matka Result Chart Year 2012 - Kalyan & Mumbai MainDocumento4 páginasSatta / Matka Result Chart Year 2012 - Kalyan & Mumbai MainA.K.A. Haji75% (4)
- Bridge EnclosuresDocumento13 páginasBridge EnclosuresJesús Rodríguez RodríguezAún no hay calificaciones
- Garbage Cleaning MachineDocumento25 páginasGarbage Cleaning MachinesankarAún no hay calificaciones
- Adani Group PresentationDocumento39 páginasAdani Group PresentationMeet Mandawat100% (1)
- RBI List On NBFCDocumento12 páginasRBI List On NBFCshahpinkalAún no hay calificaciones
- Tours Tramway - Case Study - en - LDDocumento2 páginasTours Tramway - Case Study - en - LDLuca Marius CristianAún no hay calificaciones
- Montageanleitung MR AMS enDocumento60 páginasMontageanleitung MR AMS enRahim KhanAún no hay calificaciones
- Advanced Steel StructureDocumento1 páginaAdvanced Steel StructureAmit ThoriyaAún no hay calificaciones
- All ExplanationDocumento2 páginasAll ExplanationPrince Jewelry Dave JulianoAún no hay calificaciones
- Ready Mix Concrete PlantDocumento134 páginasReady Mix Concrete Plantsalman100% (1)
- Power Supply For A Metro 9.8.12 SystemDocumento87 páginasPower Supply For A Metro 9.8.12 SystemAbu Monsur AliAún no hay calificaciones
- Case Study Toranomon Hills Mori Tower, Tokyo ENDocumento4 páginasCase Study Toranomon Hills Mori Tower, Tokyo ENSathiish Kumar100% (1)
- Rail SyStem SeRviceS - Bureau VeritasDocumento4 páginasRail SyStem SeRviceS - Bureau VeritasMago_88Aún no hay calificaciones
- Presentation On Rope Haulages: Presented ByDocumento21 páginasPresentation On Rope Haulages: Presented ByMonith ElyonAún no hay calificaciones
- 08b Datos de Entrada LocalDocumento67 páginas08b Datos de Entrada LocalOscar David AlvisAún no hay calificaciones