Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Mechanical Seals Module
Cargado por
Anthony MayDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Mechanical Seals Module
Cargado por
Anthony MayCopyright:
Formatos disponibles
Mechanical Seals
Course Manual
IHRDC
GRADUATE ENGINEER
DEVELOPMENT PROGRAMME
MECHANICAL DISCIPLINE
MECHANICAL SEALS
Total Pages: 91
IHRDC
MS- M 01 (Rev.0) 02 2 - 1999
Page- 1
Mechanical Seals
Course Manual
Mechanical Seals
Graduate Development Programme
Module (M 01 ) 5D
This Module is designed for AFPC existing Mechanical Graduates, to
provide understanding and hands-on experience on mechanical seals and
packing.
This Module focuses on the principles of operation, seal components and
function, circulation, measuring run outs of shaft sleeve and stuffing box,
troubleshooting, practical exercises on mechanical seal and packing.
Principles of operation.
Circulation system.
Optional features.
Seal types and function.
Installation/ practical exercises.
Causes of seal failure.
Audience
Prerequisites
Location
Format
:
:
:
:
Mechanical Graduates.
English comprehension and communication.
AFPC Training Center, D. Z.
Lecture, discussion and OJT workshop practices.
This module is one of thirteen modules, which together cover the theoretical
aspect of the Technical Training for the AFPC Mechanical Graduates
Development Programme. This programme has been developed specifically for
AFPC Graduate Development to enhance the dynamic Nationalization drive
adopted by the company.
IHRDC
MS- M 01 (Rev.0) 02 2 - 1999
Page- 2
Mechanical Seals
Course Manual
SAFETY REQUIREMENTS
1.GENERAL
Participant must become thoroughly familiar with the following safety
requirements and first aid procedures, and must observe the safety requirements at
all times. Maximum safety of personnel is of primary importance, followed closely
by protection of equipment from damage. Careful observation of these safety
requirements will minimise hazards or injury to personnel and equipment.
There are three types of Safety Requirements: Warning, Cautions, and Notes,
which are intended to emphasize critical information. Safety Requirements also
include procedures to be observed in the event of certain operating malfunctions
and important precautions to be observed when personnel are working in a
special environment (such as in an explosive atmosphere) or with a special
substance.
Warnings, Cautions, and Notes are listed in order of significance as follows:
WARNING
A WARNING points out a procedure, practice, condition, or precaution which, if
not heeded, could result in personal injury or loss of life.
CAUTION
A CAUTION points out a precaution which, if not observed, could result in
damage or destruction of equipment.
Note
A Note highlights information necessary to understand or follow a procedure,
practice, condition, or description.
2. COURSE SAFETY REQUIREMENTS
Participant has to use the following safety precautions during this course:
IHRDC
MS- M 01 (Rev.0) 02 2 - 1999
Page- 3
Mechanical Seals
Course Manual
-Coverall.
-Safety helmet.
-Safety shoes/boots.
-Leather gloves.
Course Content
Page
1. Objectives.
2. Course Outline.
6-9
3. Equipment/ Resource.
10
4. Course Manual (Handout of the Participants)
5. Training Aids.
11-58
59
6. Lesson Plan.
61 - 73
7. Course Final Test.
77
8. Appendix-A
81-92
Installation instructions for double seals.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 4
Mechanical Seals
Course Manual
Course Objectives:Upon completion of this course, participant should be able to:Lesson 1: Technical Aspects of Mechanical Seals.
Explain the Seal function, components and operation.
Explain the circulation system for Mechanical Seal.
Understand the optional features for Seals.
Lesson 2: Flexibox Seal Types.
Identify balanced and unbalanced Seals.
Explain double and tandem Seals.
Lesson 3: Installation.
Demonstrate stuffing box, shaft and shaft sleeves
measurements.
Lesson 4: Causes of Seal Failure.
Understand the causes of Seal Failure.
Understand the symptoms, causes and remedy of Seal
Leakage.
Lesson 5: Hand on Exercises at Workshop.
Remove, inspect and install Tandem Seal.
Remove, inspect and install Single Seal.
Remove, inspect and install packing Seal.
Measure shaft, shaft sleeve and stuffing box runouts.
Perform lapping of carbon ring.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 5
Mechanical Seals
Course Manual
Course Out Line:Course Period (5 days)
Classroom (12 Hrs)
W / S (12 Hrs)
Final Test (6 Hrs)
Day 1 (6 Hrs)
Time Hrs
1
1.30
1.30
30
30
IHRDC
Activities
1. Technical Aspects Of Mechanical Seal.
1.1 Principles of Operation.
1.1.1 How do they work.
1.1.2 Hydraulic balance.
1.2 Importance of fluid film stability.
1.3 Circulation.
1.3.1 Circulation in single seal.
1.3.2 Circulation system for double/
Tandem seals.
1.4 Optional Features.
1.4.1 safety Bush.
1.4.2 Auxiliary Sealing Device.
1.4.3 Quench.
1.4.4 Circulation.
1.4.5 Impeller.
1.4.6 Multi point injection.
1.4.7 Flushing.
1.5 Use of ancillaries.
2. Flexi Box Seal Types
2.1 Single Seal unbalanced.
2.2 Single Seal balanced.
2.3 Bellow.
2.4 Multiple Seal.
3. Revision.
4. Assessment.
Location
Classroom
Classroom + W. S
Classroom + W. S
Classroom
Classroom
Classroom
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 6
Mechanical Seals
Course Manual
Day 2 (6 Hrs)
Time Hrs
2.30
30
IHRDC
Activities
3. Installation.
1.3.1 Shaft run out.
1.3.2 End play.
1.3.3 Concentricity of sleeve.
1.3.4 Concentricity of stuffing box.
1.3.5 Squareness of the stuffing box.
4. Causes of seal failure.
5. Checklist of identifying causes of seal
leakage.
6. Hands- on Exercises at W/ S
1.6.1 Remove, inspect and install
Mechanical Seal.
A. Mechanical Seal Data Sheet.
B. Sequence of assembly of the seal.
Assessment
MS- M 01 (Rev. 0) 02 2 - 1999
Location
W/S
Classroom
W/S
Classroom
Page- 7
Mechanical Seals
Course Manual
Day 3 (6 Hrs)
Time Hrs
IHRDC
Activities
Location
6.Hand-on exercises in W/S.
C. Measurement and check prior to
mechanical installation.
D. Installation of Mechanical Seal.
W. S
6.2 Practical Exercises/ single seal.
A. Removal.
B. Inspect all parts of Mechanical Seal.
C. Installation.
W. S
Assessment
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 8
Mechanical Seals
Course Manual
Day 4 (6 Hrs)
Time Hrs
Activities
6.3 Practical exercise (soft packing).
A. Soft packing gland.
B. Repacking a soft gland.
C. Function Test.
D. Calculation for packing rings.
6.4 Practical exercise/ stuffing box shaft
measurement.
6.5 Practical exercise
Disassemble/ assemble single seal.
6.6 Practical exercise
Disassemble/ assemble Tandem seal.
Location
W/S
W/S
W/S
Day 5 (6 Hrs)
- Final Assessment (Classroom).
- Final Assessment (Practical at W/ S)
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 9
Mechanical Seals
Course Manual
3 - Equipment and Resources
Single Spring Mechanical Seal.
Double Seal.
Tandem Seal.
Single stage Centrifugal Pump.
Multi Stage centrifugal Pump.
Submersible Pump.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 10
Mechanical Seals
Course Manual
4 - Course Manual
Hand Out For Participants
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 11
Mechanical Seals
Course Manual
1. Technical Aspects of Mechanical Seals
1.1 Principles of Operation
Flexibox mechanical seals are the answer to the problem of preventing leakage
between rotating shafts and their housings.
The old method of using soft packing has many disadvantages, for example, the
packing must be regularly inspected and tightened down to take up wear, and it
must also be replaced frequently. In time, the pump shaft or sleeve becomes worn,
necessitating expensive renovation. Since the packed gland relies for its successful
operation on lubrication of the packing material by the fluid being pumped, it can
never entirely stop leakage, unless a costly liquid sealing system is introduced.
Flexibox face-type seals overcome these disadvantages. There is a wide range of
seals available, differing in design and application, but all applying certain basic
design considerations.
1.1.1 How Do They Work?
To illustrate the principle of operation of the mechanical seal, the simplest type,
five components, are illustrated .The five basic parts are:
1 Stationary seal ring
2 Stationary seal ring packing
5 Rotary seal ring
6 Rotary seal ring packing
7 Spring
Sealing action is obtained by intimate contact between the opposing faces of two
rings, one of which is held resiliently (stationary seal ring) in the gland housing
while the other (rotary seal ring) rotates with the shaft As the rubbing surfaces are
extremely flat- they are lapped within two light bands-leakage of the fluid being
handled is prevented.
Rotary Seal Ring
The rotary seal ring rotates with, and is driven by, the shaft In Flexibox mechanical
seals, the rotary seal ring is normally the hard face. A flexible 'O' ring (rotary seal
ring packing) effectively prevents leakage between the rotary seal ring and the
shaft while allowing the ring sufficient freedom of movement to maintain full face
contact with the stationary seal ring. The shaft must be smooth and free from
flaws.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 12
Mechanical Seals
IHRDC
Course Manual
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 13
Mechanical Seals
Course Manual
Stationary Seal Ring
The stationary seal ring, usually made from a specially compounded grade of
carbon, is resiliently mounted on a second flexible 'O' ring (stationary seal ring
packing). This prevents leakage between the stationary seal ring and the gland
housing and, at the same time, provides a cushion for the former, to allow it to take
up a fair degree of 'out-of-squareness.
The stationary seal ring is provided with a slot to enable the ring to be positively
located in the seal housing, thus preventing its rotation.
Spring Drive
Initial seal face contact is maintained by a fifth component the spring. An
interference fit between the spring and the shaft at one end and the neck of the
rotary seal ring at the other provides a positive resilient drive. The spring is
available with either a right hand or left hand coil.
The handing of the coil is arranged so that in operation, the spring will tend to
increase its grip. Spring drive also helps to make the fitting of a Flexibox seal a
comparatively simple matter, since access to the back of the seal, to locate and fix
it is unnecessary. In addition, the use of heavy gauge wire, normally stainless steel,
eliminates what can be serious operational drawback when a number of smaller
springs of lighter gauge are employed.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 14
Mechanical Seals
Course Manual
Single Mechanical Construction
Mechanical Seals
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 15
Mechanical Seals
Course Manual
1.1.2 Hydraulic Balance
The term hydraulic balance, when applied to mechanical seals, is used to denote
the relationship between the pressure being sealed and the seal face contact
pressure. Seals are classified as balanced or unbalanced but within each
classification there is a variation of degree of balance. In both types of seal, the
initial face load is provided by the seal spring. The fluid pressure then acts on
radially disposed areas in such a way as to increase face pressure in proportion to
fluid pressure. In the case of an unbalanced seal, the face contact pressure may be
a hundred per cent or more of hydraulic pressure. In the case of balanced seal,
close control of the radially disposed areas enables the face contact pressure to be
maintained at a value less than pressure being sealed. This lowering of seal face
pressure allows a thicker fluid film between the faces, thus reducing the friction
and consequent heat generation. Because of this, a balanced seal is able to handle
more arduous duties and higher fluid pressures than an unbalanced seal. Normally,
a balanced seal is designed to operate with the lowest face pressures that will
effectively prevent leakage between the faces.
Variations of seal balance are illustrated in Fig. 1.1.2. Here S, the diameter of the
seal sleeve shoulder, represents the effective sealing diameter, which may also be
referred to as the hydraulic or sliding diameter since all thrust loads would be
computed about this surface 'A' represents the hydraulic piston area of the sliding
seal ring and 'B' represents the contact face of the sealing faces.
In arrangement a, all the contact face area B is disposed outside the effective
sealing diameter S and the hydraulic piston area A is equal to the contact face area
B. This, therefore, represents a condition of one hundred per cent balance, which
also indicates that the average face contact pressure will be exactly one hundred
per cent of the hydraulic pressure sealed.
In arrangement b, all contact face area B is disposed outside the effective
sealing diameter S and the hydraulic piston area A is greater than the contact face
area B. In this instance, the seal is more that one hundred per cent balanced, in
accordance with the ratio of area A to B. The unit contact face loading will be
higher, by an equivalent percentage, than the hydraulic pressure being sealed. This
is a condition existing in most unbalanced seals.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 16
Mechanical Seals
Course Manual
Arrangement c, shows the relationship of most balanced seals, here part of the
contact face area B, designated as B1, is disposed outside the effective sealing
diameter S. Area B1 is, therefore, equal to the hydraulic piston area A Since the
rest of the face area B2 is located inside the effective sealing diameter S, the total
seal face area B will equal the sum of B1 + B2 and the unit face loading will be
less than the pressure sealed in accordance with the ratio of the two areas, ie
B1
B1 +B2
This value, expressed as a percentage, indicates the degree of balance of the seal.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 17
Mechanical Seals
Course Manual
Step design balanced seals, shown in figure below, where the rotating members
has a step design on its front edge. This step allows a certain amount of pumped
fluid to counter act the force on the back of the seal element.
This force relieves some of the pressure on the seal, Thus producing lighter contact
pressure between the rotating and stationary elements. This contact pressure
increase seal life and ensure adequate lubrication on the contact surface, by
increasing oil film thickness.
Balanced Seals
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 18
Mechanical Seals
Course Manual
1.2 Importance Of Fluid Film Stability
It is known that for the seal to work efficiently, it is necessary for a stable fluid
film to exist between the faces. In the majority of cases this film is a liquid,
although in certain special applications a gas film may be induced between the
faces. If this film stability is destroyed, excessive wear takes place leading to rapid
seal failure.
Vaporisation Due to Excessive Heat or Dry Running:
The most common cause of premature seal failure arises from the loss of the liquid
film between the seal faces. Just before this occurs, the seal emits a puff of vapour
every few seconds and there is local boiling off of the liquid film. This causes the
seal to open and tilt temporarily. This allows more liquid to enter between the seal
faces, giving a temporary cooling effect When the frictional heat generated at the
seal faces has built up sufficiently to vaporise more liquid, another puff of vapour
is emitted and the cycle is repeated. At this stage, the only damage suffered by the
seal is the chipping of the edges of the carbon seal face, caused by the tilting of the
rotary seal ring.
This is the prelude to complete loss of the liquid component between the seal faces
and dry running with resultant heavy face wear occurring. Carbon and metal seal
ring surfaces are then heavily grooved, somewhat like a gramophone record.
Figure 1.2 Seal Face Liquid film (Exaggerated)
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 19
Mechanical Seals
Course Manual
1.3 Circulation
As already discussed, the use of mechanical seals inevitably involves the removal
of generated heat from the immediate seal area. The most practical and efficient
method of achieving this is to arrange for a flow, of the product being pumped, to
pass over the seal. This transfers the local heat generated to the main flow in the
equipment. It is this arrangement of flow which is covered by the term circulation.
The main purpose of circulation is the removal of heat from the seal area. Other
benefits include the prevention of sediment deposits; control of the flow
temperature by means of coolers or heaters and the facility of cleaning the flow by
the use of separators or strainers. By full use of these facilities the conditions at the
seal can be modified to provide longer seal life.
1.3.1 Circulation In Single Seals
The main requirements of heat removal by the circulation flow can only be
achieved efficiently if the flow passes around or over the seal faces. With most of
the standard range of seals the circulation flow is directed onto the seal faces,
efficiently removing the heat from its source. With seals in the high duty range, the
circulation flow can be passed through the spring pockets, in order to prevent
sediment deposition, and then over the seal faces.
Cooling Circulation to Mechanical Seal: (A) Internal Circulation Plug Port, (B) External
Circulation Plug Port
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 20
Mechanical Seals
Course Manual
1.3.2 Circulation Systems For Double
And Tandem Seals
A double or tandem seal circulation system should possess each of the following
characteristics:
A means of circulating the sealant
A means of recharging the system to make up leakage.
A means of cooling to remove the heat generated by the seals.
Systems for double seals, and occasionally tandem seals, also need a
means of pressurising the system.
1.3.2.1 Circulation Of Sealant
A By using a pump working against a relief valve, the circulation generally
being returned to an open tank on the suction side of the pump.
B. Thermo-syphon Circulation, which, by means of height and differential
temperature in the two vertical legs, causes a circulating flow between the
seal chamber and a header vessel.
C. By using a small pump in a pressurised circulation system.
D. By using an impeller or pumping ring, fixed to the rotating sealing ring or
pump shaft inside the seal housing. In this case, the impeller is generally
made integral with the seal and is known as a W feature.
1.3.2.2 Charging Means
A charging means is necessary in order to make up for any barrier liquid loss, to
change contaminated sealants, or to ensure completely automatic operation.
1.3.2.3 Cooling Means
There are four principal ways of cooling:
A By using a water cooler in the system, passing the sealant through the
cooler coil.
B. By using an air cooler.
C. By cooling a closed header tank by means of an integral cooling coil.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 21
Mechanical Seals
Course Manual
1.3.2.4 Pressurising The Seal Unit
There are four ways of pressurising.
A. By vapour from the sealed product which means vaporising the product by
means of ambient temperature.
B. By pressurising a small header vessel by a neutral gas from an outside
source.
C. By using a pressure controller, which will pressurise the sealant by using
product pressure.
D. By using a pump both to pressurise and circulate the sealant.
1.3.2.5 Barrier Liquid Conditions
There are two basic considerations affecting the choice of barrier liquid.
1. The barrier liquid, or sealant between the seals must be a stable liquid and
should preferably have lubricating properties. The following liquids are
preferred as sealants.
Temperature Range
-120 deg C to;-90 deg C
- 90 deg C to -30 deg C
- 30 deg C to 20 deg C
20 deg C to 200 deg C
Sealant
Propanol.
Methanol or Propanol.
Kerosene or
Hydraulic Oils
Light Oil or Gas Oil.
2. In either the double or tandem seal arrangement there will be mixing of the
product and barrier liquid; these must, therefore, be compatible.
For double seal systems, the barrier liquid pressure should always be above the
liquid being sealed (ie product pressure at the inner seal), thus ensuring that a
film of the sealant, essential for the correct operation of the seal, is introduced
at the inner seal faces. This film replaces the major part of the product film
which would normally be present.The pressure to produce, this should be at
least 2 bar greater than the sealed pressure.
For tandem seals, the barrier liquid pressure should be lower than the product at
the inner seal. This ensures that there will be no barrier liquid contamination of
the product
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 22
Mechanical Seals
Course Manual
1.3.2.6 Testing Double And Tandem Seals
It is essential that double seals are assembled correctly and that they are leak free
from startup; otherwise a pressure drop and loss of barrier fluid could be the result
Because the design of a double seal is contained in a housing or stuffing box, it
should be possible to put a static pressure on the seal before proceeding with the
complete assembly of the seal into the equipment
The pressure between the seals should hold for at least 30 minutes; any pressure
drop over this period suggests a possible leak path from one or both of the seals
and should be investigated.
Because the inner seal operates against the pumped liquid, it is not usually
practical to test tandem seals until the pump is pressurised, when the pump is
installed. Tandem seals should be tested by pressurising both the pump and the
seal chamber after fitting the seal. The pressure should be at least that of the
barrier fluid pressure.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 23
Mechanical Seals
Course Manual
Double Seal Installation with axial- flow pumping ring (Johan Crane- Houdialle, inc.)
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 24
Mechanical Seals
IHRDC
Course Manual
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 25
Mechanical Seals
Course Manual
1.4 Optional features
1.4.1 'B' Feature (Safety Bush)
Balanced or unbalanced seals can be fitted with a throttle bush to conform to the
requirements of specification API 610. This gives extra protection in the event of a
sudden seal failure and takes the form of a close clearance safety bush. The bush is
pressed into the seal plate from the inside to prevent it being blown out and
functions by considerably reducing the pressure of the escaping product and
directing the leakage to drain. In the event of a pump bearing failure, whereupon
the shaft could run eccentric and to eliminate any possibility of sparking, the bush
is manufactured from a nonferrous material and connections are provided for
quenching and draining the space contained by the bush.
In the event of the bush having to be replaced, the diametrical clearance between
the bush and shaft or sleeve should be 0.025 inch/0.63mm as specified by API 610.
1.4.2 'P' Feature (Auxiliary Sealing Device)
To prevent or control the leakage of the quenching medium from between the
outer end of the seal plate and the pump shaft, it is necessary to incorporate an
additional 'P' feature in the form of a special lip seal or a labyrinth bush, or even an
auxiliary packed gland. Controlling the quench medium leakage could be for
safety reasons, or to aid the efficiency of the seal and to prevent the leakage from
entering the pump bearing housing.
1.4.3. Q Feature (Quench)
The quench feature is standard on all balanced seals and may be specified on
unbalanced seals. The feature provides for the admission of a quenching medium
e.g. water, LP steam or methanol, through a threaded connection to the outer or
atmospheric side of the seal, flowing freely around the annulus to drain.
The feature is mainly used to improve the function of the seal by preventing a
product build up on the atmospheric side of the rotary or sliding packing which
causes the seal to hang up or stick on the sleeve, thus preventing face contact.
There could be occasions where the quench could be used to neutralise seal
leakage for safety reasons or to satisfy environmental controls.
To improve the efficiency of the quench feature and to reduce or prevent the
quench medium from leaking between the safety bush and sleeve, lip seals or
auxiliary packings can be incorporated in the design. This also prevents the
medium from entering the pump bearing housing.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 26
Mechanical Seals
Course Manual
NOTE: The pressure of the quench medium entering the seal plate, should not
exceed 1 bar (15 psi) and should enter the plate from above the centre line and be
drained away from the bottom to prevent a build up of liquid; also it is essential
that the drain hole is clear to prevent a blockage.
1.4.4'C' Feature (Circulation)
This is a feature on standard Flexibox balanced seals and of unbalanced seals
which are supplied with a seal plate. They are provided with threaded connections
into which a calculated or recommended flow of the product is directed from a
point of higher pressure, around the stationary and rotary seal rings, back to a
point of lower pressure in order (a) to remove generated frictional heat; (b) to
prevent the settling of sediments, abrasives or polymers; (c) to keep seals handling
hot products cooler in the line, if necessary.
This method of providing circulation is generally applicable to single stage pumps.
In the case of multistage pumps, the circulation would come from first or second
stage because of the high differential across a group of stages.
A close clearance neck bush may be used in a general purpose process pump to
restrict the circulant, and build up of a pressure in the stuffing box on light
hydrocarbon duties
Where the application demands an external injection of less aggressive product,
for example on hot, abrasive or corrosive duties, the neck bush can isolate the seal
faces and products from the pumped fluid. The low volume, higher pressure,
injection flow under the neck bush, from the stuffing box to the pump impeller,
prevents this from happening.
1.4.5 W Feature (Impeller)
An impeller is added to a seal so that it can generate its own circulation flow,
providing a means of heat removal which is more thermally efficient than normal
circulation cooling. Another case where the 'W' feature can be used is where a seal
is operating at pump discharge pressure, and the seal requires cooling below the
product temperature. Further applications are to generate circulation in a double or
tandem seal system, or on a single seal where there is little or no pressure
differential across the seal.
The Flexibox 'W' feature essentially consists of an open impeller mounted on one
of the rotating parts of the seal, generally the rotary seal ring.
1.4.6 'M' Feature (Multi-Point Injection)
The circulation system for seals on liquified gases is of paramount importance.
The usual injection of product at a single point will sometimes cause localised hot
spots resulting in unequal thermal expansion, or contraction of the seal rings and
deformation of their faces. With light hydrocarbons, vapour bubbles may form an
insulating blanket on the seal rings, greatly reducing the heat transfer to the
circulation liquid. The Flexibox multipoint injection feature supplies the
circulation evenly around the seal faces to provide symmetrical cooling and break
up the bubble blanket, thereby enhancing heat dissipation.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 27
Mechanical Seals
IHRDC
Course Manual
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 28
Mechanical Seals
Course Manual
1.4.7 Flushing
The flushing of the mechanical seal is the fluid flow from the stuffing box through
the neck bush to the pump impeller.
The flushing is used when the pumped fluid is abrasive or corrosive product, to
prevent the settling of sediments, abrasive or polymers on the seal faces.
The flushing fluid should be of low volume and high pressure.
Procedure For Flushing.
Bring clean liquid (not steam or gas), from an outside source (not the pump
discharge) into the stuffing box at a rate of 1-2 gallons (4-8 liters) per
hour.
The liquid is brought in 15 Ibs. ( 1Bar) higher than stuffing box pressure.
Regulate the flow with a meter.
A restrictive bushing (usually carbon) is placed into the bottom of the stuffing
box to restrict the flow and keep the liquid clean in the stuffing box.
Bushing length
At least 3/8: (10 mm)
Bushing Clearance
Close as possible - .008 (0, 25
mm) on the diameter
This bushing must be chemically compatible with both the product and flushing
fluid. (Refer to Feature circulation)
The flushing fluid can be any clean compatible liquid:
a.
b.
c.
d.
e.
IHRDC
Finishing product.
Solvent.
An additive normally added downstream.
Water.
Compatible liquids.
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 29
Mechanical Seals
IHRDC
Course Manual
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 30
Mechanical Seals
Course Manual
1.5 Use of ancillaries
Many ancillary devices are used in seal circulation systems to modify the product
conditions and to give the best seal performance. Ail ancillaries will have an
influence on the flow to the seal, and this must be given due consideration to
ensure adequate circulation rates are maintained.
AIR OR WATER COOLERS
Coolers are used in circulation lines to modify the temperature of the product and
ensure correct seal performance. Careful selection of a cooler will often eliminate
the need for a more sophisticated shaft sealing arrangement.
FLOW CONTROLLERS
A flow controller is an adjustable orifice and is used to regulate the product
circulation to the seal. Flow controllers must be designed so that circulation cannot
be completely cut off.
STRAINERS
Strainers are generally fitted in new lines to protect the seal from pipescale, dirt or
other solids that may be initially present. They are usually removed, or the element
withdrawn, when the plant is fully operational and considered clean.
CYCLONE SEPARATORS
Cyclone separators are fitted as permanent devices in circulation circuits to
remove solids continuously. The product entres the separator, where centrifugal
force extracts the denser solids and flushes these away through the dirty outlet.
The dirty outlet is usually piped to pump suction. The product carried over through
the clean outlet is supplied to the seal, through the circulation connection. As this
is only a portion of the original flow to the separator, this must be taken into
account when considering the circulation requirements of the seal.
MAGNETIC FILTERS
Magnetic filters are used to remove ferritic solids continuously from circulation
lines. They are used principally on boiler feed applications where the problem is
due to abrasive black iron oxide particles.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 31
Mechanical Seals
Course Manual
2. Flexibox Seal Types
2.1 Single Seals Unbalanced
2.1.1 Single Spring Unbalanced Seals
The unique single spring feature gives a flexible drive whilst maintaining intimate
contact of the two seal faces. The drive is achieved by shaft rotation which makes
the spring grip both the shaft and rotary seal ring, thereby eliminating the need for
extra keys or pins. In the reverse direction, the spring releases its grip on the
components, easing assembly and dismantling. Secondary seals are generally 'O'
rings selected for product compatibility and they provide resilient mountings for
the seal rings.
2.1.2. Multispring Unbalanced Seals
The multi- spring unbalanced seals are designed for applications where seal length
is critical and for dual rotation.
The multi- spring seal design include a set screwed spring sleeve.
A Single Spring Unbalanced Seal
IHRDC
Multi- Spring Unbalanced Seals
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 32
Mechanical Seals
Course Manual
2.2 Single Seals-Balanced
2.2.1 Single Spring Balanced Seals
In this design, a single robust spring provides a flexible drive from the shaft sleeve
to the rotary seal ring, whilst maintaining contact of the two seal faces. Shaft
rotation makes the spring grip the shaft and the rotary seal ring, eliminating the
need for extra keys or pins. In the reverse direction the spring releases its grip on
the components, easing assembly and dismantling. Secondary seals are generally
'0' rings, selected for product compatibility and they provide resilient mountings
for the seal rings.
2.2.2 Multi-Spring Balanced Seals
A multi-spring version of the balanced seal range, which includes a set screwed
spring sleeve. The multispring design makes the seal bi-directionai for applications
where the reverse rotation is anticipated.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 33
Mechanical Seals
Course Manual
2.3 Bellw Seals
GENERAL PURPOSE BELLOWS SEAL
The general purpose metal bellows seal is designed with a very spring rate giving
very low specific face and excellent misalignment capabilities. The seal is
available to offer a wide range of chemical and mechanical operating capability.
Bellow Seal
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 34
Mechanical Seals
Course Manual
2.4 Multiple Seals
DOUBLE SEALS
Double seals are often used when a single seal cannot give satisfactory
performance on the pumped products, or where any product leakage is
unacceptable for economic or hazardous reasons.
In the double seal configuration two single seals are arranged back to back to
maintain a liquid barrier between the pumped product and barrier fluid. The inner
seal operates on the barrier fluid which is kept at a pressure higher than the
product, and therefore any
leakage is of the barrier fluid and not the pumped product. The product and
pumped liquid must consequently be compatible. Most Flexibox single,
mechanical seals have been successfully used in double seal configurations and
Fexibox also have specific ranges of integral double seals available. In designing
these double seal ranges a short axial length has been achieved by using
components which are common to both inner and outer seals.
TANDEM SEALS
A tandem seal is defined as an arrangement, using two seals, where the pressure
between the seals, i.e. the barrier fluid pressure, is less than that of the product
pressure at the inner seal.
Tandem seal arrangements are used to solve a variety of sealing problems and are
particularly useful when contamination of the product by a barrier liquid must be
avoided. In a tandem arrangement, single seals are arranged in line and the inner
seal operates on the
pumped product. Any leakage which may occur will be from the pumped product
into the barrier fluid, thereby avoiding contamination of the product.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 35
Mechanical Seals
IHRDC
Course Manual
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 36
Mechanical Seals
Course Manual
TANDEM SEALS
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 37
Mechanical Seals
Course Manual
3 Installation
An analysis of seal failures reports show that a large proportion of failures are
caused by pumping or equipment problems, i.e. operational, vibration and
eccentricity. The next section deals with equipment checks that should be car-ried
out to ensure long and continuous service from your mechanical seals.
Misalignment
Alignment between equipment and driving unit is very important in order to obtain
maximum running efficiency, to reduce maintenance and ultimately break-downs.
Although normally referred to as coupling alignment, it is actually the alignment
of the shaft centre lines. Correct alignment between the driving and driven shaft is
equally important to obtain the maximum life from your mechanical seals. Bad
alignment puts lateral, angular and axial load on the shafts which excessive errors
which in turn puts extra load on the bearings. This results in excessive wear and
bearing failures allowing the shaft to move in an orbital fashion or to become
eccentric, causing swash and track run out at the seal faces.
Eccentricity
Here again, swash and tracking at the seal face can be caused by eccentricity.
Another serious fault arising from eccentricity, which fortunately does not apply to
Flexibox seals using a spring drive, is wear on drive pins and slots. The conclusion
to be drawn is that the seal with the maximum amount of flexibility built into it
must be considered the best, hence the name 'Flex-in-box' or' FLEXIBOX.
Hot Alignment Check
After the initial alignment check, equipment handling hot Products should be
given a further alignment check; this is normally carried out ofter several hours
running at working temperature. Due to the conditions, the job is hot and arduous
and should be carried out as soon as possible after shut down. If it is found from
readings taken that the driving or driven unit has expanded outside the permitted
limits then the alignment shims should be adjusted to allow for the amount of
movement.
Some equipment manufacturers give an expansion growth to a given temperature,
e.g. 0.016 inch at 400 degrees centigrade, but to be safe the above method is
recommended.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 38
Mechanical Seals
Course Manual
Pipe Strain
Where repeated alignment has to be carried out to correct a fault it may be that
there is a strain on the equipment from the pipework attached to it. The suggested
method to correct this is to unbolt the pipework and carry out the alignment in the
usual manner leaving the dial indicators in position whilst the pipe flanges are reconnected, observe any variation in the dial that the pipe strain is severe and other
corrective methods must be carried out, i.e. cutting pipework and re0welding.
Limits
A recommended allowable limit of 0.05 mm between the coupling faces and 0.10
mm TIR on the peripery may be worked to when aligning couplings on medium
speed applications. Other applications are treated on their own merits i.e. turbine
and high speed applications could be as low as 0.02 mm.
Pump And Equipment Checks
To ensure maximum service life, we advise that the following dial indicator checks
to be carried out on equipment to pin- point any excessive errors which may have
prevented the seals from running concentric (within limits). These checks are also
good maintenance practice and can only contributed to reduced down- time and
running costs.
3.1 Shaft Run Out, Deflection Lift
If possible, mount two indicators locating the stems as shown in Fig. A rotation of
the shaft could show radial run out at the seal end whilst observation of both
indicators would show whether or not the shaft was bent. Lightly lifting the shaft
may show a greater reading than shaft run out, which would indicate wear in the
bearings. These faults can result in fretting and wear of seal components and
variation in the fluid film, which shortens seal life, also eccentricity which can
result in bearing failure.
On multi-stage and split casing pumps the shaft should be removed from the pump
and taken to the workshop where it should be checked between centres, taking
readings at several points. This will show whether or not the shaft is bent. The
maximum TIR at any point should not exceed 0.05mm (0.002")
3.2 End Play Or Shaft Float
With the dial indicator mounted on the pump housing and the stem located against
the shoulder of the shaft, sleeve or deflector ring, attempts should be made to
move the shaft from end to end.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 39
Mechanical Seals
Course Manual
This is normally done by tapping it lightly with a hide mallet. End play should
normally be less than 0.05mm (0.002"), although with some types of bearings, for
instance 'Michell' type, there could be as much as 0.20mm.
The excessive end play causes fretting and wear between the point of contact of
the rotary seal ring packing and the shaft or sleeve.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 40
Mechanical Seals
Course Manual
3.3 Concentricity Of Sleeve
Having checked the shaft for run out it now remains for the sleeve to be checked,
locating and locking it into position before doing so. Allowing for tolerances the
total run-out of the sleeve should not exceed 0.05mirn (0.002") TIR. If found to be
more than this, then the fault should be corrected. Here again, the effects are
similar swash and tracking at the seal faces, variation of the fluid film thickness
(which is very important on light hydrocarbons) setting up vibration and possibly
causing bearing failure.
3.4 Concentricity Of Stuffing Box
To carry out this check it may be necessary to make available an adaptor to fit onto
the indicator stem to enable readings to be taken between the box bore and shaft
TIR should not exceed 0.1 Omm (0.004"). Effects of this fault are track-ing and
swash at the seal face resulting in uneven wear on the carbon face and eventually
breakdown.
3.5 Squareness Of The Stuffing Box
With the pump completely assembled, including the thrust bearing but without the
seals, mount the dial indicator on the shaft with the stem located on the stuffing
box face. (it may be necessary to make a special adaptor if space is restricted.).
When the dial indicator is rotated TIR should not exceed 0.08mm (0.0OW). If the
stuffing box face is not normal to the centre line of the shaft the stationary seal
face will also not be square, causing the problems associated with washing or
wobbling of the rotary faces. If the run-out is excessive contact may not be
maintained between the seal faces and fretting may occur under the rotary seal ring
packing.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 41
Mechanical Seals
Course Manual
4. Causes Of Seal Failures:
An indication of the type of failure can be gained by a visual inspection of the
running characteristics and nature of the leakage etc. Precise identification of a
fault can only be achieved by close examination of the seal components during the
removal of the seal, from which it may possible to determine the leakage paths.
4.1 Vaporisation
Occurs when heat generated at the faces is not removed effectively and local
boiling of the interface film takes place, indicated by a popping or puffing noise.
Occasionally (nearly always on water) a seal will blow open and remain open.
4.2 Dry Running
Dry running occurs when no,or insufficient, liquid exists between the two seal
faces.
4.3 Abrasives in Product
If the product being pumped contains any abrasive matter then this will tend to
penetrate the seal faces leading to rapid wear and seal failure.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 42
Mechanical Seals
Course Manual
4.4 Sludging/ Bonding
Sludging is associated with the sealing of high viscosity liquids. The wear stresses
between the seal faces can exceed the ruptive strength of the carbon and particles
are pulled from the face of the stationary seal ring. The problem can be
particularly acute on pumps sealing hydrocarbon liquids at temperatures above
ambient. When shut down the viscosity of the liquid and interface film increases as
the temperature drops and problems may arise on re-starting the pump. Another
possible cause of sludging occurs when the interface film partially carbonises due
to overheating.
Bonding
A similar type of phenomenon to sludging is bonding. In this case a bond is
formed between the two seal faces usually crystallisation after the pump has been
standing for a long period. On starting particles are pulled from the carbon face
and leakage occurs.
4.5 Coking
Coking is a type of failure that frequently occurs when the product is hydrocarbons
at high temperatures.
Minute quantities of film ;leakage tend to carbonise on the atmosphere side of the
seal, causing the sliding member (the rotary seal ring) to jam up and preventing it
from following up any face wear. This type of seal failure would be indicated, on
stripping down for inspection, by the rotary seal ring having no sliding action after
removing the seal plate.
4.6 Carbon Ring Erosion
Occurs when the differential of the circulation to the seal between the point of take
off and entry to the seal is too great, or when circulation flow contains abrasive
matter.
4.7 Face Distortion
In some cases leakage can be due to face distortion.
4.8 Broken Carbon Seal Rings
This problem mainly arises on seals fitted with PTFE O rings when the pin
sleeve has been omitted on re-assembly. Due to the low coefficient of friction on
of the PTFE O rings the carbon ring may on occasions tend to spin, allowing the
side of the slot in the carbon ring to come into sudden contact with the pin.
This can also happen occasionally on seals fitted with synthetic rubber O rings
on high viscosity duties.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 43
Mechanical Seals
Course Manual
4.9 O Ring Extrusion
Extrusion occurs when parts of the O ring is forced through close clearance gaps.
Extrusion can be caused by the use of excessive force when fitting and assembling
components. Operational extrusion is generally caused by excessive pressure
combined with overheating and incompatibility. It can Also be caused when seal
parts have been reconditioned on site and size are beyond their limits, creating
larger clearance between the components.
4. 10 O Ring Overheating
Overheating of the packing is generally caused by adverse conditions at the seal
faces causing excessive heat generation.
4.11 Sleeve Damage, Preventing Follow Up Of Rotary Seal Ring
Vibration
Severe vibration of the shaft or pump will cause the close clearance of the
landings, on either side of the O ring grooves in the rotary seal ring, to come into
contact with the nose of the sleeve, resulting in fretting and marking into which
foreign matter lodges, thus preventing the sliding member from moving.
4.12 Spring Distortion Or Breakage
In most single spring seals, the drive is unidirectional. In operation the spring
should always grip the sleeve and rotary seal ring. If, for any reason, the wrong
hand spring is fitted, or the pump shaft is rotated in the wrong direction, e.g.
turbined backwards, the spring will tend to uncoil, slip and distort or crack the
spring may even break. However, this type of failure occurs more frequently when
springs are fitted incorrectly on high viscosity duties, where excessible torque at
the seal faces may be caused by sludging or boding. On multi-spring seals, a buildup of solids around the springs can make some of them inneffective and overload
the remaining springs, causing failure.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 44
Mechanical Seals
Course Manual
4. 13 Checklist of Identifying Causes of Seal leakage
Symptom
Possible causes
Corrective procedures
Seal spits and sputters
(face popping) in
operation
Seal fluid vaporising at
seal interfaces
Increase cooling of seal faces
Add bypass flush line if not in use
Enlarge bypass flush line and/or
orifices in gland plate
Seal drips steadily
Faces not flat
Carbon graphite seal
faces blistered
Seal faces thermally
distorted
Check for incorrect installation
dimensions
Improve cooling flush lines
Check for gland plate plate distortion
due to overtorquing of gland bolts
Check gland gasket for proper
compression
Clean out foreign particles between
seal faces; relap faces if necessary
Check for cracks and chips at seal
faces; replace primary and mating
rings.
Replace secondary seals
Check for proper lead in chamfers,
burrs, etc.
Seal squeals during
operation
Carbon dust accumulates
on outside of gland ring
IHRDC
Secondary seals nicked
or scratched during
installation
O rings overaged
Secondary seals hard
and brittle from
compression set
Secondary seals soft and
sticky from chemical
attack
Spring failure
Drive mechanism
corroded
Amount of liquid
inadequate to lubricate
seal faces
Amount of liquid
inadequate to lubricate
seal faces
Liquid film evaporating
between seal faces
Replace parts
Add bypass flush line if not in use
Enlarge bypass flush line and/or
orifices in gland plate.
Add by pass flush line if not in use
Enlarge bypass flush line and/or
orifices in gland plate
Check for proper seal design with
seal manufacturer if pressure in
stuffing box is excessively high
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 45
Mechanical Seals
Seal leaks
Course Manual
Nothing appears to be
wrong
Abrasive fluid
Seal life is short
Seal running too hot
Equipment
mechanically out of
line
IHRDC
Refer to list under seal drips
steadily
Check for squareness of
stuffing box to shaft
Align shaft, impeller, bearing,
etc., to prevent shaft vibration
and/or distortion of gland
plate and/or mating ring
Prevent abrasives from
accumulating at seal faces
Add bypass flush line if not in
use
Use abrasive separator or
filter
Increase cooling of seal faces
Increase bypass flush line flow
Check for obstructed flow in
cooling lines
Align
Check for rubbing of seal on
shaft
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 46
Mechanical Seals
Course Manual
5. Hands on Exercises at Workshop
Objectives:
On completion of the hands-on exercises, trainee should be able to:
1. Remove, inspect and install Tandem Mech. Seal.
2. Remove, inspect and install Single Mech. Seal.
3. Remove, inspect and install Soft Packing.
4. Measure shaft, shaft sleeve and stuffing box runouts.
5. Perform lapping of Carbon ring.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 47
Mechanical Seals
Course Manual
5. 1. Practical exercise: (Tandem Seal)
Mechanical seal removal, inspection, servicing and installation for:
Crude oil shipping pump ( P 124 A/B EL ISBA, 4 x JTC/10) TAYSSEN Pump.
A -Mechanical seal data sheet:
Manufacturer
: John Crane
Drawing
: D/19603 A (N.D.E)
Mech. Seal type : 3 1/8 type 8 B1
2 7/8 type 8 B1
Flushing according to API plan 31/52
Condition of servicing
Liquid: Crude oil
Flushing fluid process: crude oil from cyclone separator API-plan 31
Flushing fluid (atmospheric): Methanol from vessel through pumping ring (APIplan 52)
Pressure at mech. Seal max.: 28.2 bar
Suction pressure max.
: 9.4 bar
Viscosity
: 2.0 cp
Temperature max.
: 77 C
Discharge pressure
: 47 bar
Vapor press.
: 0.24 bar
Pump speed
: 2960 rpm.
Circulation system of the seal: API-plan 31/52 include orifice, flow controller,
cyclone separator and other fittings.
Main parts of the mechanical seal:
(A) A cover with stationary ring (seal face ring)
(B) The shaft sleeve with the rotating seal face ring.
Notes:
The seal must not be operated dry, even for a few revolutions.
The Teflon rings are often hard, so they can be heated in boiling water at
100C and then plunged into cold water. Having been treated in such a way,
their behavior will be quite normal.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 48
Mechanical Seals
Course Manual
B- Sequence of assembly of the seal
First of all, the stationary ring is pushed with its seal ring into the seal cover. To
this end, the seal ring can be - slightly lubricated. Care must be taken to fit the
stationary ring into the cover such that after pushing in the tappet will fit exactly
into the recess provided. The rotating ring can be used as a means for pushing in. It
is placed with its sliding face against the sliding face of the stationary ring. A piece
of wood is placed onto the rear of the rotating ring for protection during pushing
in. During pushing in tilting of the stationary ring must be prevented. It is
appropriate to use a press or drill.
Now the Completely Assembled Shaft sleeve - with spring and rotating ring is
pushed carefully onto the shaft and in case a seal of larger dimension is used,
screwed into the correct position by means of a shank spanner. Care must be taken
that threads, which are opposed to the direction of rotation of the shaft can be
fitted. Thus one seal will have a right-handed thread and the other will have a
left-handed thread.
The shaft sleeves can be finally adjusted to the dimension required only after
complete assembly of the bearings and adjustment of the pump rotor. The shaft
sleeve is then secured by means of the tappet ring and its threaded pins.
If a separate disk has been provided on the seal cover to facilitate the adjustment
of the spring pretension, the disk must be taken out prior to start-up of the pump.
C- Measurements and checks prior to mechanical seal installation:
(A) Shaft bearings must be in good condition and shaft run out should not
exceed .002 total indicator reading. Shaft endplay should not exceed .004
on radial ball type thrust bearings.
(B) Clean stuffing box bore and stuffing box face thoroughly. Be sure that
stuffing box face is sufficiently smooth to make a good basket joint and
that it is at right angles to the shaft within .001 total indicator reading per
inch of bore diameter up to .005 maximum.
(C) Clean shaft thoroughly. Break or radius all sharp corners on shaft steps,
threads and keyways over which shaft sleeve gasket must pass. Shaft
concentricity to stuffing box bore should be within .001 total indicator
reading per inch of shaft diameter.
(D) All gasket surfaces must be smooth and free on nicks and scratches, which
can cause leakage.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 49
Mechanical Seals
IHRDC
Course Manual
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 50
Mechanical Seals
Course Manual
(E) Driven shaft to be in alignment with driver shaft within .002 total, or
within manufacturer's recommended tolerances.
(F) In ease in installing rubber gaskets and to help avoid cutting of gaskets,
lubricate prior to installation with lubricant compatible with media and
gasket material.
(G) Lapped seal faces joints must not be scratched or nicked during handling.
Dirt and dust particles left on faces can scratch and cause unsatisfactory
seal performance.
Note: Lubrication of he seal faces and lapped surfaces is not recommended.
D- Installation Of Mechanical Seal:
(A) Install the cover with stationary seal face ring.
(B) Install the cartridge mounted shaft sleeve.
Install seal on shaft sleeve complete with seal flange, shaft sleeve and drive
collar, being sure that shaft sleeve gasket is in place. Install cartridge
assembly over shaft in position.
Hold seal setting dimension between collar and seal flange within tolerance
shown assembly drawing. (If tolerance not give, use 1/16.) Lock
sleeve and collar firmly in position.
Bolt up seal flange progressively, tightening bolts using uniform torque. Be
sure gasket is in place and that pipe taps are in position as shown on the
applicable assembly drawing.
(C) Installation of circulation system as per API- plan 31.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 51
Mechanical Seals
Course Manual
5. 2 Practical Exercise (Single Seal).
Removal, inspection and installation for mechanical seal for Wilson-Snyder,
submersible pump.
A. Removal
(1)
(2)
(3)
(4)
(5)
Disconnect electrical leads from motor.
Loosen mechanical seal from shaft.
Disconnect pump shaft from driver.
Lift driver of the pump.
Loosen seal cover and remove seal housing.
B. Inspect all parts of mechanical seal as follows:
- Lab carbon ring if necessary and clean.
- Clean the seal cavity.
- Check circulation lines and flush.
C. Installation
- Install the mechanical seal, if its cavity keeping seal faces, seal
housing and seal housing cover clean from burrs.
- Adjust the mechanical seal after adjusting the impeller.
- Tighten seal housing cover and rotate the pump shaft by hand.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 52
Mechanical Seals
IHRDC
Course Manual
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 53
Mechanical Seals
IHRDC
Course Manual
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 54
Mechanical Seals
IHRDC
Course Manual
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 55
Mechanical Seals
Course Manual
5. 3 Practical Exercise (Soft Packing)
Removal, replacement of packing rings and adjustment for union pump (single
stage, centrifugal) gland packing.
A- SOFT PACKED GLANDS
Soft packed glands (sometimes known as stuffing boxes) are used on reciprocating
and centrifugal pumps and on valve spindles.
B- Re-packing a Soft Gland
(1) Remove gland nuts and withdraw gland follower.
(2) Remove old packing with a packing extractor and the lantern ring by means of
the lantern ring extractor. (Refer Fig. 4)
Fig. 4 Tools
(3) Examine studs and nuts for correct material, corrosion, and damage, e.g. bent
studs etc. Run down the threads or renew as necessary.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 56
Mechanical Seals
Course Manual
(4) Check that the gland follower is not bent, if it is, it is necessary to remove
and straighten or renew it. (Refer Fig. 5)
Fig. 5 Bent Gland Follower
(5) Check that the gland follower is a good fit in its housing, and that the
clearance between the follower and spindle is not excessive. If worn, the
gland follower must be renewed.
(6) Examine neck bush, if fitted, is not worn, renew as necessary.
(7) Examine shaft for wear and corrosion in way of gland and neck bush. renew
shaft if necessary.
(9) Cut the first turn of packing to length, making sure that the ends are cut at 45
(scarfed). This may be done by wrapping the length of
packing around the shaft and marking it. Try this turn for
fit and if correct the remainder of turns may be cut using
the first turn as a guide.
(10) Place the first turn of packing in the stuffing box, pushing it to the bottom by
means of the packing followers supplied with the unit. Fit the remaining
turns below the lantern ring making certain that the scared joints are
staggered, using the packing followers to push each turn home.
(11) Fit lantern ring in place ensuring it is correctly positioned and follow up with
the remainder of the packing as above. The gland follower should enter the
box about 1/8 (3 mm), and is parallel. (Refer Fig. 6)
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 57
Mechanical Seals
Course Manual
NOTE:
Check that packing is not overflowing the stuffing box as this will cause jamming
of the follower.
(12) If the studs and nuts are steel, coat them with anti-seize grease and pull up
the gland follower using calipers to ensure it is square.
C- Functional Test
When a pump is run up for the first time after the gland has been repacked, a
careful watch must be kept to ensure that the gland does not overheat. The gland
must be adjusted as necessary to give a few drops of leakage every minute.
D- Calculations for Packing Rings
a
Diameter Of stuffing box =
Diameter of shaft
=
Size of packing required =
Depth Of stuffing box
Length of lantern ring
=
=
No of turns of packing required behind lantern ring =
No of turns of packing required in front of lantern ring =
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 58
Mechanical Seals
Course Manual
5.4 Practical Exercise Stuffing Box/ Shaft Measurements:
Carry out the following checks and measurements on the mechanical seal and
stuffing box for single stage centrifugal pump union, and compare with
maximum allowable limits.
No
.
1
2
3
4
5
6
IHRDC
Measurements
Actual
Pump shaft run out and
deflection lift.
Pump shaft endplay
Pump shaft sleeve
concentricity
Stuffing box concentricity
Stuffing box squareness
Misalignment on pump
coupling due to pipe strain
MS- M 01 (Rev. 0) 02 2 - 1999
Max.
Limits
Comments
0.002
0.002
0.002
0.004
0.003
0.004
Page- 59
Mechanical Seals
Course Manual
5. lapping, Carbon Ring
Hand lapping and polishing with a manual plate can be successfully accomplished
by anyone if the simple steps in this section are carefully followed.
The sealing face surface must first be examined to determine whether it is
repairable. If wear is 1/32in. (0.8mm) or more into the sealing surface or if there is
evidence of heat cracking on the sealing surface, the seal face should be discarded
and replaced.
Carbon Ring:
1. Prepare a slurry of one part coarse- grit abrasive and two parts mineral
seal oil.
2. After shaking the slurry, apply a small amount to the plate working
surface with a sweeping Motion, to distribute slurry evenly across the
entire surface.
3. Work the part in figure- eight pattern across the plate. Use the entire
plate surface to minimum plate flatness. Apply maximum down pressure
with the palm of the hand.
4. Continue working the part until the wear pattern has been removed.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 60
Mechanical Seals
Course Manual
Transparencies
Transp.
T-1
T-2
T-3
T-4
T-5
T-6
T-7
T-8
T-9
T-10
T-11
T-12
T-13
T-14
T-15
T-16
T-17
T-18
T-19
T-20
Description
Course objectives
Parts, mechanical seal
Parts, mechanical seal
Single mechanical seal construction
Hydraulic balance (1)
Hydraulic balance (2)
Seal face liquid film
Cooling circulation in mechanical seal
Testing double & Tandem seals
Double seal installation with axial flow
pumping ring.
Optional features for seals
Tandem mechanical seal
Bellow seal
Double & Tandem seal
Tandem mechanical seal parts
Installation of mechanical seals
Possible leakage paths in seals
Tandem seal for Tayssen pump
Piping schematic API plan-31
Single mechanical seal (John Crane)
Page
5
13
14
15
17
18
19
20
23
24
28
30
34
36
37
40
46
50
51
53
6. Lesson Plan
Trainer to follow these instructions:
- During the introduction, talk to the participants.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 61
Mechanical Seals
Course Manual
- Gauge their technical knowledge and ability to follow your language.
- Adjust your speed to match them.
- Pay individual attention in classroom and workshop.
- This course shall be conducted in five working days (30 Hrs), four
lessons to be Processed in four days as listed in lesson plans and course
final test shall be Conducted in fifth day.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 62
Mechanical Seals
Course Manual
Lesson One (6.0 Hrs)
Objectives:
Explain the seal function, components and operation.
Explain the circulation system for Mechanical Seal.
Understand the optional features for Seals.
Contents
Activity
D
E
F
IHRDC
Lesson (1_): Technical aspects of Mechanical Seals.
1.1 Principles of operation.
1.1.1 How do they work -----------------------.
1.1.2 Hydraulic balance --------------------.
1.2 Importance of fluid film stability ----------.
1.3 Circulation
1.3.1 Circulation in single seal --------------.
1.3.2 Circulation in double/ Tandem Seal.
1.3.2.1 Circulation of sealant.
1.3.2.2 Charging means.
1.3.2.3 Cooling means.
1.3.2.4 Pressuring the seal unit.
1.3.2.5 Barrier liquid condition.
1.3.2.6 Testing double/ Tandem Seals.
1.4 Optional Features
1.4.1 Safety bush.
1.4.2 Auxiliary sealing device.
1.4.3 Quench.
1.4.4 Circulation.
1.4.5 Impeller.
1.4.6 Multi- point injection.
1.4.7 Flushing.
1.5 Use of ancillaries
Lesson briefing
Free discussion
Assessment
Show T2 & T3 & T4
Show T5 & T6
Show T7
Show T8
Show T9
Show T10
Show T11
Show T12
Allow for 30 minutes
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 63
Mechanical Seals
Course Manual
Lesson One Assessment
(Part- A)
1- What is the function of the mechanical seal?
2- What is the function of the rotary seal ring packing (O-ring)?
3- How does the rotary seal ring packing (O-ring) maintain full-face contact
between the rotary and stationary seal ring?
4- Name the mechanical part which provides a cushion for the stationary seal ring
to maintain its squareness.
5- What is the function of the spring in the mechanical seal?
6- Define the hydraulic balance.
7- What is the relation between the face contact pressure and the fluid pressure in
the unbalanced mechanical seal?
8- Why is the seal face pressure is less than the pumped fluid pressure in a
balanced mechanical seal?
9- What is the effect of excessive heat on the liquid film stability in mechanical
seals.
10-
IHRDC
What will happen if a mechanical seal run dry.
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 64
Mechanical Seals
Course Manual
Lesson One Assessment
(Part- B)
11-
What are the causes of circulation in the mechanical seals?
12-
Why does the neck bush have a close clearance with the shaft?
13-
What does thermo- syphon circulation means?
14-
What is the difference between a double seal and a tandem seal.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 65
Mechanical Seals
Course Manual
Lesson One Assessment
(Part- C)
15-
What is the function of a throat bush in a pump?
16-
Why is the safety bush (throttle bush) manufactured from non- ferrous
metal?
17-
What is the use of an auxiliary sealing device?
18-
What is the main function of a quench feature?
19-
How much pressure of the quench medium is entering the seal plate?
20-
What is the function of the eyclone separator?
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 66
Mechanical Seals
Course Manual
Lesson Two (6.0 Hrs)
Objectives:
Identify balanced and unbalanced seals.
Explain double and Tandem Seals.
Contents
Activity
Lesson (2): Flexibox Seal Types.
2.1 Single seals- unbalanced
2.1.1 Single spring- unbalanced seal.
2.1.2 Multi spring- unbalanced seal.
2.2 Single Seals- balanced
2.2.1 Single spring- balanced seal.
2.2.2 Multi-spring- balanced seals.
2.3 Bellow Seals.
2.4 Multi Seals.
- Double Seals.
- Tandem Seals.
Demonstrate on seals at
workshop.
Show T13
Show T14 & T15
Demonstrate at work shop.
Explain types of seals
Lesson Briefing.
Review main topics
D
E
Free Discussion.
Assessment.
House Keeping the workshop, to be left clean and
tidy.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Allow for 30 minutes.
Page- 67
Mechanical Seals
Course Manual
Lesson Two Assessment
1. What is the multi-spring unbalanced seal designed for?
2. What is the general purpose metal below the seal designed for?
3. What is the multi-spring balanced seal designed for?
4. What is the relation between barrier fluid pressure and product pressure in the
double seals?
5. Which is higher in tandem seals, product pressure or barrier fluid pressure?
6. Explain why there is no contamination for the product in tandem seals.
7. Explain the double seal configuration.
8. Why does the barrier liquid have to compatible with the product in a double
seal?
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 68
Mechanical Seals
Course Manual
Lesson Three (6.0 Hrs)
Objectives:
Demonstrate Stuffing Box, shaft and shaft sleeve measurements.
Contents
Lesson (3): Installation.
3. Introduction.
Misalignment.
Eccentricity.
Hot alignment check.
Pipe strain.
3.1 Shaft run out, deflection left.
3.2 End play or shaft float.
3.3 Concentricity of sleeve.
3.4 Concentricity of stuffing box.
3.5 Squareness of stuffing box.
Hands-on Demonstration
Lesson Briefing.
D
E
F
Free Discussion.
Assessment.
Workshop Housekeeping.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Activity
Show T16
Workshop
Page- 69
Mechanical Seals
Course Manual
Lesson Three Assessment
1- What are the causes of seal failure during installation?
2- How can you check pipe strain?
3- How can you check the end float of the shaft?
4- What is the disadvatange of concentricity of the sleeve on the shaft?
5- What is maximum allowable run out of the seal sleeve?
6- What is maximum concentricity of a stuffing box?
7- How can you check the squareness of the stuffing box?
8- What is the maximum allowable limit for squareness?
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 70
Mechanical Seals
Course Manual
Lesson Four (6 Hrs)
Objectives:
Understand the causes of Seal Failure.,
Understand the symptoms, causes and remedy of Seal Leakage.
Contents
Lesson (4): Causes of Seal Failure
4.1 Vaporization -----------.
4.2 Dry running.
4.3 Abrasive in product.
4.4 Sluding/ bonding.
4.5 Coking.
4.6 Carbon ring erosion.
4.7 Face distortion.
4.8 Broken carbon sea ring.
4.9 o-ring extrustion.
4.10 o-ring overheating.
4.11 Sleeve damage.
4.12 Spring distortion.
4.13 Check list identifying causes of seal
leakage.
Lesson Briefing.
Free Discussion.
Assessment.
IHRDC
Activity
Show T7
Review the lesson in
brief.
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 71
Mechanical Seals
Course Manual
Lesson Four Assessment
1. What is vaporization?
2. What are the symptoms of dry running seals?
3. What is the cause of carbon ring erosion?
4. What are the causes of O-ring failure?
5. What is the result when the gland ring bolt tightens excessively or
unequally?
6. What is the effect when installing an improper seal gasket?
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 72
Mechanical Seals
Course Manual
Lesson Five (6.0 Hrs)
Objectives:
Remove, inspect and install tandem Mechanical Seal.
Remove, inspect and install single Mechanical Seal.
Remove, inspect and install soft packing.
Measure shaft, shaft sleeve and stuffing run outs.
Perform lapping on carbon ring.
Contents
Lesson (5): Hands-on Exercise at W/ S
Activity
5.1 Practical Exercise (Tandem Seal)
A. Mechanical Seal Data Sheet.
B. Sequence of assembly.
C. Measurements and checks prior to seal
installation.
D. Installation.
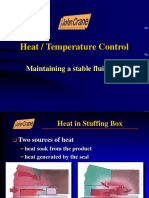
Demonstrate on multistage pump.
Show T18 & T19
5.2 Practical Exercise (Single Seal)
A. Removal.
B. Inspection.
C. Installation.
Demonstrate on submiserable pump.
Show T20
5.3 Practical Exercise (Soft packing)
A. Soft packed gland.
B. Re-packing.
C. Function Test.
D. Calculation for packing rings.
Demonstrate on single
stage centrifugal
pump.
5.4 Practical Exercise: Stuffing Box and Shaft
Measurement.
Lapping Carbon ring
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 73
Mechanical Seals
Course Manual
Answers:
Lesson One (Part-A)
1- Prevent leakage between the rotating shaft and the housing.
2- Prevent leakage between the shaft (or shaft sleeve) and the rotary seal ring.
3- Because it allows sufficient freedom of movement to the rotary seal ring.
4- Stationary seal ring packing (O-ring)
5- Maintain the initial seal face contact.
6- The relationship between the pressure being sealed and the seal face contact
pressure.
7- The face contact pressure is greater than the fluid pressure.
8- To allow a thicker fluid film between the faces, thus reducing wear.
9- Excessive heat may destroy the liquid film stability and leads to vaporisation.
10-
Excessive wear.
Lesson One (Part-B)
11-
1- Removal of heat from seal area.
2- Prevent sediment deposits.
3- Control the flow temperature.
12-
To increase the pressure in the stuffing box.
13-
Circulation flow between the seal chamber and header by means of height
and deferential temperature.
14-
For double seal:Barrier liquid pressure is greater than the product pressure.
For tandem seal:Barrier liquid pressure is smaller than the product pressure.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 74
Mechanical Seals
Course Manual
Answers
Lesson One (Part-C)
15.Protect against sudden seal failure.
16.To prevent sparking with the shaft in case of bearing failure.
17.Prevent leakage of the quenching medium from between the outer end of the
seal plate and the pump shaft.
18.To improve the function of the seal, by preventing a product build up on
atmospheric side of the seal. Also, to neutralise seal leakage for environmental
control or safety reasons.
19.One bar.
20.The cyclone separator is a device used to remove solids continuously from the
circuits, using the centrifugal force.
Lesson Two
1- For application where seal length is critical and for dual rotation or when
reverse rotation is anticipated.
2- An excellent alignment capabilities.
Very low specific face loads.
3- For application where the reverse rotation is anticipated.
4- Barrier fluid pressure higher than product pressure.
5- Product pressure.
6- Because the leak-if occurs- form the product to the barrier fluid.
7- The double seal arranged back to back, to maintain a liquid barrier between the
pumped product a barrier fluid.
8- Because the leak-if occurs- will be from barrier liquid to the product.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 75
Mechanical Seals
Course Manual
Lesson Three
1. Misalignment, Eccentricity, Thermal Groth and Pipe Strain
2. Mount to dial indicators on the coupling at 12 & 3 oclock as a preparation of
for alignment. Zero dial indicators. Unbolt the pipe work and observe the
movement of dial. If more than 0.1 mm, you have to adjust pipe work.
3. Using dial indicator at the shaft shoulder axially, push shaft as for as it will go
and zero dial indicator. Push to the other side again and record the reading
should not exceed 0.05mm.
4. It develops wash and tracking at he seal face which causes variation in fluid
film thickness.
5. 0.05 mm.
6. 0.1 mm.
7. Attached a clamp on shaft and dial indicator axially on stuffing box. Rotate
shaft and record dial indicator reading.
8. 0.08 mm.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 76
Mechanical Seals
Course Manual
Answers
Lesson Four
1- Vaporisation occurs when heat generated at the faces is not removed
effectively. The stable interface liquid film change into vapour condition.
2- 1- Severe wear and grooving of stationary seal ring.
2- Metal seal ring shows scoring.
3- O-ring hardened and cracking.
3- When differential pressure across mechanical seal is too great.
4- Extrusion and over heating.
5- Distortion which leads to seal face leakage.
6- It will affect the seal setting, and the spring load imposed on the seal, thus
liquid film thickness.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 77
Mechanical Seals
Course Manual
Final Assessment (Classroom)
Question:
1. Identify the basic components of a single mechanical seal, and explain the
function for each.
2. Define the hydraulic balance.
3. Define the unbalanced mechanical seal.
4. Define vaporization in mechanical seal.
5. List the types of pumping for circulating the sealant in Tandem seals.
6. Explain the Thermo- syphon circulation method in Tandem seals.
7. What is the difference in operation between double and Tandem seals.
8. Explain two of the safety features:- Safety Bush Quench Impeller - Flushing
9. What is the function of cyclone separator in circulating system.
10.Explain how to correct pipe strain to avoid mechanical seal problems.
11.Explain the cause and remedy for the seal drips steadily.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 78
Mechanical Seals
Course Manual
Answers:
1. a. Stationary seal ring: The seal face of the Mechanical Seal.
b. Stationary Seal Ring Packing: Prevent leakage between stationary seal ring
and gland housing.
c. Rotary Seal Ring: The seal face.
d. Rotary Seal Ring Packing: Prevent leakage between rotary seal ring and
the shaft.
e. Spring: To maintain the initial seal face contact.
2. The relation ship between the pressure being sealed and the seal face contact
pressure.
3. The unbalanced seal is the seal in which the seal face contact pressure is greater
than the fluid pressure.
4. The case of loosing a liquid film between the seal faces. The vaporisation at the
stuffing box destroy the fluid film stability.
5. a By using a pump and relief valve.
b. Thermo-syphon circulation method.
c. By using an impeller or pumping ring, fixed to the rotating sealing ring or
pump shaft in side the sealhousing.
6. This Thermo-syphon circulation method depends on the height of the
circulating header and the differential temperature, to make the circulating
flow.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 79
Mechanical Seals
Course Manual
Answers:
7. Double seal barrier liquid pressure is greater than the pressure of liquid being
sealed.
Tandem seal barrier liquid pressure is lower than the pressure of liquid being
sealed.
8. Safety Bush: the close clearance of safety bush prevents severe leakage in the
case of seal failure.
Quench: This type of cooling, is used to:
- Prevent a product build up on the atmospheric side of rotary seal ring.
- Prevent leakage to atmosphere due to safety reasons.
Impeller: A feature used to circulate the barrier liquid in Tandem Seal. The
impeller is mounted on the rotating ring of mechanical seal.
Flushing: used to prevent settling of sediments, abrasives on the seal faces.
9. To remove solids continuously from the circulating system it uses a centrifugal
force to extract the dense solids and flushes it away to the dirty outlet.
10.Attach two dial indicators on a fixed foundation, and anvils on the coupling
hub of the pump at 3.00 and 12.00 Oclock.
Disconnect the suction and discharge pipings of the pump.
If there is a reading more than .002 inch on the dial indicators, you have to
correct the piping.
11.
Cause
Remedy
Faces not flat or thermally distorted Check installation improve cooling
lines
Check gland tightening
Check gland gasket check seal
faces for abrasive materials re-lap
carbon ring
Secondary seal scratched
Replace
Spring failure
Replace
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 80
Mechanical Seals
Course Manual
Final Assessment (Practical)
1. Remove and install Single Mechanical Seal.
2. Remove and install Tandem mechanical Seal
3. Remove and install soft packing.
4. Measure shaft, shaft sleeve and stuffing box run outs, end play and
squareness.
5. Perform lapping for carbon ring.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 81
Mechanical Seals
Course Manual
APPENDIX _ A
Installation Instructions
For BW Seals Type
Double UHT 5500-FNAN
BW Seals Order Number
841182
Al Furat Petroleum Company
Omar
Syria
Plant Item No. 220 A/ B/ C/ D.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 82
Mechanical Seals
IHRDC
Course Manual
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 83
Mechanical Seals
IHRDC
Course Manual
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 84
Mechanical Seals
IHRDC
Course Manual
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 85
Mechanical Seals
Course Manual
GENERAL
Prior to installing the seal make sure the pump is in a sound mechanical condition.
Please refer to the general instruction leaflet and/or the pump manufacturers
instructions for this purpose.
This seal can be assembled into a cartridge and be set by means of setting plates, a
setting check is therefor not required.
The use of silicon grease is generally recommended to lubricate gaskets. If not
compatible to the pumped product, substitute with suitable lubricant which is
compatible with both gasket material and product. The lubrication of the seal faces
is not recommended.
Use anti seize compound on all fasteners holding stationary components and
Loctite TM retaining compound on all fasteners holding dynamic components.
Care must be taken when handling the seal faces so as to avoid damage and
consequential excessive leakage.
The following instructions refer to assembly drawing A1N00944 A
CAUTION
These assembly and installation instructions have been written by personnel with
in excess of 20 years field experience. It should be noted however that the
instructions were written without the actual seal being available for assembly.
It is therefore, in rare instances, possible that the assembly sequence arid/or
method may differ slightly from that described below.
PREPARATION
Prior to undertaking seal assembly observe the following general rules.
1)
Ensure all re-useable seal parts are thoroughly cleaned
before commencing assembly.
Shaft must be free of scratches and burrs.
Remove sharp edges on steps, threads, relieves and key ways over
which the shaft sleeve gasket must pass.
2)
Check whether all required components are available.
Leave parts in protective wrapping until needed, to avoid damaging.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 86
Mechanical Seals
Course Manual
3)
Use lint-free tissue and quick drying solvent to clean seal faces.
4)
Make sure piping is checked for cleanliness and/or blockage prior to
(re)connecting.
Pre Assembly Of Stationary Components
(Inner flange) flange
1
Lightly grease and fit gasket (S71) to groove on outside diameter of
adapter ring (S41).
2)
Insert adapter ring into (inner) flange (S11) in such a way that the dimples
in the adapter ring align with the threaded holes in the flange.
3)
Insert (3 off) set screw (S57-1) into threaded holes in flange ensuring the
dog point engages the dimples in the adapter ring. Set screws should not be
over tightened (finger tight).
4)
Insert (3 off) set screw (S57) into threaded holes in flange and tighten
securely against set screws previously installed.
5)
Place (12 off) spring (S16) into pockets provided in flange.
6)
Lightly grease and fit backing ring (S44-1) into backing ring (S44).
7)
Lightly grease and fit gasket (S53) to backing ring (S44) so that it rests
against backing ring (S44-1).
8)
Lightly grease and fit gasket (S13) to dove tail groove in backing ring
(S44) and wipe off excess grease.
9)
Place seal face (S14) onto backing ring in such away that slots in outside
diameter of face align with holes in backing ring.
10)
Carefully, so as not to damage seal face, lower lock ring (S124) over seal
face/backing ring, engaging anti rotation notches into slots in face.
11)
Lightly grease and insert (3 off) lock pin (S5) into holes provided in lock
ring/backing ring.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 87
Mechanical Seals
Course Manual
12) Carefully introduce backing ring sub assembly into flange/adapter ring
assembly ensuring gasket (S53) and backing ring (S44-1) are properly
located and that heads of lock pins engage slots in flange.
Depress backing ring sub assembly several times to check for free movement.
Protect face whilst doing so.
13)
Insert inner ring (S140) into flange so that pin engages notch in (inner)
flange.
14)
Grease and fit (2 off) gasket (S18) to grooves provided in inner and outer
faces of flange.
This completes the assembly of the inner flange. Set aside and protect from dirt
and damage.
Assembly Of Seal Cartridge/Outer Flange
1
Fit flange bushing (S24) to recess provided in outer face of flange
(S 11 -1)(S1 1-2) and secure by means of snap ring (S1 11).
2)
Fit (3 off) setting plate (S103) to flange by means of cap screws (S40-2).
Cap- screws may be left finger tight.
3)
Place flange, inner face up on a clean work surface and insert (12 off)
spring (S16) into pockets provided.
4)
Lightly grease and fit backing ring (S44-1) into backing ring (S44).
5)
Lightly grease and fit gasket (S53) to backing ring (S44) so that it rests
against backing ring (S44-1).
6)
Lightly grease and fit gasket (S13) to dove tail groove in backing ring
(S44) and wipe of excess grease.
7)
Place seal face (S 14) onto backing ring in such away that slots in outside
diameter of face align with holes in backing ring.
8)
Carefully, so as not to damage seal face, lower lock ring (S 124) over
seal face/backing ring engaging anti rotation notches into slots in face.
9)
Lightly grease and insert (3 off) lock pin (S5) into holes provided in lock
ring / backing ring.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 88
Mechanical Seals
10)
Course Manual
Carefully introduce backing ring sub assembly over shoulder on flange so
that it rests against the springs whilst ensuring gasket (S53) and backing
ring (S44-1) are properly located.
Depress backing ring several times to check for free movement. Protect face
whilst doing so.
11)
Place seal cartridge (S42) (S42-1) inner face down on a clean work
surface.
12)
Grease and fit gasket (S18) to groove in outer face of cartridge.
13)
Carefully insert flange/backing ring sub assembly into cartridge so that
heads of lock pins engage groove in cartridge.
14)
Secure cartridge and flange together by means of (2 off) cap screw (S40-1)
whilst making sure that the various connection on flange and cartridge are
correctly located in relation to one and other (see assembly drawing view
'A').
IMPORTANT NOTE:
The (outer) flange and cartridge are handed and care should be taken to bring the
correct parts for drive- and non drive end seals together. Please consult the bill of
material for the matching part numbers.
This completes the assembly of the (outer) flange/cartridge. Set aside and protect
from dirt and damage.
Assembly of Complete Seal.
IMPORTANT NOTE:
Like the (outer) flange and cartridge, the shaft sleeve is also handed and care
should be taken to bring the correct parts for drive- and non drive end seals
together. Please consult the bill of material for the matching part numbers.
1) Place shaft sleeve inner end down on a clean work surface.
2) Grease and fit gasket (S76) to dove tail groove in landing area for the
(outer) rotating seal face. Wipe off excess grease.
3) Place (rotating) seal face (S15) into shaft sleeve ensuring drive pins
engage notches.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 89
Mechanical Seals
4)
Course Manual
Ensure both faces of the outer seal are clean and invert (outer)
flange/cartridge sub assembly so that seal face is facing down.
5) Very carefully introduce flange/cartridge sub assembly over shaft
sleeve making sure the seal face does not contact the shaft
6)
7)
Once the faces are in contact depress springs slightly so that setting
plates can be advanced into groove in shaft sleeve.
Secure setting plates by means of cap screws.
Note: in order facilitate easy assembly of the seal into the pump 4t is
advisable at this stage to align the key way in the shaft sleeve with
connection (B0) at the 12 o'clock position on the outer flange.
IHRDC
8)
Carefully rotate flange/cartridge/shaft sleeve sub assembly and rest
on clean work surface on outer end of shaft sleeve.
9)
Grease and fit gasket (S76) to dove tail groove in landing area for the
(inner) rotating seal face. Wipe off excess grease.
10)
Place (rotating) seal face (S 15) into shaft sleeve ensuring drive pins
engage notches. A small dot of grease applied to each of the three
drive notches will keep the face in place during the next assembly
step. Do make sure that none of the grease gets on the sealing face.
11)
Place the outer flange/ cartridge/ shaft sleeve sub assembly with its
centre line in a horizontal position and with the inner end of the shaft
sleeve protruding over the work bench. Wedge the assembly so that it
can not start rolling.
12)
Ensure both faces of the inner seal are clean and hold inner seal sub
assembly with its centre line in a horizontal position.
13)
Very carefully introduce inner seal sub assembly over shaft sleeve
making sure the seal face does not contact the shaft sleeve.
14)
Secure inner seal sub assembly to cartridge by means of (2 off) cap
screw (S40) whilst making sure that the connection on flange
correctly located in relation to those on the cartridge/outer flange sub
assembly (see assembly drawing view 'A').
15)
Grease and fit gasket (S l g) to groove on inside diameter of shaft
sleeve.
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 90
Mechanical Seals
Course Manual
16)
Insert (3 off) set screws into sleeve nut (S20) but do not allow them to
protrude into bore of same.
17)
Apply a thin coat of anti seize compound to thread at outer end of
shaft sleeve and fit sleeve nut to shaft sleeve
The seal is now ready for installation in the pump.
Installation
1)
Remove 2 off studs from stuffing box face 180* apart and fit 2 off guide
bars (non BW supply) to stuffing box face.
2)
Ensure stuffing box and shaft are clean free of sharp edges and other
damage.
Lightly grease or oil shaft and stuffing box bore to facilitate easy
installation.
3)
Rotate shaft with key in 12 o'clock position. Carefully bring seal assembly
over shaft and onto guide bars. Bolt seal onto stuffing box face evenly and
squarely.
Note I: ensure that each seal is fitted to the correct end of the pump
Note II : ensure the connections on the seals are correctly located in
relation to the pump and the connecting piping.
4)
Remove guide bars. Refit studs and tighten remaining 2 nuts.
5)
Screw sleeve nut onto shaft sleeve until it comes to a stop (do not force).
6)
Place split ring retainer (Weir Pumps supply) over shaft against sleeve nut
and insert split rings (Weir Pumps supply) into groove in pump shaft at
outer end of shaft sleeve.
7)
Back off sleeve nut/retainer so far that split ring is retained but not fully
confined.
8)
Complete the pump build up in the normal manner.
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 91
Mechanical Seals
Course Manual
9)
When the shaft is held in its running position by means of the thrus bearing
the setting plates locate the shaft sleeve in the correct position in relation to
the stationary assembly.
10)
"Unscrew" sleeve nut until it holds the retainer and split ring in position. Do
not over tighten sleeve nut against retainer as this will warp the setting
plates.
11)
Tighten set screws in the sleeve nut securely to torque values shown on the
assembly drawing.
12)
Retract setting plates and secure in "disengaged position".
Piping
1)
Connect piping as per separate instructions.
2)
Always ensure piping is clean and unobstructed prior to installation.
3)
Make sure seal cavity and piping are adequately vented prior to start up.
4)
Always ensure the seal is pressurised before the pump casing and do not
de-pressurise the seal before the pump casing has been depressurised and
vented
IHRDC
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 92
Mechanical Seals
IHRDC
Course Manual
MS- M 01 (Rev. 0) 02 2 - 1999
Page- 93
También podría gustarte
- Mechanical SealDocumento127 páginasMechanical SealVivek Rathod83% (18)
- Mechanical Seal Principles Manual - Chapter 1Documento28 páginasMechanical Seal Principles Manual - Chapter 1avciayAún no hay calificaciones
- Mechanical SealDocumento53 páginasMechanical SealTg TarroAún no hay calificaciones
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowDe EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowCalificación: 2 de 5 estrellas2/5 (1)
- Mechanical Seals Failure, Causes and Its RemediesDocumento26 páginasMechanical Seals Failure, Causes and Its RemediesFaruque Khan Yumkhaibam100% (6)
- Pump Wisdom: Problem Solving for Operators and SpecialistsDe EverandPump Wisdom: Problem Solving for Operators and SpecialistsAún no hay calificaciones
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreDe EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreAún no hay calificaciones
- Mechanical SealsDocumento107 páginasMechanical Sealsseaqu3st100% (2)
- Operator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesDe EverandOperator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesCalificación: 5 de 5 estrellas5/5 (3)
- Practical Introduction to Pumping TechnologyDe EverandPractical Introduction to Pumping TechnologyCalificación: 5 de 5 estrellas5/5 (1)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineDe EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineCalificación: 5 de 5 estrellas5/5 (1)
- Mechanical Seal Application (Eagleburgmann)Documento30 páginasMechanical Seal Application (Eagleburgmann)Jai-Hong ChungAún no hay calificaciones
- Mechanical Seal Installation InstructionDocumento4 páginasMechanical Seal Installation InstructionSandi AslanAún no hay calificaciones
- Operator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowDe EverandOperator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowAún no hay calificaciones
- Mechanical Seal AramcoDocumento18 páginasMechanical Seal AramcoMohamed AbdelsalamAún no hay calificaciones
- Mechanical SealsDocumento3 páginasMechanical Sealsapi-3848429100% (2)
- Session-6 - Mechanical SealsDocumento83 páginasSession-6 - Mechanical SealsPankaj SharmaAún no hay calificaciones
- Mechanical Seal FailuresDocumento40 páginasMechanical Seal Failuressharbour71100% (6)
- Mechanical SealDocumento20 páginasMechanical Sealparchure123100% (3)
- Mechanical Seal Presentation (2009)Documento28 páginasMechanical Seal Presentation (2009)LelosPinelos123100% (5)
- 3-Day Gen Open 112003 5a (Compatibility Mode)Documento111 páginas3-Day Gen Open 112003 5a (Compatibility Mode)api-3703348100% (1)
- Technical Presentation - Mechanical SealsDocumento54 páginasTechnical Presentation - Mechanical SealsAlen Koo100% (2)
- Mechanical SealsDocumento9 páginasMechanical SealsAbubakar Siddiq100% (1)
- Practical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansDe EverandPractical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansCalificación: 4 de 5 estrellas4/5 (8)
- Prepared By: PESB Technical Service Department (2019)Documento60 páginasPrepared By: PESB Technical Service Department (2019)ASY178100% (4)
- Heat / Temperature Control: Maintaining A Stable Fluid FilmDocumento94 páginasHeat / Temperature Control: Maintaining A Stable Fluid FilmBradley Nelson100% (1)
- Lubrication Tactics for Industries Made Simple, 8th Discipline of World Class Maintenance Management: 1, #6De EverandLubrication Tactics for Industries Made Simple, 8th Discipline of World Class Maintenance Management: 1, #6Calificación: 5 de 5 estrellas5/5 (1)
- Pneumatic and Hydraulic Components and Instruments in Automatic Control: Proceedings of the IFAC Symposium, Warsaw, Poland, 20-23 May 1980De EverandPneumatic and Hydraulic Components and Instruments in Automatic Control: Proceedings of the IFAC Symposium, Warsaw, Poland, 20-23 May 1980H. J. LeskiewiczCalificación: 1 de 5 estrellas1/5 (1)
- Mechanical Seal Failure Troubleshooting Guide: Bell & Gossett Centrifugal PumpsDocumento18 páginasMechanical Seal Failure Troubleshooting Guide: Bell & Gossett Centrifugal Pumpsmasterplumber100% (2)
- Forsthoffer’s Component Condition MonitoringDe EverandForsthoffer’s Component Condition MonitoringCalificación: 4 de 5 estrellas4/5 (2)
- Centrifugal Pump OverloadingDocumento2 páginasCentrifugal Pump OverloadingAbdul AlimAún no hay calificaciones
- Mechanical SealDocumento15 páginasMechanical SealTinu Paul Jepin100% (2)
- Machinery Component Maintenance and RepairDe EverandMachinery Component Maintenance and RepairCalificación: 5 de 5 estrellas5/5 (1)
- Know and Understand Centrifugal PumpsDe EverandKnow and Understand Centrifugal PumpsL. BachusCalificación: 4 de 5 estrellas4/5 (1)
- SealsDocumento118 páginasSealsBalachandar Sathananthan0% (1)
- Seal FailureDocumento17 páginasSeal Failurenikita100% (3)
- Flowserve SealDocumento71 páginasFlowserve SealThiMinhKhuyen100% (2)
- Mechanical SealsDocumento54 páginasMechanical Sealsajitkk79100% (2)
- Seal Install HandbookDocumento12 páginasSeal Install HandbookEdgar CanelasAún no hay calificaciones
- Different Types of Mechanical SealDocumento20 páginasDifferent Types of Mechanical SealGlobe Star Engineers Pvt Ltd63% (8)
- Mechanical SealDocumento22 páginasMechanical Sealkamal arabAún no hay calificaciones
- Mechanical Seal PresentationDocumento48 páginasMechanical Seal Presentationsathesh100% (6)
- Seal Chamber Pressure PDFDocumento10 páginasSeal Chamber Pressure PDFJ.SIVIRA50% (2)
- Mechanical Seal - Eagle BurgmanDocumento149 páginasMechanical Seal - Eagle BurgmanAmol Patki71% (7)
- PRESENTATION ON MECHANICAL SEALS 20160110 (Compatibility Mode) PDFDocumento130 páginasPRESENTATION ON MECHANICAL SEALS 20160110 (Compatibility Mode) PDFAnonymous q9eCZHMuSAún no hay calificaciones
- Bearing SelectionDocumento5 páginasBearing SelectionSantosh Kumar VishwakarmaAún no hay calificaciones
- Mechanical SealsDocumento2 páginasMechanical Sealscuraaj100% (1)
- Mechanical Seal PDFDocumento91 páginasMechanical Seal PDFOmar ElhadyAún no hay calificaciones
- 1 - SealbasicsDocumento72 páginas1 - SealbasicsdhasdjAún no hay calificaciones
- Mechanical SealDocumento50 páginasMechanical SealKaler Soto Peralta100% (1)
- Mechanical Seal Face MaterialsDocumento19 páginasMechanical Seal Face MaterialsKamlesh Kamlesh Etwaro100% (1)
- Seal Reliability and Failure AnalysisDocumento41 páginasSeal Reliability and Failure Analysiskarioke mohaAún no hay calificaciones
- Understanding Mechanical SealsDocumento42 páginasUnderstanding Mechanical SealsMUHAMMAD SOHAIB UR REHMANAún no hay calificaciones
- G 3CPF 1331 955 0302 - 0Documento1 páginaG 3CPF 1331 955 0302 - 0Anthony MayAún no hay calificaciones
- G 3CPF 1331 952 0001 - 0Documento1 páginaG 3CPF 1331 952 0001 - 0Anthony MayAún no hay calificaciones
- L&T Hydrocarbon Engineering: Approved For ConstructionDocumento6 páginasL&T Hydrocarbon Engineering: Approved For ConstructionAnthony MayAún no hay calificaciones
- RPT ComputersDocumento4 páginasRPT ComputersAnthony MayAún no hay calificaciones
- Z03 AersqDocumento6 páginasZ03 AersqAnthony MayAún no hay calificaciones
- Equipment Service Manuals DIS201: Frame 9fa Gas Turbine Pulse Filtration System A040Documento46 páginasEquipment Service Manuals DIS201: Frame 9fa Gas Turbine Pulse Filtration System A040Anthony MayAún no hay calificaciones
- 110 T 8069Documento8 páginas110 T 8069Anthony MayAún no hay calificaciones
- Fi Chier 0005Documento7 páginasFi Chier 0005Anthony MayAún no hay calificaciones
- ADR ColdStartDocumento1 páginaADR ColdStartAnthony MayAún no hay calificaciones
- Alignment Module.Documento64 páginasAlignment Module.Anthony MayAún no hay calificaciones
- Lubrication and Bearing Module.Documento64 páginasLubrication and Bearing Module.Anthony MayAún no hay calificaciones
- Project Report Final-1Documento33 páginasProject Report Final-1Sahil ChelatAún no hay calificaciones
- Applsci 08 01960 PDFDocumento17 páginasApplsci 08 01960 PDFphillynovitaAún no hay calificaciones
- Ras Al Khaimah Cement CompanyDocumento351 páginasRas Al Khaimah Cement CompanyHerwin NavarreteAún no hay calificaciones
- HACCP Manual For Grape Packing Jan-2019Documento33 páginasHACCP Manual For Grape Packing Jan-2019Juan Antonio Sono Fernandez0% (1)
- Bab 4 ObjektifDocumento9 páginasBab 4 ObjektifFida NordinAún no hay calificaciones
- Process Pipeline Repair ClampsDocumento4 páginasProcess Pipeline Repair ClampsHeru SuryoAún no hay calificaciones
- Solutios, Solutions of Non Electrolyte - 2019-2020 v2Documento80 páginasSolutios, Solutions of Non Electrolyte - 2019-2020 v2hazo hazAún no hay calificaciones
- Urea UV Freeze DriedDocumento1 páginaUrea UV Freeze DriedJanos ImreAún no hay calificaciones
- SA 516M GR 485: If Actual Thickness of Head After Forming 9 MMDocumento2 páginasSA 516M GR 485: If Actual Thickness of Head After Forming 9 MMMehta MehulAún no hay calificaciones
- 1 - Toxic GasesDocumento19 páginas1 - Toxic GasesxIRONxWOLFxAún no hay calificaciones
- Oxidation and Reduction Reactions in Organic ChemistryDocumento9 páginasOxidation and Reduction Reactions in Organic ChemistryTarun Lfc Gerrard100% (1)
- Abilify Maintena Epar Public Assessment Report enDocumento70 páginasAbilify Maintena Epar Public Assessment Report enWara RizkyAún no hay calificaciones
- Spectrochimica Acta Part A: Molecular and Biomolecular SpectrosDocumento4 páginasSpectrochimica Acta Part A: Molecular and Biomolecular SpectrosSyafrian AzmiAún no hay calificaciones
- Anti-Aromatase Activity of Phytochemicals in White Button Mushrooms (Agaricus Bisporus)Documento10 páginasAnti-Aromatase Activity of Phytochemicals in White Button Mushrooms (Agaricus Bisporus)Nimra Naveed ShaikhAún no hay calificaciones
- Astm C 295-2019Documento9 páginasAstm C 295-2019Mohammed Ali100% (1)
- 0653 - w12 - QP - 11 (Combined)Documento20 páginas0653 - w12 - QP - 11 (Combined)MCHAún no hay calificaciones
- Hemodialysis Medical Supply and MedicationDocumento10 páginasHemodialysis Medical Supply and Medicationsiuagan.jayveeAún no hay calificaciones
- ESAB Welding & Cu Ing Products: A515 516 4 In. Thick 2 In. Root GapDocumento1 páginaESAB Welding & Cu Ing Products: A515 516 4 In. Thick 2 In. Root Gapalok987Aún no hay calificaciones
- Panchakanya Structural SteelDocumento5 páginasPanchakanya Structural Steelkabira12Aún no hay calificaciones
- Paper 1Documento295 páginasPaper 1Shreyas TiwariAún no hay calificaciones
- Protons, Neutrons, and Electrons Practice WorksheetDocumento3 páginasProtons, Neutrons, and Electrons Practice WorksheetAnthony Gio L. AndayaAún no hay calificaciones
- ChE461-Course Outline and Teaching ScheduleDocumento2 páginasChE461-Course Outline and Teaching ScheduleAl JawadAún no hay calificaciones
- The Birth of The Lithium-Ion BatteryDocumento4 páginasThe Birth of The Lithium-Ion Batterytamilmuthu100% (1)
- HVAC Design For Pharmaceutical FacilitieDocumento62 páginasHVAC Design For Pharmaceutical FacilitieHai PhanAún no hay calificaciones
- Manual On Pavement Design PDFDocumento31 páginasManual On Pavement Design PDFAnil Kumsr T B100% (3)
- Lesson Plan in Advanced Chemistry AlcohoDocumento17 páginasLesson Plan in Advanced Chemistry AlcohoGlaiza Mapute CaringalAún no hay calificaciones
- Ets InternacionalDocumento72 páginasEts InternacionalRicardo MarquesAún no hay calificaciones
- Iron Oxide NanoparticlesDocumento25 páginasIron Oxide NanoparticlesGöksun GüvenAún no hay calificaciones
- Folder GluingDocumento3 páginasFolder GluingSyed Mujtaba Ali Bukhari100% (1)
- Lin Jingwei - A Nomadic Furniture For College StudentsDocumento129 páginasLin Jingwei - A Nomadic Furniture For College StudentsAarish Netarwala100% (2)