También podría gustarte
- Welding Manual SummaryDocumento18 páginasWelding Manual SummarycastmatamorosAún no hay calificaciones
- Arc Welding 101 Bead WidthDocumento3 páginasArc Welding 101 Bead WidthMalcolm Diamond100% (1)
- PDS - EP-10 Etch PrimerDocumento2 páginasPDS - EP-10 Etch Primercarlogeretto2Aún no hay calificaciones
- ITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationDocumento3 páginasITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationKhaled GamalAún no hay calificaciones
- Manage Structural Steel Production Using BarcodesDocumento10 páginasManage Structural Steel Production Using BarcodesajaymrAún no hay calificaciones
- Advanced Gas Metal Arc Welding ProcDocumento20 páginasAdvanced Gas Metal Arc Welding ProcjavadmohammadiAún no hay calificaciones
- PreheatDocumento2 páginasPreheatScott TrainorAún no hay calificaciones
- A Review On Various Welding TechniquesDocumento7 páginasA Review On Various Welding TechniquesIJMER100% (1)
- 4d48f0f5e09b8 Plant Piping and Pipeline Systems 2010 Maurice For SiskaDocumento7 páginas4d48f0f5e09b8 Plant Piping and Pipeline Systems 2010 Maurice For Siskau04ajf3Aún no hay calificaciones
- Cigweld-Deposited Rates PDFDocumento7 páginasCigweld-Deposited Rates PDFNam_HitechAún no hay calificaciones
- Lloyd S Register Sec IX 2017 Edition Key ChangesDocumento38 páginasLloyd S Register Sec IX 2017 Edition Key ChangesDilip Varadharajan100% (1)
- 1.1 Welding Procedure Specification (WPS)Documento35 páginas1.1 Welding Procedure Specification (WPS)Mohamed WahidAún no hay calificaciones
- STD PPM 330-3000 Opl v3 ENDocumento33 páginasSTD PPM 330-3000 Opl v3 ENRenata SantosAún no hay calificaciones
- Hydro Test ProcedureDocumento17 páginasHydro Test Procedureyaser elgoharyAún no hay calificaciones
- MFB02 Welder QualificationDocumento3 páginasMFB02 Welder Qualificationعبداللطيف الكاديكيAún no hay calificaciones
- Advantages of Heavy-Duty MAG WeldingDocumento9 páginasAdvantages of Heavy-Duty MAG WeldingNaksalitAún no hay calificaciones
- Daily Welding Report PLD LogoDocumento1 páginaDaily Welding Report PLD Logonike_y2kAún no hay calificaciones
- Welding Workshop ManualDocumento16 páginasWelding Workshop ManualMuhammad FarooqAún no hay calificaciones
- Hdyw DPR Cpoc QB 21 001Documento2 páginasHdyw DPR Cpoc QB 21 001Mohd AzrinAún no hay calificaciones
- AC vs DC welding differences under 40 charactersDocumento2 páginasAC vs DC welding differences under 40 charactersDevarakonda KondayyaAún no hay calificaciones
- HIC Test 22-Jul-19Documento3 páginasHIC Test 22-Jul-19Panomsit SrirunpetchAún no hay calificaciones
- Visual Weld Inspection CriteriaDocumento8 páginasVisual Weld Inspection CriteriaAgustín Antonio Flores RomeroAún no hay calificaciones
- Optimum pipe purging for economy and qualityDocumento3 páginasOptimum pipe purging for economy and qualityshridharbshenoyAún no hay calificaciones
- Weld Cleaning MethodsDocumento7 páginasWeld Cleaning MethodsTrần Thùy LinhAún no hay calificaciones
- SCP004-MS30-QA-PLN-00002 A01 - ITP Cleaning and GaugingDocumento4 páginasSCP004-MS30-QA-PLN-00002 A01 - ITP Cleaning and GaugingAbdulkadir Berk MalkoçAún no hay calificaciones
- WPS Sa 517Documento2 páginasWPS Sa 517DHANANNJAI SINGH -Aún no hay calificaciones
- Welding Procedure Standards and Qualification CodesDocumento4 páginasWelding Procedure Standards and Qualification CodesBalkishan DyavanapellyAún no hay calificaciones
- SL Item Specification Dimenssion Quantity Area: PlateDocumento6 páginasSL Item Specification Dimenssion Quantity Area: Plateruhul43Aún no hay calificaciones
- Fit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemDocumento1 páginaFit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemAnonymous 0rt9KWmNAún no hay calificaciones
- NCTL Project: Proposal Welding Procedure SpecificationDocumento4 páginasNCTL Project: Proposal Welding Procedure SpecificationRotimi Shitta-BeyAún no hay calificaciones
- In Service Weld TTI TR11Documento2 páginasIn Service Weld TTI TR11Freddy Rondonil SAún no hay calificaciones
- API 570 Pipiing InspectorDocumento5 páginasAPI 570 Pipiing InspectorMadidj_2014Aún no hay calificaciones
- Precast Concrete Manhole Installation GuidelinesDocumento68 páginasPrecast Concrete Manhole Installation GuidelinesAhmadAún no hay calificaciones
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTDocumento5 páginasHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTVKT TiwariAún no hay calificaciones
- PQR format for procedure qualification recordsDocumento2 páginasPQR format for procedure qualification recordsBruno PlachaAún no hay calificaciones
- STTDocumento8 páginasSTTLIPEFIMERAún no hay calificaciones
- Welding Procedure Specification (WPS) : Joint Design PositionDocumento9 páginasWelding Procedure Specification (WPS) : Joint Design PositionpetermanroelibraryAún no hay calificaciones
- Pressure Gauge Calibration TG13 Version 2 December 2017Documento6 páginasPressure Gauge Calibration TG13 Version 2 December 2017iptAún no hay calificaciones
- Inspection Request: Report #: RE/INRQ/ Date: 24-Sep-17 Page: 1 of 1Documento1 páginaInspection Request: Report #: RE/INRQ/ Date: 24-Sep-17 Page: 1 of 1mansih457Aún no hay calificaciones
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocumento1 páginaWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- Check Liste de Verification WpsDocumento1 páginaCheck Liste de Verification WpsAli ClubistAún no hay calificaciones
- 15 10 13 Tn17 ElectrofusionDocumento12 páginas15 10 13 Tn17 ElectrofusionErlinawati Bintu SupiyoAún no hay calificaciones
- Tungsten ElectrodesDocumento2 páginasTungsten ElectrodesSyed Furqan Rehmani0% (2)
- Add02 1060.1Documento14 páginasAdd02 1060.1Diego Calderón AlvaradoAún no hay calificaciones
- Arc StrikeDocumento9 páginasArc StrikeBulut YildizAún no hay calificaciones
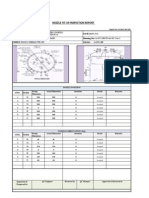
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocumento9 páginasNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulAún no hay calificaciones
- Welding QualificationDocumento45 páginasWelding QualificationeswarAún no hay calificaciones
- F 04-06.01 Welder Qualification ChecksheetDocumento1 páginaF 04-06.01 Welder Qualification ChecksheetDo XuanAún no hay calificaciones
- PFI ES 16 - 2013 EditionDocumento11 páginasPFI ES 16 - 2013 EditionArcadio Duran100% (1)
- STS EDAC WELD REPAIR PROCEDUREDocumento51 páginasSTS EDAC WELD REPAIR PROCEDUREmohd as shahiddin jafriAún no hay calificaciones
- CV for Welding InspectorDocumento5 páginasCV for Welding InspectorTanveer Ahmed QuadriAún no hay calificaciones
- UHP Spec Essentials Rev2 PDFDocumento17 páginasUHP Spec Essentials Rev2 PDFfaisal abbasAún no hay calificaciones
- Metal Magnetic MemoryDocumento41 páginasMetal Magnetic MemoryBogdan MunteanuAún no hay calificaciones
- Preparación de WPS SDocumento10 páginasPreparación de WPS SPercyFloresAún no hay calificaciones
- What marks are shown on the head of a boltDocumento3 páginasWhat marks are shown on the head of a bolttanujaayerAún no hay calificaciones
- Bolting Program Info PDFDocumento2 páginasBolting Program Info PDFIrshad AhmadAún no hay calificaciones
- EXPEDITING REPORT STATUS AND ACTIONSDocumento2 páginasEXPEDITING REPORT STATUS AND ACTIONSjasmineamma100% (1)
- Industrial radiography A Complete Guide - 2019 EditionDe EverandIndustrial radiography A Complete Guide - 2019 EditionAún no hay calificaciones
- Pipeliner Welding ConsumablesDocumento24 páginasPipeliner Welding ConsumablesR Fonseca GomezAún no hay calificaciones
- WeldDocumento52 páginasWeldAlwin Victor Williams100% (1)
- Types WeldingDocumento66 páginasTypes WeldingRathnakraja50% (2)
- Upgrading Skills For Pipe Fitters FabricatorsDocumento4 páginasUpgrading Skills For Pipe Fitters FabricatorsKentDemeterio0% (1)
- Weld DefectsDocumento38 páginasWeld DefectsJerry Man UtdAún no hay calificaciones
- Weldiing Process Gmaw Fcaw McawDocumento6 páginasWeldiing Process Gmaw Fcaw McawKentDemeterioAún no hay calificaciones
- Welding Handbook ESABDocumento529 páginasWelding Handbook ESABErdinc_Bal_1026100% (8)
- Weld-Consumable-Calculator Butt & Fillet WeldDocumento7 páginasWeld-Consumable-Calculator Butt & Fillet WeldKentDemeterioAún no hay calificaciones
- Weld Defects 2Documento78 páginasWeld Defects 2HskumarReddy KarriAún no hay calificaciones
- Welders Hand BookDocumento23 páginasWelders Hand Booksamyqatar100% (2)
- Weld Defects TWIDocumento96 páginasWeld Defects TWISabir Shabbir100% (7)
- Weld Design SymbolsDocumento63 páginasWeld Design Symbolspriyoc6100% (15)
- Idaho State Welding Program DetailsDocumento9 páginasIdaho State Welding Program DetailsKentDemeterioAún no hay calificaciones
- Welding BasicsDocumento37 páginasWelding BasicsUnknowneon71% (7)
- Welding Lecture Guide NewDocumento31 páginasWelding Lecture Guide NewKentDemeterioAún no hay calificaciones
- Weld DefectsDocumento78 páginasWeld DefectsKevin CheungAún no hay calificaciones
- Welding Competation GuideDocumento5 páginasWelding Competation GuideKentDemeterioAún no hay calificaciones
- Welding ArihantDocumento12 páginasWelding ArihantArihant SharmaAún no hay calificaciones
- Welding Cutting & Heating GuideDocumento68 páginasWelding Cutting & Heating GuideKentDemeterioAún no hay calificaciones
- Weld Design SymbolsDocumento63 páginasWeld Design Symbolspriyoc6100% (15)
- Welding SubpartEDocumento71 páginasWelding SubpartEsumedheilAún no hay calificaciones
- Welding I & 11 2007 NewDocumento16 páginasWelding I & 11 2007 NewKentDemeterioAún no hay calificaciones
- Welding Pipe FactDocumento3 páginasWelding Pipe FactKentDemeterioAún no hay calificaciones
- Welding: Subpart QDocumento65 páginasWelding: Subpart QRathnakrajaAún no hay calificaciones
- Welding PositionDocumento20 páginasWelding PositionKentDemeterioAún no hay calificaciones
- Welding SubpartEDocumento71 páginasWelding SubpartEsumedheilAún no hay calificaciones
- Welding ProcessesDocumento27 páginasWelding ProcessesKentDemeterioAún no hay calificaciones
- Welding XXXXXDocumento25 páginasWelding XXXXXKentDemeterioAún no hay calificaciones
- Welding Psme PPDocumento30 páginasWelding Psme PPKentDemeterioAún no hay calificaciones
- Welding Theory and Applications (2005)Documento92 páginasWelding Theory and Applications (2005)KentDemeterioAún no hay calificaciones
- Welding Theory and ApplicationDocumento741 páginasWelding Theory and ApplicationGregory MankoAún no hay calificaciones
- Welding BasicsDocumento43 páginasWelding BasicsKentDemeterioAún no hay calificaciones
- SSC CGL 13th Dec 2022 Shift-4 by CrackuDocumento29 páginasSSC CGL 13th Dec 2022 Shift-4 by CrackuyuviAún no hay calificaciones
- Non-Traditional Machining: Unit - 1Documento48 páginasNon-Traditional Machining: Unit - 1bunty231Aún no hay calificaciones
- 14.4 Demonstration of Leak Before Break Design Criteria For Pipes of PHT System PHWRDocumento2 páginas14.4 Demonstration of Leak Before Break Design Criteria For Pipes of PHT System PHWRRoman KrautschneiderAún no hay calificaciones
- Monster c4 Thread Text - Edited (Way Long) Version2 - Ford Muscle Cars Tech ForumDocumento19 páginasMonster c4 Thread Text - Edited (Way Long) Version2 - Ford Muscle Cars Tech Forumjohn larsonAún no hay calificaciones
- Using Social Stories With Students With Social Emotional and Behavioral Disabilities The Promise and The Perils (2019)Documento17 páginasUsing Social Stories With Students With Social Emotional and Behavioral Disabilities The Promise and The Perils (2019)SarahAún no hay calificaciones
- Astm 630Documento3 páginasAstm 630InfoAún no hay calificaciones
- Assessment Nursing Diagnosis Scientific Rationale Planning Intervention Rationale EvaluationDocumento9 páginasAssessment Nursing Diagnosis Scientific Rationale Planning Intervention Rationale Evaluationclydell joyce masiarAún no hay calificaciones
- Cel2106 SCL Worksheet Week 8Documento3 páginasCel2106 SCL Worksheet Week 8Hazwanee ZainalAún no hay calificaciones
- Sustainability and Design EthicsDocumento178 páginasSustainability and Design EthicsAbby SmithAún no hay calificaciones
- TBEM CII Exim Bank Award ComparisonDocumento38 páginasTBEM CII Exim Bank Award ComparisonSamAún no hay calificaciones
- School Development Plan 2022Documento3 páginasSchool Development Plan 2022Nora Herrera100% (6)
- 28/08/2016 1 Advanced Research Methodology... RU, Bangalore-64Documento38 páginas28/08/2016 1 Advanced Research Methodology... RU, Bangalore-64Ananthesh RaoAún no hay calificaciones
- CourseLab 2 4 PDFDocumento252 páginasCourseLab 2 4 PDFLiliana StanescuAún no hay calificaciones
- ELEC-E8714 Homework 3 - Life Cycle Assessment of LED Lamps - Manufacturing and UseDocumento2 páginasELEC-E8714 Homework 3 - Life Cycle Assessment of LED Lamps - Manufacturing and UseŞamil NifteliyevAún no hay calificaciones
- Msme'S Premium Product Catalogue Book 2020: Craft CategoryDocumento50 páginasMsme'S Premium Product Catalogue Book 2020: Craft CategoryTomikoVanAún no hay calificaciones
- Ammonium Nitrophosphate Production ProcessDocumento133 páginasAmmonium Nitrophosphate Production ProcessHit Busa100% (1)
- Acc121 Exam1 ProblemsDocumento4 páginasAcc121 Exam1 ProblemsTia1977Aún no hay calificaciones
- CT2003 LevelMeasurementP1 TechReport1 1Documento27 páginasCT2003 LevelMeasurementP1 TechReport1 1Vignesh RajanAún no hay calificaciones
- DIRECTORS1Documento28 páginasDIRECTORS1Ekta ChaudharyAún no hay calificaciones
- Mr. Frank Remedios Certified Career Counselor Authorised Franchise-Brain CheckerDocumento24 páginasMr. Frank Remedios Certified Career Counselor Authorised Franchise-Brain Checkerrwf0606Aún no hay calificaciones
- Speed Limits in The PhilippinesDocumento4 páginasSpeed Limits in The Philippinesmark carloAún no hay calificaciones
- Global POVEQ NGADocumento2 páginasGlobal POVEQ NGABonifaceAún no hay calificaciones
- Keyence cv700 - Man2Documento232 páginasKeyence cv700 - Man2kamaleon85Aún no hay calificaciones
- Komatsu PC01-1 (JPN) 14001-Up Shop ManualDocumento217 páginasKomatsu PC01-1 (JPN) 14001-Up Shop Manualhaimay118100% (2)
- Myo Cny 2023 MenuDocumento12 páginasMyo Cny 2023 Menulihanyong17Aún no hay calificaciones
- Lembar Kerja Lap Keu - Tahap 1Documento4 páginasLembar Kerja Lap Keu - Tahap 1Safana AuraAún no hay calificaciones
- Plastic RecyclingDocumento14 páginasPlastic RecyclingLevitaAún no hay calificaciones
- Nothophytophthora Gen. Nov., A New Sister Genus of Phytophthora From Natural and Semi-Natural Ecosystems in Europe, Chile and VietnamDocumento32 páginasNothophytophthora Gen. Nov., A New Sister Genus of Phytophthora From Natural and Semi-Natural Ecosystems in Europe, Chile and VietnamChi Nguyen MinhAún no hay calificaciones
- Sheikh Zayed Grand Mosque - Largest in UAEDocumento2 páginasSheikh Zayed Grand Mosque - Largest in UAEKyla SordillaAún no hay calificaciones
- Chapter 2 EnglishDocumento9 páginasChapter 2 Englishdgdhdh_66Aún no hay calificaciones