También podría gustarte
- Pi Sup 02a Rev1Documento39 páginasPi Sup 02a Rev1Luis AndradeAún no hay calificaciones
- Planos AS-BUILDING edificio vivienda garajeDocumento3 páginasPlanos AS-BUILDING edificio vivienda garajemavane25Aún no hay calificaciones
- Diseño de Tuberías UPFALCÓNDocumento39 páginasDiseño de Tuberías UPFALCÓNJhalin GutierrezAún no hay calificaciones
- Mantenimiento líneas eléctricas Riviera JulaDocumento11 páginasMantenimiento líneas eléctricas Riviera JulaAlexis MontelongoAún no hay calificaciones
- Trabajo Topografia FinalDocumento22 páginasTrabajo Topografia Finalcristian alfredo escobar iturraAún no hay calificaciones
- Anexo A Especificaciones Tecnicas Proyecto Comedor y Baños 2013Documento7 páginasAnexo A Especificaciones Tecnicas Proyecto Comedor y Baños 2013Yudarli Carolina Rodriguez de LossadaAún no hay calificaciones
- Instalaciones eléctricas y manual MallplazaDocumento48 páginasInstalaciones eléctricas y manual MallplazaXergio Rodriguez EcheniqueAún no hay calificaciones
- Informe Plan Ahorro CORPOELECDocumento9 páginasInforme Plan Ahorro CORPOELECalfnohayproblem100% (1)
- Cuadernillo 0 Memoria Explicativa - OkDocumento8 páginasCuadernillo 0 Memoria Explicativa - OkricardoAún no hay calificaciones
- Mapa ConceptualDocumento1 páginaMapa ConceptualEdwin Robles Orozco100% (1)
- Manuales de Mantenimiento de ObrasDocumento8 páginasManuales de Mantenimiento de ObrasElias Farfan SeijasAún no hay calificaciones
- Análisis Órdenes de Trabajo de Mantenimiento PDFDocumento28 páginasAnálisis Órdenes de Trabajo de Mantenimiento PDFHenrry LingAún no hay calificaciones
- Fundamento TeoricoDocumento13 páginasFundamento Teoricocaroldelgado10Aún no hay calificaciones
- Trabajo Construcción IIDocumento26 páginasTrabajo Construcción IIYisnervys Rojas SeniiorAún no hay calificaciones
- Memoriaria Descriptiva y de CálculoDocumento15 páginasMemoriaria Descriptiva y de CálculoKenny RomeroAún no hay calificaciones
- La Ley de Sitter o Ley de Los 5Documento1 páginaLa Ley de Sitter o Ley de Los 5Fidias Antonio Marco GranellAún no hay calificaciones
- Memoria Tecnica - RASDocumento14 páginasMemoria Tecnica - RASBoris CaprilesAún no hay calificaciones
- Carga AdmisibleDocumento29 páginasCarga Admisiblehenry_trejoAún no hay calificaciones
- MantenimientoNFPA25Documento5 páginasMantenimientoNFPA25alberto valencia100% (1)
- Plan de Trabajo Armado de PlataformaDocumento6 páginasPlan de Trabajo Armado de PlataformaEdgar Calsina EstañaAún no hay calificaciones
- Ir-Pr-Civ-09, Rev 0. Construcción de TanquillaDocumento7 páginasIr-Pr-Civ-09, Rev 0. Construcción de Tanquillakengely24Aún no hay calificaciones
- INFORME FINAL FyX PINTURA TROPICALESDocumento6 páginasINFORME FINAL FyX PINTURA TROPICALESFrank GuimaraesAún no hay calificaciones
- MTI-Manual para La Revisión de Estudios Hidrotécnicos de Drenaje MenorDocumento99 páginasMTI-Manual para La Revisión de Estudios Hidrotécnicos de Drenaje MenorJonathan Alexis Castro García100% (1)
- Guía 03 - UrbanismoDocumento40 páginasGuía 03 - UrbanismoSonia Alejandra LopezAún no hay calificaciones
- Calculo de Toma DomiciliariaDocumento6 páginasCalculo de Toma DomiciliariaDazzh Diiegiin Beerliin CruzzAún no hay calificaciones
- PlandeRescateunidad BPCPUENTE GRUADocumento7 páginasPlandeRescateunidad BPCPUENTE GRUAOscar Diaz DAún no hay calificaciones
- Brochure Curso Supervisión Técnica 2019 Camacol CaldasDocumento9 páginasBrochure Curso Supervisión Técnica 2019 Camacol CaldasJAIRCOLOMBIAAún no hay calificaciones
- Grundfosliterature 886Documento96 páginasGrundfosliterature 886mecatronico87Aún no hay calificaciones
- Introducción Al Plan de Mantenimiento Del Buque (Parte 2)Documento11 páginasIntroducción Al Plan de Mantenimiento Del Buque (Parte 2)Esteban GallardoAún no hay calificaciones
- Diseño y Calculo Estructural de Caseta y Base para Bombas Del Sistema Contra Incendio de La Planta Barcel LagunaDocumento13 páginasDiseño y Calculo Estructural de Caseta y Base para Bombas Del Sistema Contra Incendio de La Planta Barcel LagunaVictor Alfonso Lopez OrtegaAún no hay calificaciones
- DCMMT100 PDFDocumento8 páginasDCMMT100 PDFEduardo RamAún no hay calificaciones
- Lagunas de EstabilizacionDocumento33 páginasLagunas de EstabilizacionGregorio Saavedra PenaAún no hay calificaciones
- Memoria Descriptiva Ms-9200udls Fire-LiteDocumento17 páginasMemoria Descriptiva Ms-9200udls Fire-LiteIvan BarcenasAún no hay calificaciones
- RFE OM MT TIN 0005 Rev - A Instructivo Compresor de AireDocumento5 páginasRFE OM MT TIN 0005 Rev - A Instructivo Compresor de AireVictor Raul Falla FallaAún no hay calificaciones
- CFE 00J00-52 Red de Uesta A Tierra para Estructura de Líneas de Transmisión Aéreas de 69 KV A 400 KV en ContrucciónDocumento5 páginasCFE 00J00-52 Red de Uesta A Tierra para Estructura de Líneas de Transmisión Aéreas de 69 KV A 400 KV en ContrucciónCarlos AvendañoAún no hay calificaciones
- Catalogo BIOPLASTICDocumento1 páginaCatalogo BIOPLASTICOficina TecnicaCementa100% (1)
- Especificaciones Técnicas de Montaje Subestaciones GTP-ETMSE-38Documento58 páginasEspecificaciones Técnicas de Montaje Subestaciones GTP-ETMSE-38Juan CasoAún no hay calificaciones
- Plan de Mantenimiento Hospitalario 2020 PDFDocumento23 páginasPlan de Mantenimiento Hospitalario 2020 PDFdario sernaAún no hay calificaciones
- Instalaciones SanitariasDocumento15 páginasInstalaciones SanitariasccootoAún no hay calificaciones
- Diseño redes acueducto y alcantarillado Proyecto Usme II IdipronDocumento129 páginasDiseño redes acueducto y alcantarillado Proyecto Usme II IdipronCarlos ÑañezAún no hay calificaciones
- Modelo Propuesta de Plan Preventivo PDFDocumento10 páginasModelo Propuesta de Plan Preventivo PDFJay Doson MaurinAún no hay calificaciones
- Normas Técnicas para Aprobación de PlanosDocumento36 páginasNormas Técnicas para Aprobación de Planosluz gonzalezAún no hay calificaciones
- Manguitos AntivibratoriosDocumento10 páginasManguitos Antivibratorioslatino_alexAún no hay calificaciones
- Documentos aprobación proyecto alumbrado VillavicencioDocumento6 páginasDocumentos aprobación proyecto alumbrado VillavicencioRafael GuerreroAún no hay calificaciones
- Referencia Et DeteccionDocumento25 páginasReferencia Et DeteccionedgardoAún no hay calificaciones
- Máster Incendios Protección CivilDocumento12 páginasMáster Incendios Protección CivilCarlos VasquezAún no hay calificaciones
- N CTR Car 1 04 002 11Documento11 páginasN CTR Car 1 04 002 11yeseniaAún no hay calificaciones
- Planos A3Documento1 páginaPlanos A3Bolivar LemaAún no hay calificaciones
- Informe IriDocumento11 páginasInforme IriCarlos Diaz HuaracaAún no hay calificaciones
- Sistema de Combustible: Instrucciones de Instalación - Motores Industriales 9A, 12A, 16ADocumento11 páginasSistema de Combustible: Instrucciones de Instalación - Motores Industriales 9A, 12A, 16AValdeir AlmeidaAún no hay calificaciones
- 2695 Inning Group Rl-1500Documento16 páginas2695 Inning Group Rl-1500Danilo Jose Saavedra MayerAún no hay calificaciones
- LPN GPNK 07-2022 - PETG ConstrucciónDocumento175 páginasLPN GPNK 07-2022 - PETG ConstrucciónEstebanAún no hay calificaciones
- Organigrama Del Personal y Numero de Frentes A UtilizarDocumento3 páginasOrganigrama Del Personal y Numero de Frentes A UtilizarOrlando Giardina100% (1)
- Tema 5 Caso Práctico RociadoresDocumento11 páginasTema 5 Caso Práctico Rociadoresdsanmi1234Aún no hay calificaciones
- Memoria Descriptiva Aci PlazaDocumento19 páginasMemoria Descriptiva Aci PlazaIvonne CerronAún no hay calificaciones
- TEXTO REQUERIMIENTO Incendio DNV CentralDocumento17 páginasTEXTO REQUERIMIENTO Incendio DNV CentralEmilio BajinayAún no hay calificaciones
- Condiciones para La Construccion de Una Obra PDFDocumento79 páginasCondiciones para La Construccion de Una Obra PDFJosé Carlos TorrezAún no hay calificaciones
- Procedimiento de Unión Por Termofusión de Tuberías y Accesorios de PEDocumento17 páginasProcedimiento de Unión Por Termofusión de Tuberías y Accesorios de PEKatty PortilloAún no hay calificaciones
- TDR MantenimientopreventivodeA.a.venturosaDocumento5 páginasTDR MantenimientopreventivodeA.a.venturosaGustavo Alessandro Moya DelgadoAún no hay calificaciones
- Memoria Descriptiva Hotel Churum MeruDocumento17 páginasMemoria Descriptiva Hotel Churum MeruAlexis PradoAún no hay calificaciones
- Prom ArtDocumento2 páginasProm ArtPiero SánchezAún no hay calificaciones
- Reforzamiento VIGAS A FLEXION - FRPDocumento29 páginasReforzamiento VIGAS A FLEXION - FRPpimpollonAún no hay calificaciones
- PRES ReferencialDocumento2 páginasPRES ReferencialPiero SánchezAún no hay calificaciones
- VentasDocumento2 páginasVentasPiero SánchezAún no hay calificaciones
- Int-Pres-15-001 - Desmontaje y Traslado de Cobertura de Tijeralesrev2Documento2 páginasInt-Pres-15-001 - Desmontaje y Traslado de Cobertura de Tijeralesrev2Piero SánchezAún no hay calificaciones
- MC-PSD-1601-002B Construcción de Techo Metálico en Taller - Pedregal - RevBDocumento17 páginasMC-PSD-1601-002B Construcción de Techo Metálico en Taller - Pedregal - RevBPiero SánchezAún no hay calificaciones
- Estructuras Metálicas y Carpintería - Almacén de Combustible PDFDocumento1 páginaEstructuras Metálicas y Carpintería - Almacén de Combustible PDFPiero SánchezAún no hay calificaciones
- Prom ArtDocumento2 páginasProm ArtPiero SánchezAún no hay calificaciones
- Estructuras Metálicas y Carpintería - Almacén de CombustibleDocumento34 páginasEstructuras Metálicas y Carpintería - Almacén de CombustiblePiero SánchezAún no hay calificaciones
- Memoria de Cálculo IISS SabandiaDocumento8 páginasMemoria de Cálculo IISS SabandiaPiero SánchezAún no hay calificaciones
- Memoria de Cálculo IISS SabandiaDocumento8 páginasMemoria de Cálculo IISS SabandiaPiero SánchezAún no hay calificaciones
- Ps SWD Pres 15 003 - Canchita de FutbolDocumento9 páginasPs SWD Pres 15 003 - Canchita de FutbolPiero SánchezAún no hay calificaciones
- Memoria de Cálculo IISS SabandiaDocumento29 páginasMemoria de Cálculo IISS SabandiaPiero SánchezAún no hay calificaciones
- Plano Cerco Perimétrico Con Muro de ConteciónDocumento1 páginaPlano Cerco Perimétrico Con Muro de ConteciónPiero SánchezAún no hay calificaciones
- Copia de Momentos NominalesDocumento17 páginasCopia de Momentos NominalesPiero SánchezAún no hay calificaciones
- Costo Gr9 Muro de 32 ML YuraDocumento2 páginasCosto Gr9 Muro de 32 ML YuraPiero SánchezAún no hay calificaciones
- 57hoja Del PresupuestoreDocumento18 páginas57hoja Del PresupuestorePiero SánchezAún no hay calificaciones
- MC-PSD-1602-019 Cerco Perimétrico Antapaccay - AiD Ing - RevBDocumento13 páginasMC-PSD-1602-019 Cerco Perimétrico Antapaccay - AiD Ing - RevBPiero SánchezAún no hay calificaciones
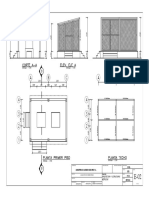
- Planos Plataforma de Mantenimiento de Codo 36 PulgDocumento23 páginasPlanos Plataforma de Mantenimiento de Codo 36 PulgPiero SánchezAún no hay calificaciones
- Ensayo PróctorDocumento2 páginasEnsayo PróctorPiero SánchezAún no hay calificaciones
- MC-SWDL-2015-003 - Diseño de Pavimento Rígido RACIEMSADocumento19 páginasMC-SWDL-2015-003 - Diseño de Pavimento Rígido RACIEMSAPiero SánchezAún no hay calificaciones
- Diseño de plataforma para mantenimiento de codo 36Documento22 páginasDiseño de plataforma para mantenimiento de codo 36Piero SánchezAún no hay calificaciones
- Estabilizador Informacion DustkillDocumento7 páginasEstabilizador Informacion DustkillPiero SánchezAún no hay calificaciones
- Plan de Gestion de Calidad - Procedimiento GroutingDocumento7 páginasPlan de Gestion de Calidad - Procedimiento GroutingPiero SánchezAún no hay calificaciones
- Control de calidad de albañilería confinadaDocumento12 páginasControl de calidad de albañilería confinadaPiero SánchezAún no hay calificaciones
- Memoria de Cálculo - Cargas Faja Vila VilaDocumento20 páginasMemoria de Cálculo - Cargas Faja Vila VilaPiero SánchezAún no hay calificaciones
- Calculo de La Cimentación S1Documento4 páginasCalculo de La Cimentación S1Piero SánchezAún no hay calificaciones
- Proceso de unión homogénea entre plomo y acero al carbonoDocumento3 páginasProceso de unión homogénea entre plomo y acero al carbonoPiero SánchezAún no hay calificaciones
- Ensayo PróctorDocumento2 páginasEnsayo PróctorPiero SánchezAún no hay calificaciones
- ProyectoDocumento63 páginasProyectoRosita Lizbeth León OribeAún no hay calificaciones
- Recuperacion de QuebradasDocumento52 páginasRecuperacion de QuebradasCarlin JCAún no hay calificaciones
- 7 Calificación de Las PruebasDocumento12 páginas7 Calificación de Las PruebasAnjelo CaceresAún no hay calificaciones
- EVAPOTRANSPIRACIÓNDocumento25 páginasEVAPOTRANSPIRACIÓNKevin MorenoAún no hay calificaciones
- Sistemas Contructivos TradicionalesDocumento12 páginasSistemas Contructivos TradicionalesLucero LeyvaAún no hay calificaciones
- Construcción (Español-Inglés) (Glosario)Documento161 páginasConstrucción (Español-Inglés) (Glosario)Fa LzmAún no hay calificaciones
- La Teoria de Paul MacleanDocumento9 páginasLa Teoria de Paul MacleanGeorgina Encarnación JiménezAún no hay calificaciones
- Qué Es Un Mapa MentalDocumento2 páginasQué Es Un Mapa MentalLuan Carrasco SayagoAún no hay calificaciones
- Formato Persona NaturalDocumento2 páginasFormato Persona NaturalDaEn TorrenzAún no hay calificaciones
- Bases de La Hemodinamia PDFDocumento25 páginasBases de La Hemodinamia PDFLina PeñarandaAún no hay calificaciones
- Manual Novus n1200Documento13 páginasManual Novus n1200asdAún no hay calificaciones
- Regulador automático de voltaje AVRDocumento7 páginasRegulador automático de voltaje AVRGabriel StalinAún no hay calificaciones
- ALCALINIDADDocumento10 páginasALCALINIDADCinthia MercedesAún no hay calificaciones
- U00 Doc 024Documento11 páginasU00 Doc 024Manuel VAún no hay calificaciones
- FasoresDocumento11 páginasFasoresYunior DagaAún no hay calificaciones
- Sifones Interceptora y Separadores y Desague de Aguias Lluvias 11-12Documento24 páginasSifones Interceptora y Separadores y Desague de Aguias Lluvias 11-12LUIS DANIEL RUEDA ORTIZAún no hay calificaciones
- Análisis de La Película El Hombre Mirando Al SuresteDocumento3 páginasAnálisis de La Película El Hombre Mirando Al SuresteCamila MoralesAún no hay calificaciones
- FPR 005 Identificacion de Producto No ConformeDocumento19 páginasFPR 005 Identificacion de Producto No ConformealejoDagonAún no hay calificaciones
- DUSSEL E. 1492. El Encubrimiento Del Otro (Fragmento)Documento15 páginasDUSSEL E. 1492. El Encubrimiento Del Otro (Fragmento)Daniela Bolaños RomeroAún no hay calificaciones
- Hartmann, Alicia (2013) - Reflexiones Sobre La Violencia en La Pubertad y Adolescencia TempranaDocumento4 páginasHartmann, Alicia (2013) - Reflexiones Sobre La Violencia en La Pubertad y Adolescencia TempranaRaul Olmedo100% (1)
- Manual de Mantenimiento Motoniveladora 772gDocumento86 páginasManual de Mantenimiento Motoniveladora 772gNathalia RomeroAún no hay calificaciones
- Ejercicios Trabajo y Energía Problemas ResueltosDocumento6 páginasEjercicios Trabajo y Energía Problemas ResueltosdalmaderaAún no hay calificaciones
- Humbolt y Su Contribucion A La CienciaDocumento18 páginasHumbolt y Su Contribucion A La Cienciasergio_dingessAún no hay calificaciones
- SISCONTDocumento27 páginasSISCONTJess CormanAún no hay calificaciones
- PUCP - Aranza Cabrejos - Preguntas para Diagnóstico-2023Documento7 páginasPUCP - Aranza Cabrejos - Preguntas para Diagnóstico-2023Josselyn MEDINA LUJANAún no hay calificaciones
- PSHP7506-08 Tdto 30 50Documento4 páginasPSHP7506-08 Tdto 30 50jizuAún no hay calificaciones
- Actividad 4 Estudio Del TrabajoDocumento11 páginasActividad 4 Estudio Del TrabajoIsmael DiazAún no hay calificaciones
- Desarrollo competencias comunicativasDocumento4 páginasDesarrollo competencias comunicativaskatha87100% (1)
- Ontologia de La TrascendenciaDocumento28 páginasOntologia de La TrascendenciaRaúl García CastilloAún no hay calificaciones
- Test Grafologico PDFDocumento21 páginasTest Grafologico PDFPedro Nel OchoaAún no hay calificaciones