También podría gustarte
- MoliendaDocumento58 páginasMoliendaRayssa Nicole Manrique ValderramaAún no hay calificaciones
- Tarea 3 Prog. de Op.1 Kevin - GarciaDocumento14 páginasTarea 3 Prog. de Op.1 Kevin - GarciaKevin GarciaAún no hay calificaciones
- CalDocumento4 páginasCalr547Aún no hay calificaciones
- Planificación Mantenimiento Equipo CríticoDocumento17 páginasPlanificación Mantenimiento Equipo CríticoPercyRiveraAún no hay calificaciones
- Obtención de Hojuela Clasificación y LavadoDocumento20 páginasObtención de Hojuela Clasificación y LavadoKim McquencyAún no hay calificaciones
- Corte CNC SudaDocumento27 páginasCorte CNC SudaAngelAún no hay calificaciones
- Determinación de la capacidad real de un pasteurizador y su gasto de agua de enfriamientoDocumento64 páginasDeterminación de la capacidad real de un pasteurizador y su gasto de agua de enfriamientoAndres Felipe Mendoza ObandoAún no hay calificaciones
- Ficha 15 Pet-PcrDocumento10 páginasFicha 15 Pet-PcrmigueljovanAún no hay calificaciones
- Proceso de Conversión Del PETDocumento3 páginasProceso de Conversión Del PETAxturioAún no hay calificaciones
- Algoritmo de VogelDocumento10 páginasAlgoritmo de VogelSebastian MoralesAún no hay calificaciones
- Irits 1215 200 SPC Exp CatalogDocumento56 páginasIrits 1215 200 SPC Exp CatalogJhonnathan Díaz ArenasAún no hay calificaciones
- Pet-Fabricacion de Soportes para EstructurasDocumento2 páginasPet-Fabricacion de Soportes para EstructurasCancio FlorezAún no hay calificaciones
- PET-SIC-01.26-Medición de Parámetros Eléctricos en Baja Tensión (Equipos, Circuitos y Tableros)Documento3 páginasPET-SIC-01.26-Medición de Parámetros Eléctricos en Baja Tensión (Equipos, Circuitos y Tableros)ROMAN CULQUIAún no hay calificaciones
- Informe Mantenmiento Programacion de Mantenimiento OMR 160 VFDocumento6 páginasInforme Mantenmiento Programacion de Mantenimiento OMR 160 VFClaudio M. AcevedoAún no hay calificaciones
- CalandrasDocumento12 páginasCalandrasJorge Eduardo Ospina RubianoAún no hay calificaciones
- PET-SIC-01.24-Mantenimiento de Grupos Electrógenos, Motosoldadora y Luminarias.Documento3 páginasPET-SIC-01.24-Mantenimiento de Grupos Electrógenos, Motosoldadora y Luminarias.ROMAN CULQUIAún no hay calificaciones
- Manual de Operacion Del Cortador LáserDocumento18 páginasManual de Operacion Del Cortador LáserRicardoAún no hay calificaciones
- Pagani ProductsDocumento16 páginasPagani ProductsMiezha Lecter Vengerberg100% (1)
- Riesgos y recomendaciones en el manejo de inyectorasDocumento2 páginasRiesgos y recomendaciones en el manejo de inyectorasLuisPbAún no hay calificaciones
- Cuarto Granallado Estructuras Perfiles Tubos Cym BlastroomDocumento5 páginasCuarto Granallado Estructuras Perfiles Tubos Cym Blastroomsandy_cp100% (1)
- Williamson-Sellado de Fluidos y Aislacion TermicaDocumento6 páginasWilliamson-Sellado de Fluidos y Aislacion TermicaJuan Beca0% (1)
- PET-SIC-01.25-Mantenimiento Eléctrico de Baja TensiónDocumento3 páginasPET-SIC-01.25-Mantenimiento Eléctrico de Baja TensiónROMAN CULQUIAún no hay calificaciones
- Estudio de tiempos - Proceso de trefilaciónDocumento4 páginasEstudio de tiempos - Proceso de trefilaciónjasminAún no hay calificaciones
- PET SIC 01.14 Cambio de Ballesta DelanteraDocumento3 páginasPET SIC 01.14 Cambio de Ballesta DelanteraROMAN CULQUIAún no hay calificaciones
- Molinos industriales: manual de operación y mantenimientoDocumento11 páginasMolinos industriales: manual de operación y mantenimientoLitaLópezAún no hay calificaciones
- Maquinas ItalianasDocumento5 páginasMaquinas ItalianasEmma Lucero SánchezAún no hay calificaciones
- Workshop práctico del Oro: Historia, Metalurgia y AplicacionesDocumento10 páginasWorkshop práctico del Oro: Historia, Metalurgia y AplicacionesFederico TitoAún no hay calificaciones
- Producción de Polietilen TereftalatoDocumento96 páginasProducción de Polietilen TereftalatoJorge Arana YiAún no hay calificaciones
- Películas multicapas para envasado de alimentosDocumento11 páginasPelículas multicapas para envasado de alimentosCarla Patricia Delgadillo RomeroAún no hay calificaciones
- Idoneidad Del Uso de PET Reciclado en Contacto Con Alimentos (68p) PDFDocumento68 páginasIdoneidad Del Uso de PET Reciclado en Contacto Con Alimentos (68p) PDFAldana SantarelliAún no hay calificaciones
- Diploma Inspección Soldadura 128HDocumento6 páginasDiploma Inspección Soldadura 128HRodrigo Chambilla VernazaAún no hay calificaciones
- Elementos Sellos Cilindro Fabricante PDFDocumento154 páginasElementos Sellos Cilindro Fabricante PDFLuisAún no hay calificaciones
- Embutido PDFDocumento96 páginasEmbutido PDFShecella Cordero CordovaAún no hay calificaciones
- TPJAN2007Documento53 páginasTPJAN2007Oliver RomeroAún no hay calificaciones
- Mantenimiento camión grúa Scania Effer 655/9SDocumento2 páginasMantenimiento camión grúa Scania Effer 655/9SAlealejandro Leon CornejoAún no hay calificaciones
- Tecnología de Los Procesos de Conformado de PolímerosDocumento90 páginasTecnología de Los Procesos de Conformado de PolímerosGabriel CamaAún no hay calificaciones
- Analsiis de Criticidad - Cimplast - RevisionDocumento82 páginasAnalsiis de Criticidad - Cimplast - RevisionSanti Amarilla100% (1)
- Informe Técnico Cilindro de Dirección Kom 930Documento8 páginasInforme Técnico Cilindro de Dirección Kom 930sony SonyAún no hay calificaciones
- Manual de Funcionamiento de Chiller BCI750Documento14 páginasManual de Funcionamiento de Chiller BCI750alexanderAún no hay calificaciones
- PET-SIC-01.13-Ajuste de Rueda Con TorquimetroDocumento3 páginasPET-SIC-01.13-Ajuste de Rueda Con TorquimetroROMAN CULQUIAún no hay calificaciones
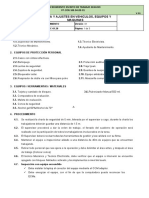
- PET-SIC-01.28-Prueba y Ajustes en Vehículos, Equipos y MaquinasDocumento3 páginasPET-SIC-01.28-Prueba y Ajustes en Vehículos, Equipos y MaquinasROMAN CULQUIAún no hay calificaciones
- Cabezal de Pesaje para EnvasadoraDocumento1 páginaCabezal de Pesaje para EnvasadoraJuanjo Torrez VAún no hay calificaciones
- Manual de enlaineradora de tapas SM62Documento50 páginasManual de enlaineradora de tapas SM62pompines123Aún no hay calificaciones
- Catalogo Industrial WilliamsonDocumento8 páginasCatalogo Industrial WilliamsonJaime Rousseau TAún no hay calificaciones
- Producción de pasta y papelDocumento30 páginasProducción de pasta y papelVictor Mamuel GarciaAún no hay calificaciones
- Soluciones de transporte completas para líneas de envasadoDocumento11 páginasSoluciones de transporte completas para líneas de envasadoHenryAún no hay calificaciones
- PET SIC 01.16 Correctivos EléctricosDocumento3 páginasPET SIC 01.16 Correctivos EléctricosROMAN CULQUIAún no hay calificaciones
- PET-SIC-01.20-Encarrilamiento de Cadenas de ExcavadoraDocumento3 páginasPET-SIC-01.20-Encarrilamiento de Cadenas de ExcavadoraROMAN CULQUIAún no hay calificaciones
- TRABAJO LubricantesDocumento9 páginasTRABAJO LubricantesMaria TeresaAún no hay calificaciones
- Equipos de LubricacionDocumento84 páginasEquipos de LubricacionmarcosAún no hay calificaciones
- Balanceo de LineasDocumento23 páginasBalanceo de LineasSamuel CastellonAún no hay calificaciones
- Un Buen Indicador de Brillo Perlado Es Su Ocurrencia en Áreas Altamente Estiradas Como Los Pies en Este Contenedor de 15 LDocumento17 páginasUn Buen Indicador de Brillo Perlado Es Su Ocurrencia en Áreas Altamente Estiradas Como Los Pies en Este Contenedor de 15 Lplasticos_jfm6580Aún no hay calificaciones
- Proceso de Pet RecicladoDocumento14 páginasProceso de Pet RecicladoCRISTHIAN MIGUEL CULQUI GUEVARAAún no hay calificaciones
- Cartilla RT100Documento3 páginasCartilla RT100Alealejandro Leon CornejoAún no hay calificaciones
- Mantis de 20 Con Herramienta.1Documento1 páginaMantis de 20 Con Herramienta.1jesus garciaAún no hay calificaciones
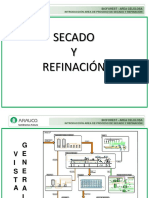
- 6.-Secado y Refinación ProfesionalesDocumento48 páginas6.-Secado y Refinación ProfesionalesMarcelo Andrés Torres Montes100% (1)
- APV Homogenizers Rannie Gaulin 110T 3001 05 11 2012 ES PDFDocumento4 páginasAPV Homogenizers Rannie Gaulin 110T 3001 05 11 2012 ES PDFAzucena Salazar LópezAún no hay calificaciones
- Sidel MatrixDocumento2 páginasSidel MatrixEzequiel ValenciaAún no hay calificaciones
- Análisis impactos industria plástica BogotáDocumento7 páginasAnálisis impactos industria plástica BogotáDiego Gomez LopezAún no hay calificaciones
- 4 - PolietilenoDocumento4 páginas4 - PolietilenoHeriberto Gonzalez BritoAún no hay calificaciones
- Neo01-2005 Cables de Acero, Eslingas y EstrobosDocumento60 páginasNeo01-2005 Cables de Acero, Eslingas y EstroboscesarconstAún no hay calificaciones
- Defensas de máquinas: guía para identificar peligros y evaluar proteccionesDocumento42 páginasDefensas de máquinas: guía para identificar peligros y evaluar proteccionesMisael Abraham Herrera RojasAún no hay calificaciones
- RadiacionDocumento24 páginasRadiacionErick CelestinoAún no hay calificaciones
- Manual Esmeril ManualDocumento9 páginasManual Esmeril ManualGreg RamsAún no hay calificaciones
- Safety Excelencia OperacionalDocumento21 páginasSafety Excelencia OperacionalSamuel CerdaAún no hay calificaciones
- Estandares Sector Industrial 2012Documento80 páginasEstandares Sector Industrial 2012Samuel CerdaAún no hay calificaciones
- Ejercicios 1,6,11,16,21,26,31,36,41Documento9 páginasEjercicios 1,6,11,16,21,26,31,36,41Jose YarlequeAún no hay calificaciones
- Certificado estudios Máster TransporteDocumento1 páginaCertificado estudios Máster TransporteGrover PumaAún no hay calificaciones
- EC121Documento2 páginasEC121jesus argenis velasquez ramonesAún no hay calificaciones
- CONJOINTDocumento24 páginasCONJOINTGuillermo MontesAún no hay calificaciones
- Gestion de InventariosDocumento39 páginasGestion de InventariosAna María Vallejo TorresAún no hay calificaciones
- Terapia Vocal en Niños y Adulto MayorDocumento32 páginasTerapia Vocal en Niños y Adulto MayorValentinaAún no hay calificaciones
- Un destino inexorableDocumento224 páginasUn destino inexorableDonato CignoliAún no hay calificaciones
- Trabajo Dba Ciencias Naturales 9Documento3 páginasTrabajo Dba Ciencias Naturales 9Ruben FonsecaAún no hay calificaciones
- Guia de Determinacion Del Wi en Molienda-Metodo Barry BruceDocumento2 páginasGuia de Determinacion Del Wi en Molienda-Metodo Barry BrucelilyAún no hay calificaciones
- Proyecto Final VíasDocumento55 páginasProyecto Final VíasLorena CamargoAún no hay calificaciones
- Inductancia II FIS 200Documento6 páginasInductancia II FIS 200Carlos Cuentas Paz0% (1)
- 2do Grado - Cuadernillo de Ejercicios (Noviembre)Documento31 páginas2do Grado - Cuadernillo de Ejercicios (Noviembre)Kenya Bautista de la FuenteAún no hay calificaciones
- Bat-Complejo Raspas - Grupo1Documento9 páginasBat-Complejo Raspas - Grupo1Mayra AvilaAún no hay calificaciones
- DPR-1020 manualDocumento196 páginasDPR-1020 manualAlfonso Estuardo BejaranoAún no hay calificaciones
- ROSH Abilidades (2) - 2 PDFDocumento26 páginasROSH Abilidades (2) - 2 PDFAldair JuárezAún no hay calificaciones
- Examen de Entrada Estatica-Sec. ADocumento2 páginasExamen de Entrada Estatica-Sec. AGabriel AndrésAún no hay calificaciones
- Microbiología ambientalDocumento13 páginasMicrobiología ambientalicqb9209Aún no hay calificaciones
- Entrevista A Christian FlècheDocumento3 páginasEntrevista A Christian FlècheLuis Horacio López QuirogaAún no hay calificaciones
- Resolución Ministerial Que Modifica La Norma Técnica A Los HospedajesDocumento12 páginasResolución Ministerial Que Modifica La Norma Técnica A Los HospedajesManuel ValdezAún no hay calificaciones
- Recetas 04 2018 PDFDocumento4 páginasRecetas 04 2018 PDFRocioAún no hay calificaciones
- OFTALMOLOGIADocumento21 páginasOFTALMOLOGIADiana Alejandra MCruzAún no hay calificaciones
- Los Perros CallejerosDocumento2 páginasLos Perros CallejerosDanielaAún no hay calificaciones
- Chancadoras de Cono Nordberg® HP Series™: Chancado de Alto RendimientoDocumento20 páginasChancadoras de Cono Nordberg® HP Series™: Chancado de Alto RendimientocristinaAún no hay calificaciones
- Adaptación Del Cuento de Charles PerraultDocumento8 páginasAdaptación Del Cuento de Charles Perraultsujeiry mateoAún no hay calificaciones
- Taller 6º BásicoDocumento3 páginasTaller 6º BásicoSara VAAún no hay calificaciones
- CAPÍTULO 5 - El Sistema Del Complemento-1Documento59 páginasCAPÍTULO 5 - El Sistema Del Complemento-1Javier LopezAún no hay calificaciones
- Platillo VoladorDocumento24 páginasPlatillo Voladoramigovirtualz4401Aún no hay calificaciones
- Te Verde MEDICINA NATURALDocumento4 páginasTe Verde MEDICINA NATURALAbril CastilloAún no hay calificaciones