También podría gustarte
- Pipe Code SpecsDocumento4 páginasPipe Code Specsfrenskiran100% (1)
- G-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFDocumento11 páginasG-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFEwan SutherlandAún no hay calificaciones
- How To Weld 316 Stainless SteelDocumento3 páginasHow To Weld 316 Stainless Steel10161016Aún no hay calificaciones
- 03 - GtawDocumento20 páginas03 - GtawEnache DaniAún no hay calificaciones
- Acom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFDocumento16 páginasAcom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFpipedown456Aún no hay calificaciones
- Astm e 2218 - 02Documento15 páginasAstm e 2218 - 02Jaime Rafael Patron PrioloAún no hay calificaciones
- Brazing, Soldering, AdhesivesDocumento31 páginasBrazing, Soldering, AdhesivesAchinthya PereraAún no hay calificaciones
- Aws B1 - 10 PDFDocumento41 páginasAws B1 - 10 PDFAlin TomozeiAún no hay calificaciones
- Geometric dimensioning and tolerancing Second EditionDe EverandGeometric dimensioning and tolerancing Second EditionAún no hay calificaciones
- ISO 3755 Cast-Carbon-Steel-General-Engineering-PurposesDocumento9 páginasISO 3755 Cast-Carbon-Steel-General-Engineering-PurposesLe Van TamAún no hay calificaciones
- Recommended Weld Reference Materials PDFDocumento2 páginasRecommended Weld Reference Materials PDFraykoniAún no hay calificaciones
- Safety & Health of Welders and Environemental PractisesDocumento28 páginasSafety & Health of Welders and Environemental PractisesDouglas OngomAún no hay calificaciones
- Cold Formed Steel SectionsDocumento37 páginasCold Formed Steel Sectionshema kumar100% (1)
- Distortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureDocumento7 páginasDistortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureVireshVerma100% (1)
- Welding Inspection TechnologyDocumento13 páginasWelding Inspection TechnologyParthasarathy VadapalliAún no hay calificaciones
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramDocumento7 páginasElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITAún no hay calificaciones
- Welding FLAWSDocumento86 páginasWelding FLAWSrohitbhat2345100% (1)
- JIS G 4303 - 1998 (In English) Stainless Stell BarsDocumento45 páginasJIS G 4303 - 1998 (In English) Stainless Stell BarsHo Le QuangAún no hay calificaciones
- Submerged Arc Welding: Training & EducationDocumento17 páginasSubmerged Arc Welding: Training & Educationtanveer ahmedAún no hay calificaciones
- Miller Guide For Gmaw NewDocumento26 páginasMiller Guide For Gmaw NewKentDemeterio100% (1)
- Welding NormsDocumento14 páginasWelding NormsimupathanAún no hay calificaciones
- En 875-Impact TestDocumento14 páginasEn 875-Impact TestMadley RockAún no hay calificaciones
- Workshop Laboratory Manual PDFDocumento95 páginasWorkshop Laboratory Manual PDFPradipta PaulAún no hay calificaciones
- Microstructure Study of Welded JointDocumento17 páginasMicrostructure Study of Welded JointRatul Islam Antor100% (1)
- Mil DTL 24211CDocumento8 páginasMil DTL 24211CmurphygtAún no hay calificaciones
- 2015 - KOBELCO - Arc Welding of High Tensile Strength SteelDocumento170 páginas2015 - KOBELCO - Arc Welding of High Tensile Strength SteelNhan vo vanAún no hay calificaciones
- Plus, Get A Publication For Just .: Save 25% On Today'S Book OrderDocumento22 páginasPlus, Get A Publication For Just .: Save 25% On Today'S Book Ordermaro151Aún no hay calificaciones
- Nickel Base Alloys: WhiteDocumento31 páginasNickel Base Alloys: WhitePrasetyo Adi100% (1)
- The Prediction of The Temperature Distribution and Weld Pool Geometry in The Gas Metal Arc Welding ProcessDocumento7 páginasThe Prediction of The Temperature Distribution and Weld Pool Geometry in The Gas Metal Arc Welding ProcessAlejandra HernandezAún no hay calificaciones
- Astm E10 2001 PDFDocumento9 páginasAstm E10 2001 PDFSofiaJabadanEspulgarAún no hay calificaciones
- Guide Narrow-Gap Handbook EN LR PDFDocumento56 páginasGuide Narrow-Gap Handbook EN LR PDFRavishankar100% (1)
- Effect of Different Metalurgical Phases On The Welding Residual Stresses of Base MetalDocumento71 páginasEffect of Different Metalurgical Phases On The Welding Residual Stresses of Base Metalsalmanzafar_37304938Aún no hay calificaciones
- Calculate Weld Metal VolumeDocumento7 páginasCalculate Weld Metal VolumeChris De La Torre0% (1)
- Astm A874Documento3 páginasAstm A874DendeAún no hay calificaciones
- IIW Intermediate Meeting Berlin Doc XII-2061-12212-1218-12Documento13 páginasIIW Intermediate Meeting Berlin Doc XII-2061-12212-1218-12Maria Cristina Campello ScottiAún no hay calificaciones
- Foundry Process:: Casting TermsDocumento23 páginasFoundry Process:: Casting TermskalaivananmekAún no hay calificaciones
- ISO 1579-1 (Part Only)Documento5 páginasISO 1579-1 (Part Only)sn200709100% (1)
- Mil-T-10727c (1) TinDocumento12 páginasMil-T-10727c (1) Tingfourn1_896133160Aún no hay calificaciones
- Foundry: ProcessDocumento6 páginasFoundry: ProcesszadacaAún no hay calificaciones
- Executive Summary - Stainless Steel MarketDocumento14 páginasExecutive Summary - Stainless Steel MarketAgustina EffendyAún no hay calificaciones
- Factors Affecting Variable Weld PenetrationDocumento32 páginasFactors Affecting Variable Weld PenetrationRodney Vitorino DiasAún no hay calificaciones
- AutomationDocumento5 páginasAutomationashfaq_ahmed_7Aún no hay calificaciones
- Arc Welding Electrodes Powerpoint PPT PresentationDocumento4 páginasArc Welding Electrodes Powerpoint PPT PresentationramuAún no hay calificaciones
- 6 GtawDocumento30 páginas6 Gtawmasmarkun4444Aún no hay calificaciones
- Calibration-Validation - Good ArticleDocumento12 páginasCalibration-Validation - Good ArticleVijay KumarAún no hay calificaciones
- Unit 2Documento104 páginasUnit 2Sagar DhageAún no hay calificaciones
- FoundryTerms PDFDocumento5 páginasFoundryTerms PDFFIREREALM66Aún no hay calificaciones
- High Voltage WeldingDocumento21 páginasHigh Voltage WeldingLuka Bugarin0% (1)
- Welding Metallurgy and Weldability of Stainless SteelsDocumento6 páginasWelding Metallurgy and Weldability of Stainless SteelsoifhiudsnfAún no hay calificaciones
- Welding of Stainless SteelsDocumento48 páginasWelding of Stainless SteelsRamzi BEN AHMEDAún no hay calificaciones
- Metal Repairs: Laser WeldingDocumento24 páginasMetal Repairs: Laser WeldingV DhinakaranAún no hay calificaciones
- WWW - Kobelco.co - JP English Welding Events Files 2011GMAWDocumento33 páginasWWW - Kobelco.co - JP English Welding Events Files 2011GMAWMaulana Mufti MuhammadAún no hay calificaciones
- 2015 Kobelco GmawDocumento33 páginas2015 Kobelco GmawAhmed HashimAún no hay calificaciones
- GAS METAL ARC WELDING Shortened 1Documento15 páginasGAS METAL ARC WELDING Shortened 1ወይኩን ፍቃድከAún no hay calificaciones
- Disclosure To Promote The Right To InformationDocumento15 páginasDisclosure To Promote The Right To InformationgovimanoAún no hay calificaciones
- Designation B 828 - 002Documento11 páginasDesignation B 828 - 002Raron1Aún no hay calificaciones
- Gtaw and Gmaw Equipment and Supplies: 7.2 Arc Welding Power Sources For GTAWDocumento19 páginasGtaw and Gmaw Equipment and Supplies: 7.2 Arc Welding Power Sources For GTAWNachiket MujumdarAún no hay calificaciones
- Gas Metal Arc Welding (GMAW)Documento6 páginasGas Metal Arc Welding (GMAW)AimanRahim100% (2)
- A Study On Effect of Various Process Variables in Gas Metal Arc WeldingDocumento8 páginasA Study On Effect of Various Process Variables in Gas Metal Arc WeldingAnonymous lPvvgiQjRAún no hay calificaciones
- MideastDocumento18 páginasMideastlara_rajkumar667Aún no hay calificaciones
- U.S. Patent Apr. 29, 2014 Sheet 1 0f3 US 8,707,543 B2Documento7 páginasU.S. Patent Apr. 29, 2014 Sheet 1 0f3 US 8,707,543 B2lara_rajkumar667Aún no hay calificaciones
- International Standard.: ISO Metric Trapezoidal Screw Threads - Basic DimensionsDocumento5 páginasInternational Standard.: ISO Metric Trapezoidal Screw Threads - Basic Dimensionslara_rajkumar667Aún no hay calificaciones
- Equivalent ASTM MaterialDocumento34 páginasEquivalent ASTM Materialgolf0910251891% (45)
- SPC Study Material 2018 JuniorDocumento124 páginasSPC Study Material 2018 Juniorlara_rajkumar667Aún no hay calificaciones
- Ral ShadeDocumento9 páginasRal Shadelara_rajkumar667Aún no hay calificaciones
- S.No Answer Options: 1 Choose The Correct Order: P NFDocumento3 páginasS.No Answer Options: 1 Choose The Correct Order: P NFlara_rajkumar667Aún no hay calificaciones
- TLB Normenvergleich E 08092011 PDFDocumento14 páginasTLB Normenvergleich E 08092011 PDFlara_rajkumar667Aún no hay calificaciones
- MSS SP 55 2011 QUALITY STANDARD For STEEL CASTINGS For Valves Flanges Fittings and Other Piping Components PDFDocumento5 páginasMSS SP 55 2011 QUALITY STANDARD For STEEL CASTINGS For Valves Flanges Fittings and Other Piping Components PDFlara_rajkumar6670% (1)
- Sandwich Panel SpecificationDocumento18 páginasSandwich Panel Specificationlara_rajkumar667Aún no hay calificaciones
- William Shakespeare Was An English Poet, Playwright, and Actor. He Was Born On 26 AprilDocumento2 páginasWilliam Shakespeare Was An English Poet, Playwright, and Actor. He Was Born On 26 Aprillara_rajkumar667Aún no hay calificaciones
- Positive: Little Much BAD Good OLD Faithful Kind Sweet Heavy LazyDocumento4 páginasPositive: Little Much BAD Good OLD Faithful Kind Sweet Heavy Lazylara_rajkumar667Aún no hay calificaciones
- ASNTDocumento6 páginasASNTlara_rajkumar667Aún no hay calificaciones
- Case Option Effect of The CaseDocumento2 páginasCase Option Effect of The Caselara_rajkumar667Aún no hay calificaciones
- A Ploughshare Is An American: Punch-Marked Coins Are A Type of EarlyDocumento2 páginasA Ploughshare Is An American: Punch-Marked Coins Are A Type of Earlylara_rajkumar667Aún no hay calificaciones
- We Should Play Regularly To StayDocumento2 páginasWe Should Play Regularly To Staylara_rajkumar667Aún no hay calificaciones
- The Rules of FootballDocumento5 páginasThe Rules of Footballlara_rajkumar66775% (4)
- Kisweld CatalogDocumento76 páginasKisweld Cataloglara_rajkumar667Aún no hay calificaciones
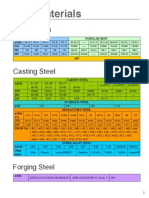
- MaterialsDocumento1 páginaMaterialslara_rajkumar667Aún no hay calificaciones
- Bohler Dcms T-MCDocumento1 páginaBohler Dcms T-MCFlaviu-Andrei AstalisAún no hay calificaciones
- Dual Shield II 101 1.6 MMDocumento2 páginasDual Shield II 101 1.6 MMadanmeneses1Aún no hay calificaciones
- WC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFDocumento1 páginaWC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFNathanLaertePiaiAún no hay calificaciones
- Welding (Unit Iv)Documento19 páginasWelding (Unit Iv)Susheel GuptaAún no hay calificaciones
- Mig 4004i PulseDocumento4 páginasMig 4004i PulseOkan KöksalAún no hay calificaciones
- 3 Welding Imperfections and Materials InspectionDocumento31 páginas3 Welding Imperfections and Materials InspectionnanivenkatgauravAún no hay calificaciones
- In General, The MIG/MAG Mode of Transfer Best Suited For Welding Thick Sheet Is Spray TransferDocumento4 páginasIn General, The MIG/MAG Mode of Transfer Best Suited For Welding Thick Sheet Is Spray TransferLe TuanAún no hay calificaciones
- Miller DuopDocumento72 páginasMiller Duopmanoj_doshi_1Aún no hay calificaciones
- SSAB Welding Hardox Wear Plate 103 enDocumento20 páginasSSAB Welding Hardox Wear Plate 103 enimupathanAún no hay calificaciones
- Esab - Welder Guide Book - All Positional Rutile Flux Cored Wires For Non and Low Alloyed Steel PDFDocumento32 páginasEsab - Welder Guide Book - All Positional Rutile Flux Cored Wires For Non and Low Alloyed Steel PDFKrishna VachaAún no hay calificaciones
- MCQ SDocumento33 páginasMCQ Spratap biswasAún no hay calificaciones
- Cebora 130 886 ManualDocumento7 páginasCebora 130 886 ManualvidinpetreceAún no hay calificaciones
- Terminologies SmawDocumento18 páginasTerminologies SmawMarwin NavarreteAún no hay calificaciones
- Welding Machine - Project ReportDocumento62 páginasWelding Machine - Project ReportTanvi KhuranaAún no hay calificaciones
- Welding A Beginners Guide ToDocumento33 páginasWelding A Beginners Guide ToDavid Carlos Uscamayta BorondaAún no hay calificaciones
- Trade of Vehicle Body Repair: MIG - Welding FabricationDocumento149 páginasTrade of Vehicle Body Repair: MIG - Welding Fabricationlaz_kAún no hay calificaciones
- كتيب الصيانة والتشغيل لمكينة اللحام بالغازDocumento94 páginasكتيب الصيانة والتشغيل لمكينة اللحام بالغاز7AMOOD ASALAún no hay calificaciones
- Afm Er80s-D2 enDocumento1 páginaAfm Er80s-D2 enValentin Hernández TrianoAún no hay calificaciones
- Weldamatic 250sDocumento26 páginasWeldamatic 250sIan GrimshawAún no hay calificaciones
- Specification For Welding of Duplex Stainless Steel Pipelines AmendmentsSupplements To API STD 1104Documento54 páginasSpecification For Welding of Duplex Stainless Steel Pipelines AmendmentsSupplements To API STD 1104Ajesh Kumar Muraleedharan100% (1)
- IWE - 1.7 - Handout - TIG Only - 2015Documento28 páginasIWE - 1.7 - Handout - TIG Only - 2015Adil MalkicAún no hay calificaciones
- Thermadyne-Catalog CigweldDocumento292 páginasThermadyne-Catalog CigweldUmmi Rahmatul IstiqomahAún no hay calificaciones
- Steel Strips Wheels Limited - Industrial Training ReportDocumento79 páginasSteel Strips Wheels Limited - Industrial Training ReportNktKumarAún no hay calificaciones
- BOC Smootharc Tig 200 ACDC ManualDocumento19 páginasBOC Smootharc Tig 200 ACDC Manualeddo200675% (4)
- Basic TIG WeldingDocumento9 páginasBasic TIG WeldingMardeOpamenAún no hay calificaciones
- Sanden Vikas NewDocumento67 páginasSanden Vikas NewNaved KhanAún no hay calificaciones
- Ultima 150 ManualDocumento64 páginasUltima 150 ManualServilab LudicasAún no hay calificaciones
- WPS Sa 335 P91 PipeDocumento3 páginasWPS Sa 335 P91 Pipecsankarananth50% (2)
- Fabshield Offshore 71ni-1Documento2 páginasFabshield Offshore 71ni-1Anonymous ejnktktkY7Aún no hay calificaciones